基本信息
标准号:
SJ/T 31090-1994
中文名称:6-CTVH-B切割机完好要求和检查评定方法
标准类别:电子行业标准(SJ)
标准状态:现行
实施日期:1997-01-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:87.10 KB
相关标签:
切割机
完好
检查
评定
方法
标准分类号
中标分类号:电子元器件与信息技术>>电子工业生产设备>>L97加工专用设备
关联标准
相关单位信息
标准简介
SJ/T 31090-1994 6-CTVH-B切割机完好要求和检查评定方法 SJ/T31090-1994
标准内容
中华人民共和国电子行业标准
6-CTVH-B型切割机完好要求和检查评定方法1主题内容与适用范围
本标准规定了6-CTVH—B型切割机的完好要求和检查,评定方法。本标准适用丁半导体集成电路生产用切割机2完好要求
2.1主要技术指标
2.1.1几何精度
SJ/T 3109094
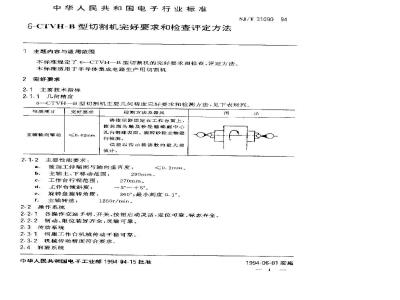
6-CTVH一B型切割机主要几何精度究好要求和检测力法,见下表所死给测项出bZxz.net
主轴轴向窜动
完好要求
2.1.2主要性能要求:
检測方法及器具
将指示器固定在工作台面上,
使其测头触及砂轮轴端面中心
孔内钢球表面。旋转砂轮主轴进行检测。
误差以指水器读数的最大差
值计。
被加工件端面与轴向垂直度:
b.主轴上、下移动范围:
c。工作台行程范围:
d。工作台倾斜度:
旋转盘旋转角度:
「。主轴转速:
2.2操作系统
270mm。
3°+5°
360°;最小刻度0.1°
1250r/mirt。
2.2.1各操作变速于柄、开关、按钮启动灵活,定位可靠标态齐全。2.2.2制动、限位装置齐全,灵敏可靠。2.3传动系统
2.3.1间服工作台机械传动稳可靠。2.3.2机械传动精度符合要求,
2.4润滑系统
中华人民共和国电子工业部1994-04-15批准图
1994-06-01实施
SJ/T 31090—94
2.4.1润滑装置完整无损,管路齐全,油路畅通。2.4.2油眼、油嘴不得有缺、、堵现象。2.4.3油位标志醒目,油窗明亮,注入润滑油清洁、到位。2.4.4基本无漏油,每一漏油点3min内不超过一滴。2.5渡压系统
2.5.1液压系统的运动件在各种速度范围内,不应发生振动,不应有异常噪声和显著的冲击,不应有停滞和爬行现象。
2.5.2液压泵压力不得小于2.45×10°Pa2.5.3液压系统各元件动作灵敏、可靠。2.5.4 对工件压紧力不得小于117.6N,2.5.5生轴上、下移动不应有步进、振动现象。2.5.6压力表指示准确,误差在允许范圖内,且有有效期检验合格证2.6电气系统
2.6.1电气线路整齐、清洁,各触点保持良好,按钮开关、指示灯齐全、完整,指示正确可靠。2.6.2机器上的电器保护装置必须齐全可靠,整定值符合要求。2.6.3电动机运行平稳,轴承无显著噪音升在额定范围以下。2.7冷却系统
2.7.1冷却器具齐全。
2.7.2冷却装置安装良好,工作状态良好。2.7.3冷却液不得渗人电气箱内和皮带上。2.8安全防护
2.8.1设备保护盖板,挡屑板齐全,完整无损,牛固可靠。2.8.2自动保护触点开关、报警齐全、可靠,安全接地。2.9维护保养
按SJ/T31002—94&设备维护保养通则》执行3检查、评定方法
3.下检查方法
3.1.1主要技术指标的检测方法见表列。3.1.2对完好要求除2.1.1项外,采用现场主观方法进行检查。3.2评定方法
3.2.1本标准评定完好设备的主要项目为:2.1.1、2.1.2,其余均为次要项目。3-2.2主要项目有-项不符合要求,为不究好设备:次要项目有二项不符合要求,亦为不完好设备。
3.2.3究好设备的维护保养,应达到优等设备标准。附加说明:
本标准出电了工业部经济运行与体制改革司提出。本标由中国华晶电子集团公司组织起草。本标准主要起草人:成峰、顾军建,吴正伟。2
TTTKAON KAca
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。



