标准分类号
中标分类号:机械>>工艺装备>>J43磨料与磨具
关联标准
标准简介
本标准规定了磨轴承球基面砂轮的产品分类,技术要求,试验方法,检验规则及标志、包装和贮存。 本标准适用于磨轴承圆锥滚子球基面树脂砂轮。 JB/T 8338-1996 普通磨具 磨轴承球基面砂轮 JB/T8338-1996
标准内容
中华人民共和国机械行业标准
普通磨具
磨轴承球基面砂轮
主题内容与适用范围
JB/T 8338—96
本标准规定了磨轴承球基面砂轮(以下简称砂轮)的产品分类,技术要求,试验方法,检验规则及标志、包装和贮存。
本标准适用于磨轴承圆锥滚子球基面树脂砂轮。2
引用标准
GB/T2476磨料代号
磨料粒度及其组成
GB2477
普通磨具代号和标记
GB/T 2484
GB 2490
GB2492
GB2493
GB2494
GB2495
GB2828此内容来自标准下载网
GB9202
3产品分类
喷砂硬度机检验硬度的方法
砂轮静平衡检验方法及静不平衡数值砂轮回转强度的检验方法
磨具安全规则
磨具标志和包装
逐批检查计数抽样程序及抽样表(适用于连续批的检查)磨具的检查方法
3.1形状代号:42。
3.2结合剂代号:B。
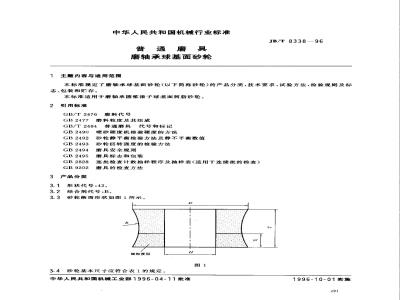
3.3砂轮断面形状如图1所示。
细粒度层
3.4砂轮基本尺寸应符合表1的规定。H
中华人民共和国机械工业部1996-04-11批准1996-10-01实施
JB/T8338-96
3.5砂轮所使用的磨料应符合GB/T2476和GB2477的规定。3.6砂轮的硬度分级应符合GB/T2484的规定。3.7砂轮的最高使用速度分为35m/s、40m/s。3.8砂轮标记示例:
42-500X80/30X305-WA46/120PB-35m/sJB/T8338---96
最高工作线速度
树脂结合剂
粗粒度层硬度
细粒度层粒度
-粗粒度层粒度
-孔径H
-细粒度层厚度
粗粒度层厚度
外径D
形状代号
4技术要求
4.1砂轮基本尺寸的极限偏差应符合表2及表3的规定。表2
极限偏差
细粒度层厚度 T
4.2砂轮的形位公差应符合表4的规定。项
两端面平行度、同轴度、平面度JB/T8338—96
4.3砂轮不应有裂纹、夹杂、细粒度层内不得混有粗粒。4.4砂轮应进行静平衡检验。
4.5砂轮应进行回转强度检验。
4.6砂轮应进行硬度检验。
试验方法
限偏差
砂轮的外观缺陷,尺寸偏差,形位公差试验方法应按GB9202中的规定。砂轮的静平衡试验方法应按GB2492中的规定,5.3砂轮回转强度试验方法应按GB2493和GB9202中的规定。砂轮硬度试验方法应按GB2490中的规定。5.4
6检验规则
6.1产品出厂(或交收)检验,须按本标准技术要求规定逐项进行。合格者方可出厂并附有质量合格证。6.2砂轮回转强度应按GB9202的规定,全部进行检验,其他检验项目按GB2828进行抽样检验。抽样方案采用次正常检查方案。检查水平采用一般检查水平1。
合格质量水平(AQL)应符合表5的规定。表5
B类不合格
孔径、裂纹、标志错误
标志、包装和贮存
静平衡、粗层硬度
C类不合格
外径、厚度、平行度、同轴度、平面度、标志不全或不清25
砂轮的标志,包装和贮存应符合GB/T2484、GB2494和GB2495的规定。附加说明:
本标准由全国磨料磨具标准化技术委员会提出。本标准由机械工业部郑州磨料磨具磨削研究所归口。本标准由郑州白鸽(集团)股份有限公司负责起草。本标准起草人杨宝麟、郭莹光。493
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。