JB/T 8340-1996
基本信息
标准号: JB/T 8340-1996
中文名称:热电偶用碳化硅保护管
标准类别:机械行业标准(JB)
英文名称: Silicon carbide protection tube for thermocouples
标准状态:现行
发布日期:1996-04-11
实施日期:1996-10-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:76095
标准分类号
中标分类号:机械>>工艺装备>>J43磨料与磨具
关联标准
出版信息
出版社:国家机械工业局
页数:6页
标准价格:12.0 元
出版日期:1996-10-01
相关单位信息
起草人:武文进、孙西琴
起草单位:第五砂轮厂
提出单位:全国磨料磨具标准化技术委员会
发布部门:中华人民共和国机械工业部
标准简介
本标准规定了热电偶用碳化硅保护管的产品分类,技术要求,试验方法,检验规则及包装、贮存和运输。本标准适用于最高使用温度1800℃以下的热电偶用碳化硅保护管。 JB/T 8340-1996 热电偶用碳化硅保护管 JB/T8340-1996 标准下载解压密码:www.bzxz.net
标准图片预览



标准内容
中华人民共和国机械行业标准
热电偶用碳化硅保护管
主题内容与适用范围
JB/T8340--96
本标准规定了热电偶用碳化硅保护管的产品分类,技术要求,试验方法,检验规则及包装、贮存和运输。
本标准适用于最高使用温度1800℃C以下的热电偶用碳化硅保护管。2引用标准
包装贮运图示标志
致密定形耐火制品显气孔率、吸水率、体积密度和真气孔率试验方法GB 2997
JB3890
3产品分类
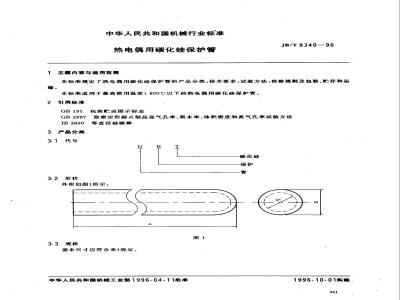
3.2形状
等直径硅碳棒
碳化硅
外形如图1所示:
3.3规格
基本尺寸应符合表1规定。
中华人民共和国机械工业部1996-04-11批准1996-10-01卖施
外径D
内径D
长度L
3.4产品标记示例
JB/T8340—96
313,365,415.465,565
313,365.415,465,565.665,915.1165,1665.2165外形应为圆弧形,其壁厚不得大于管外径的1/2内径为14mm、外径为25mm、长度为565mm的热电偶用碳化硅保护管标记为:GBT25/14X565
4技术要求
4.1外观
表面应平整,不得有裂纹、麻残、内孔堵塞等缺陷。4.2基本尺寸极限偏差
基本尺寸极限偏差应符合表2规定。表2
基本尺寸
极限偏差
4.3直线度公差
20~25
直线度公差应符合表3规定。
>500~1000
>1000~1500
>1 500~~2 000
4.4物理性能
外径D
30~35
4.4.1抗热震性:1400℃至室温三次不炸裂,4.4.2气孔率不大于30%。
4.4.3常温抗折强度不小于30MPa,5检验方法
5.1外观检验
5.1.1裂纹、麻残、平整等用目测。40~50
内径D
直线度公差
5.1.2内孔堵塞用小于孔径下限尺寸0.3mm的金属针放人孔内检验。5.2基本尺寸检验
用精度为0.05mm的游标卡尺测量直径;用精度为0.5mm的钢板尺或卷尺测量长度。5.3直线度测量
长度Lbzxz.net
313~2165
5.3.1将两个相同高度的V型支架置于平台上,根据被检保护管的长度调整两支架间的距离,使其不342
得小于被检管全长的98%
JB/T 8340--96
5.3.2将被检管的两端置于两支架的V型槽内,使最大弯曲点向下与平台距离最小,用精度为0.05mm的高度尺测量最大弯曲面至平台的高度H1,然后将保护管旋转180°,使最大弯曲点向上与平台距离最大,在同一位置用同样方法测量最大弯曲凸面至平台间的高度H:,由式(1)计算出直线度公差:
式中:3—-—直线度公差,mm;H,—--最大弯曲点向下时的高度值,mm;H2最大弯曲点向上时的高度值,mm。5.4抗热震性试验
(1)
将热电偶用碳化硅保护管置于1400℃炉中,插人深度200mm,保温10min,取出在空气中冷却至室温,观察被測管是否有炸裂现象,重复上述操作三次5.5气孔率试验
气孔率试验按GB2997的规定进行。5.6常温抗折强度试验
常温抗折强度试验按JB3890的3.2条规定进行。6检验规则
6.1外观、基本尺寸和直线度公差应逐支进行检验。6.2抗热震性、气孔率、常温抗折强度均为抽检项目。6.2.1抽检周期
每季度抽检一次。
6.2.2抽检方法
抽检时随机从交检批产品中抽取,每次抽检不少于一种规格。每种规格抽取3支。6.2.3结果判定原则
按照本标推所规定的检验方法逐支对所抽样品检查,项次抽检合格率不得低于90%。如果第一次抽检达不到要求,允许加倍数量进行第二次抽检,如再不合格,则该批产品判为不合格。7标志、包装、购存、运输
7.1必须在每支产品一端清晰标注商标。7.2包装时,应在包装箱内填充松软防震物,包装箱内应有合格证,并标明产品名称、规格、数量、厂名、出厂日期,包装箱外应有防震、防潮、小心轻放等标志或字样,标志应符合GB191的规定。7.3必须在干燥、通风、防震的仓库里贮存。7.4运输过程中应轻拿轻放,防止碰撞。附加说明:
本标准由全国磨料磨具标准化技术委员会提出。本标准由机械工业部郑州磨料磨具磨削研究所归口。本标准由第五砂轮厂负责起草。本标准主要起草人武文进、孙西琴。343
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
热电偶用碳化硅保护管
主题内容与适用范围
JB/T8340--96
本标准规定了热电偶用碳化硅保护管的产品分类,技术要求,试验方法,检验规则及包装、贮存和运输。
本标准适用于最高使用温度1800℃C以下的热电偶用碳化硅保护管。2引用标准
包装贮运图示标志
致密定形耐火制品显气孔率、吸水率、体积密度和真气孔率试验方法GB 2997
JB3890
3产品分类
3.2形状
等直径硅碳棒
碳化硅
外形如图1所示:
3.3规格
基本尺寸应符合表1规定。
中华人民共和国机械工业部1996-04-11批准1996-10-01卖施
外径D
内径D
长度L
3.4产品标记示例
JB/T8340—96
313,365,415.465,565
313,365.415,465,565.665,915.1165,1665.2165外形应为圆弧形,其壁厚不得大于管外径的1/2内径为14mm、外径为25mm、长度为565mm的热电偶用碳化硅保护管标记为:GBT25/14X565
4技术要求
4.1外观
表面应平整,不得有裂纹、麻残、内孔堵塞等缺陷。4.2基本尺寸极限偏差
基本尺寸极限偏差应符合表2规定。表2
基本尺寸
极限偏差
4.3直线度公差
20~25
直线度公差应符合表3规定。
>500~1000
>1000~1500
>1 500~~2 000
4.4物理性能
外径D
30~35
4.4.1抗热震性:1400℃至室温三次不炸裂,4.4.2气孔率不大于30%。
4.4.3常温抗折强度不小于30MPa,5检验方法
5.1外观检验
5.1.1裂纹、麻残、平整等用目测。40~50
内径D
直线度公差
5.1.2内孔堵塞用小于孔径下限尺寸0.3mm的金属针放人孔内检验。5.2基本尺寸检验
用精度为0.05mm的游标卡尺测量直径;用精度为0.5mm的钢板尺或卷尺测量长度。5.3直线度测量
长度Lbzxz.net
313~2165
5.3.1将两个相同高度的V型支架置于平台上,根据被检保护管的长度调整两支架间的距离,使其不342
得小于被检管全长的98%
JB/T 8340--96
5.3.2将被检管的两端置于两支架的V型槽内,使最大弯曲点向下与平台距离最小,用精度为0.05mm的高度尺测量最大弯曲面至平台的高度H1,然后将保护管旋转180°,使最大弯曲点向上与平台距离最大,在同一位置用同样方法测量最大弯曲凸面至平台间的高度H:,由式(1)计算出直线度公差:
式中:3—-—直线度公差,mm;H,—--最大弯曲点向下时的高度值,mm;H2最大弯曲点向上时的高度值,mm。5.4抗热震性试验
(1)
将热电偶用碳化硅保护管置于1400℃炉中,插人深度200mm,保温10min,取出在空气中冷却至室温,观察被測管是否有炸裂现象,重复上述操作三次5.5气孔率试验
气孔率试验按GB2997的规定进行。5.6常温抗折强度试验
常温抗折强度试验按JB3890的3.2条规定进行。6检验规则
6.1外观、基本尺寸和直线度公差应逐支进行检验。6.2抗热震性、气孔率、常温抗折强度均为抽检项目。6.2.1抽检周期
每季度抽检一次。
6.2.2抽检方法
抽检时随机从交检批产品中抽取,每次抽检不少于一种规格。每种规格抽取3支。6.2.3结果判定原则
按照本标推所规定的检验方法逐支对所抽样品检查,项次抽检合格率不得低于90%。如果第一次抽检达不到要求,允许加倍数量进行第二次抽检,如再不合格,则该批产品判为不合格。7标志、包装、购存、运输
7.1必须在每支产品一端清晰标注商标。7.2包装时,应在包装箱内填充松软防震物,包装箱内应有合格证,并标明产品名称、规格、数量、厂名、出厂日期,包装箱外应有防震、防潮、小心轻放等标志或字样,标志应符合GB191的规定。7.3必须在干燥、通风、防震的仓库里贮存。7.4运输过程中应轻拿轻放,防止碰撞。附加说明:
本标准由全国磨料磨具标准化技术委员会提出。本标准由机械工业部郑州磨料磨具磨削研究所归口。本标准由第五砂轮厂负责起草。本标准主要起草人武文进、孙西琴。343
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。