GB/T 14332-1993
基本信息
标准号: GB/T 14332-1993
中文名称:硬质合金喷吸钻
标准类别:国家标准(GB)
标准状态:已作废
发布日期:1993-04-17
实施日期:1993-01-02
作废日期:2007-09-29
出版语种:简体中文
下载格式:.rar.pdf
下载大小:170418
相关标签: 硬质合金
标准分类号
标准ICS号:机械制造>>切削工具>>25.100.30钻头、锪钻、铰刀
中标分类号:机械>>工艺装备>>J41刀具
关联标准
替代情况:调整为JB/T 10561-2006
出版信息
出版社:中国标准出版社
页数:平装16开, 页数:11, 字数:17千字
标准价格:10.0 元
相关单位信息
复审日期:2004-10-14
起草单位:机电部成都工具研究所
发布部门:国家技术监督局
主管部门:中国机械工业联合会
标准简介
本标准规定了硬质合金喷吸钻的型式尺寸,技术要求,性能试验和标志包装的基本要求。本标准适用于直径18.4~65.0mm的喷吸钻。 GB/T 14332-1993 硬质合金喷吸钻 GB/T14332-1993 标准下载解压密码:www.bzxz.net
标准图片预览





标准内容
中华人民共和国国家标准
硬质合金喷吸钻
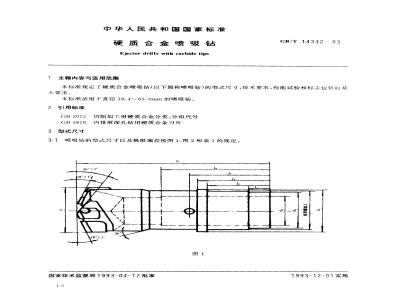
Ejector drills with carbide tips1主题内容与适用范围
GB/T14332-.93
本标准规处了硬质合金喷吸钻(以下简称喷吸钻)的型式尺寸,技术要求,性能试验和标志包装的精本要求。
本标准适用于直径18.4~65.0mm的喷吸钻。2引用标准
GB2075切削加T用硬质合金分类、分组代号GB3878内排屑深孔钻用硬质合金刀片3型式尺寸
3.1喷吸钻的型式尺寸以及极限偏差按图1、图2和表1的规定。图1
国家技术监督局1993-04-17批准102
1993-12-01实施
GB/T14332--93
图2喷吸钻螺纹联接的两种型式
GB/T 14332
¥axt osf
xtitaxtz
¥×8
#/02 #*6
¥1x921
GB/T14332--93
3.2喷吸钻钻杆联接部分尺寸按附录A(补充件)。3.3标记示例如下:
直径d一25.00mm硬质合金喷吸钻标记为:硬质合金喷吸钻25(GB/T14332
技术要求
4.1喷吸钻刃1应平直,不得有崩刃、裂纹、烧伤等缺陷。4.2排屑孔不允许底部有台阶,应圆滑过渡。4.3喷吸钻工作部分直径倒锥度为:每10mm长度不大于0.01mm,绝不允许出现正锥。4.4导向块相对于外刃刀尖的滞后量为:0.5~1mm。4.5过轴线部分刃口必须低于中心,断屑槽刃门应通过中心,但允许低于中心0.20mm,或高于心0.05mm
4.6喷吸钻表面粗糙度值按表2规定:表2
检查表面
导向块外圆表面
定位外圆表面
定位端面
喷吸钻的位置公差按表3的规定。检
表面粗糙度参数
喷吸钻工作部分外圆相对于d、d.轴心线的径向圆跳动定位端面相对于divd:轴心线的端面圆跳动注:did.轴心线为基推线
表面粗糙度值
>30~50
4.8刀体材料用45钢或40Cr制造,热处理硬度HB200~-220;刀片材料选用P20。4.9硬质合金喷吸钻刀片尺寸优先按GB3878确定。4.10刀片焊接后,不允许有焊接裂纹。5性能试验
般规定
喷吸钻应进行性能抽样试验,试验样本数n,合格判定数A。和不合格判定数R.按表4的规定103
批范围
51~500
501~3500
5.2试验条件
a.试验机床
GB/T 14332--93
合格判定数A
试验机床应采用符合精度标准,经改装的普通车床。采用工件巡转;b.试验材料及技术要求
不合格判定数 K.
试验材料用45钢,其硬度为HB170~200。供钻孔用的棒料预先应粗车外圆,并平两端面。钻孔后,试件壁厚应>10mm;
切削规范
切削规范按表5的规定;
喷吸钻直径d
18. 4~65. 0
其它试验条件
切削速度
60~100
进给量
0. 1~0. 25
试验时,冷却液的流量与压力按图3的规定选取。Lmin
9.8× 10°Pal
60 65 4, mm
冷却润滑液浓度为1:100的乳化油水溶液。钻削通孔。
钻孔深度
5.3试验结果的评定
经试验后的喷吸钻不得有崩刃和显著的磨钝现象,并应保持其原有的性能。1036
钻孔个数
60654,mm
6标志和包装
6.1喷吸钻上应标志:
制造厂商标;
钻头公称直径:
硬质合金材料代号。
包装盒上应标志:
制造厂名称和商标;
本标准规定的标记;
刀片材料代号;
件数;
制造年、月。
包装要求如下:
GB/T 14332—93
喷吸钻在包装前应进行防锈处理,包装必须牢靠,并能防止运输过程中的损伤。107
GB/T14332·93
附录A
喷吸钻钻杆联接部分尺寸
(补充件)
A1喷吸钻钻杆联接部分尺寸按图A1及表A1的规定。S
¥/o1x$stf
GB/T14332-bZxz.net
喷吸钻钻杆表面粗糙度值按表A2的规定。表A2
检查表面
定位内孔表面
定位端面
表面粗糙度参数
A3喷吸钻钻杆的位置公差按表A3的规定。表A3
定位内孔D,相对于钻杆轴线的径向圆跳动定位内孔D,相对于钻杆轴线的径向圆跳动定位端面相对于钻杆轴线的端面圆跳动附加说明:
本标准由中华人民共和国机械电子工业部提出。本标准由全国刀具标准化技术委员会归口。本标准由机械电子工业部成都工具研究所负责起草本标准主要起草人黄龙。
表面粗糙度值
DI、D
>30~50
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
硬质合金喷吸钻
Ejector drills with carbide tips1主题内容与适用范围
GB/T14332-.93
本标准规处了硬质合金喷吸钻(以下简称喷吸钻)的型式尺寸,技术要求,性能试验和标志包装的精本要求。
本标准适用于直径18.4~65.0mm的喷吸钻。2引用标准
GB2075切削加T用硬质合金分类、分组代号GB3878内排屑深孔钻用硬质合金刀片3型式尺寸
3.1喷吸钻的型式尺寸以及极限偏差按图1、图2和表1的规定。图1
国家技术监督局1993-04-17批准102
1993-12-01实施
GB/T14332--93
图2喷吸钻螺纹联接的两种型式
GB/T 14332
¥axt osf
xtitaxtz
¥×8
#/02 #*6
¥1x921
GB/T14332--93
3.2喷吸钻钻杆联接部分尺寸按附录A(补充件)。3.3标记示例如下:
直径d一25.00mm硬质合金喷吸钻标记为:硬质合金喷吸钻25(GB/T14332
技术要求
4.1喷吸钻刃1应平直,不得有崩刃、裂纹、烧伤等缺陷。4.2排屑孔不允许底部有台阶,应圆滑过渡。4.3喷吸钻工作部分直径倒锥度为:每10mm长度不大于0.01mm,绝不允许出现正锥。4.4导向块相对于外刃刀尖的滞后量为:0.5~1mm。4.5过轴线部分刃口必须低于中心,断屑槽刃门应通过中心,但允许低于中心0.20mm,或高于心0.05mm
4.6喷吸钻表面粗糙度值按表2规定:表2
检查表面
导向块外圆表面
定位外圆表面
定位端面
喷吸钻的位置公差按表3的规定。检
表面粗糙度参数
喷吸钻工作部分外圆相对于d、d.轴心线的径向圆跳动定位端面相对于divd:轴心线的端面圆跳动注:did.轴心线为基推线
表面粗糙度值
>30~50
4.8刀体材料用45钢或40Cr制造,热处理硬度HB200~-220;刀片材料选用P20。4.9硬质合金喷吸钻刀片尺寸优先按GB3878确定。4.10刀片焊接后,不允许有焊接裂纹。5性能试验
般规定
喷吸钻应进行性能抽样试验,试验样本数n,合格判定数A。和不合格判定数R.按表4的规定103
批范围
51~500
501~3500
5.2试验条件
a.试验机床
GB/T 14332--93
合格判定数A
试验机床应采用符合精度标准,经改装的普通车床。采用工件巡转;b.试验材料及技术要求
不合格判定数 K.
试验材料用45钢,其硬度为HB170~200。供钻孔用的棒料预先应粗车外圆,并平两端面。钻孔后,试件壁厚应>10mm;
切削规范
切削规范按表5的规定;
喷吸钻直径d
18. 4~65. 0
其它试验条件
切削速度
60~100
进给量
0. 1~0. 25
试验时,冷却液的流量与压力按图3的规定选取。Lmin
9.8× 10°Pal
60 65 4, mm
冷却润滑液浓度为1:100的乳化油水溶液。钻削通孔。
钻孔深度
5.3试验结果的评定
经试验后的喷吸钻不得有崩刃和显著的磨钝现象,并应保持其原有的性能。1036
钻孔个数
60654,mm
6标志和包装
6.1喷吸钻上应标志:
制造厂商标;
钻头公称直径:
硬质合金材料代号。
包装盒上应标志:
制造厂名称和商标;
本标准规定的标记;
刀片材料代号;
件数;
制造年、月。
包装要求如下:
GB/T 14332—93
喷吸钻在包装前应进行防锈处理,包装必须牢靠,并能防止运输过程中的损伤。107
GB/T14332·93
附录A
喷吸钻钻杆联接部分尺寸
(补充件)
A1喷吸钻钻杆联接部分尺寸按图A1及表A1的规定。S
¥/o1x$stf
GB/T14332-bZxz.net
喷吸钻钻杆表面粗糙度值按表A2的规定。表A2
检查表面
定位内孔表面
定位端面
表面粗糙度参数
A3喷吸钻钻杆的位置公差按表A3的规定。表A3
定位内孔D,相对于钻杆轴线的径向圆跳动定位内孔D,相对于钻杆轴线的径向圆跳动定位端面相对于钻杆轴线的端面圆跳动附加说明:
本标准由中华人民共和国机械电子工业部提出。本标准由全国刀具标准化技术委员会归口。本标准由机械电子工业部成都工具研究所负责起草本标准主要起草人黄龙。
表面粗糙度值
DI、D
>30~50
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。