FZ/T 94023-1995
基本信息
标准号: FZ/T 94023-1995
中文名称:换梭毛巾织机
标准类别:纺织行业标准(FZ)
标准状态:现行
发布日期:1995-01-24
实施日期:1995-01-24
出版语种:简体中文
下载格式:.rar.pdf
下载大小:220764
标准分类号
标准ICS号:纺织和皮革技术>>纺织机械>>59.120.30织机、织造机器
中标分类号:纺织>>纺织机械与器具>>W94织部机械与器具
关联标准
替代情况:原标准号FJ/JQ 123-1987
出版信息
出版社:中国标准出版社
页数:5页
标准价格:8.0 元
相关单位信息
起草单位:中国纺机股份有限公司
归口单位:中国纺织总会纺织机电研究所
提出单位:原纺织工业部
发布部门:中国纺织总会
标准简介
本标准适用于织造棉纱毛圈织物的GA615B、GA6llB、15llB、1515B型毛巾织机,可以织造纬密为150根~350根/locm的织物,适应纱支范围36~28tex。 FZ/T 94023-1995 换梭毛巾织机 FZ/T94023-1995 标准下载解压密码:www.bzxz.net
标准图片预览





标准内容
中华人民共和国纺织行业标准
换梭毛
FZ/T 94023—95
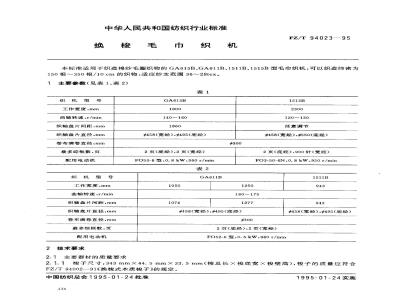
本标准适用于织造棉纱毛圈织物的GA615B.GA611B、1511B、1515B型毛巾织机,可以织造纬密为150根~350根/10cm的织物,适应纱支范围36~28tex。主要参数(见表1、表2)
织机型号
工作宽度,mm
曲轴转速,r/min
织轴盘片间距,mm
织轴盘片直径mmwww.bzxz.net
卷布满卷直径,mm
最多综框数,页
配用电动机
织机型号
工作宽度,mm
曲轴转速,r/min
织轴盘片间距,mm
织轴盘片直径,mm
卷布满卷直径,mm
最多综框数,页
配用电动机
2技术要求
2.1主要器材的质量要求
GA615B
140~160
$458(宽经)、$495(底经)
2页(底经),2页(宽经)
FO53-6型,0.8kW,960 r/min
GA611B
120~130
任意调节
458(宽经),#550(底经)
2页(底经),900针(宽经)
FO3-50-6N,0.8 kW,950 r/min
160~175
$458(宽经),4495(底经)
2页(底经),2页(宽经)
FO52-6 型,0.6 kW,960 x/min
$458(宽经),$495(底经)
2.1.1梭子尺寸:343mm×44.5mm×33.5mm梭总长×梭底宽×梭壁高),梭子的质量应符合FZ/T94002--91《换梭式木质梭子》的规定。中国纺织总会1995-01-24批准
1995-01-24实施
FZ/T 94023--95
2.1.2纬纱简管尺寸:全长180mm,管箍外径$27mm,纬纱筒管的质量应符合FZ/T93011--91《换梭式梭子用木质纬纱管》的规定。2.1.3钢尺寸见表3。钢的质量应符合FZ/T94012-—92《织机用线编扎钢箱》的规定。表3
织机型号
工作宽度
钢箍尺寸
总宽度
2.2全机的质量要求
2.2.1传动系统
GA615B
2.2.1.1机器运转平稳,无异常振动和突发性冲击声响。1050
GA611B
2.2.1.2传动系统润滑良好,正常运转时三主轴轴承的温升不大于15℃。配用电动机的温升应符合FZ/T99003一92《纺织用FO系列三相异步电动机》的有关规定。2.2.1.3三主轴转动灵活,轴向间隙不大于0.4mm。2.2.1.4曲轴齿轮与踏盘轴齿轮啮合良好,齿侧间隙不大于1.5mm。2.2.1.5起动时制动钢带与制动盘完全脱开,摩擦离合器啮合,啮合面的接触宽度应大于锥面宽度的五分之四,机器运转时无明显打滑现象。2.2.2开口系统
2. 2. 2. 1
满开时梭口应清晰,梭子进出梭道时无不正常夹梭现象。座在后心时梭口的下层经纱面离走梭板平面约1mm或贴平,不得与走梭板平面产生相对2.2.2.2
摩擦。
座在后心时,前起第一页综框与帽应保持15~20mm的间隙。踏盘曲面与踏综转子表面接触良好,接触表面平行度0.2mm。2.2.2.4i
2.2.2.5所配用的提花装置应符合下列要求:2.2.2.5.1椎
横针板与针箱的平行度0.35mm。机架底脚平面与托针板平面的平行度0.8mm。2. 2. 2. 5. 2
2. 2. 2. 5. 3
每排竖针钩头应保持高低前后一致、整齐。2.2.2.5.4
提刀箱降到最低位置,竖针钩端露出提刀为15-mm。左右开方架两组轴孔要求同心,用手转动花筒轴或传动轴应灵活。2. 2. 2. 5. 52
2.2.3引纬系统
投梭转子与投梭鼻曲面接触良好,接触表面平行度0.2mm。2.2.3.1
2.2.3.2梭箱底板与梭箱背板角度为86°30°士8°,与梭箱前板和前闸轨的角度为90°土8°。2.2.3.3梭箱宽度和高度
梭箱宽度:内侧为梭宽+3mm,外侧为梭宽+1.6mm;梭箱高度:内侧为梭高+3mm,外侧为梭高+1.6mm。b.
2.2.3.4梭子运行平稳,定位正确。2.2.4打纬系统
2.2.4.1箍夹轴转动灵活,轴向间隙不大于0.4mm。2.2.4.2梭箱底板与走梭板相接处的走梭面必须平齐,钢与走梭面之间角度为86°30°士8°。2.2.4.3水平方向的走梭板弧线(中凹)2.53mm(GA615B、1515B)、1.5mm(GA611B、1511B)。2.2.5起毛系统
FZ/T 94023—95
2.2.5.1夹箱角铁和箍夹木垫铁的间隙为15~18mm(GA611B.GA615B、1515B)。2.2.5.2夹箍角铁不能与箍座木或走梭板相摩擦,并且移动灵活(GA611B、GA615B、1515B)。2.2.5.3钢箍的高低位置与夹角铁平面保持1~2mm间隙(GA611B、GA615B、1515B)。2.2.5.4起毛拉杆的长度应调整为322mm(GA611B、GA615B、1515B)。2.2.5.5两侧的起毛小箍脚中心位置高低一致(1511B)。2.2.6定长系统
2.2.6.1定长传动系统各齿轮啮合良好,凸轮轴转动灵活。2.2.6.2纸板定长装置中,由纸板控制的转臂摆动灵活(1515B)。2.2.6.3调节定长桃盘上的三个缺口的相对位置,织物定长范围200~2560mm。2.2.7纸板节约装置(适用于1515B织四纬碰织物)2.2.7.1纸板节约装置各伞齿轮啮合良好,伞轮轴回转灵活。2.2.7.2凸轮与转子应平行接触,不可歪斜,转动臂摆动灵活。2.2.8底经送经系统
2.2.8.1送经轴和送经侧轴转动灵活,轴向间隙不大于0.4mm。2.2.8.2织轴盘片齿轮与送经齿轮啮合良好,转动灵活。2.2.8.3曲轴曲拐在上心时,张力制动器杆上的转子与曲轴上凸轮的小半径之间的径向间隙为3mm(GA615B)。
2.2.9宽经送经系统
2.2.9.1摆臂轴应水平,摆动灵活。2.2.9.2在织造过程中,宽经织轴应无明显跳动现象出现。2.2.10卷取系统
2.2.10.1刺毛辊转动灵活,卷取传动系统各齿轮啮合良好。2.2.10.2卷取钩相对保持钩的移距为三牙半。2.2.10.3边撑盒与钢箍的间隙为1.6mm,边撑盖边面与走梭板面之间的距离为32mm(1515B、GA615B),22 mm(GA611B,1511B).:2.2.11断纬、轧梭、换梭轧梭、无梭及侧梭四大关车必须灵敏、可靠。GA611B、1511B停经关车也必须灵敏、可靠。曲轴制动角度为540°。2.2.12随机安全装置必须齐全,可靠。2.2.13输入功率
空车运转输入功率:不大于0.5kW(GA611B、1511B)不大于 0.7 kW(GA615B、1515B)。2.2.14空车运转时单机的噪声不大于97dB(A)。3试验方法
3.1试验条件
3.1.1车速按表1~表2规定。
3.1.2使用电源的电压为380V,频率为50Hz。3.1.3电动机应按表1~表2规定。3.2空车试验
3.2.1开关手柄操作时动作灵敏。3.2.2离合器回转时无明显打滑现象,关车后应迅速脱开。3.2.3主要传动齿轮啮合良好,无显著撞击声。3.2.4所有轴承无松动、咬死等现象。440
FZ/T94023-95
3.2.5梭子运行平稳无异常声响,进入梭箱时应定位正确,缓冲皮圈受力均匀。3.2.6综框上下运动应平稳,无跳动现象。3.2.7座木往复平稳,无抖动现象。3.2.8箱夹轴回转灵活。
纸板节约装置各伞齿轮啮合良好,伞轮轴回转灵活。3.2.9
3.2.10停经片下落在停经架的任何部位应均能迅速关车。卷取机构各齿轮运转灵活,用手拉过桥齿轮,仍能继续卷取。3.2. 11
定长机构各齿轮啮合良好,凸轮轴回转灵活。自动换梭装置应能连续换梭四只无轧梭现象,正常运转时,梭库无跳动现象。3.2.14当梭子停留在钢箱两侧或换梭而轧梭时,均能迅速关车,换梭不正常而轧梭时,换梭安全杆钩能及时脱开。
3.2.15机器运转时,机架无明显震动现象。3.2.16
空车运转4h。
3.2.17检查项目按2.2.1.3、2.2.1.4、2.2.2.3~2.2.3.3、2.2.4.2~2.2、5.5、2.2.6.2、2.2.7.2~2.2.10.3、2.2.12、2.2.13、2.2.14条进行。3.3空车运转4h后,检查项目:
3.3.1开口踏盘表面无明显磨损。3.3.2综框无明显碰擦现象。
3.3.3投梭鼻、投梭侧板及投梭棒无明显磨损。3.3.4皮圈、皮结及梭子无明显磨损。3.3.5三主轴轴向间隙不大于0.4mm。3.3.6起毛撞舌无明显磨损。
3.4负荷试验
3.4.1在使用厂正常运转一个月后进行。3.4.2检验项目:按2.2.1.2、2.2.1.5、2.2.2.1、2.2.2.2、2.2.6.3、2.2.11条进行。3.5噪声的测量方法,按FZ/T90071一95《纺织机械噪声声压级的测量方法》的规定。3.6试验或测定时使用的器材或量仪的质量应符合相应的标准或要求规定。4检验规则
4.1制造厂在每批产品中抽出一台全装并空车运转,进行出厂前检验。4.2每台产品须经制造厂质量管理部门检查合格方能出厂,并附有产品质量合格证。4.3使用厂在安装后可进行空车运转或生产运转试验,复验产品质量。4.4使用厂在进行安装、调整、试验中如发现有不符合本标准规定时,由制造厂负责会同使用厂进行处理。
5标志、包装、运输、贮存
5.1标志产品制造厂的铭牌按FJ120.1--87《纺织机械铭牌》规定。5.2零件的铸刻字按FZ/T90016-91《零件的铸刻字》规定。5.3产品的涂漆按FZ/T90074—95《纺织机械产品涂装》规定。5.4产品的包装按FZ90001一91《纺织机械产品包装》规定。5.5产品运输过程中,应按规定的起吊部位起吊,包装箱应按规定朝向安置,不得倾斜或改变方向。5.6产品出厂后,在有良好防雨及通风的贮存条件下,包装箱内的零件防潮、防锈有效期为一年。441
附加说明:
本标准由原纺织工业部提出。
FZ/T94023—95
本标准由中国纺织总会纺织机电研究所归口。本标准由中国纺机股份有限公司负责起草。本标准制订于1987年,1995年经确认后重新编为本标准号。本标准代替原FJ/JQ123—87标准。412
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
换梭毛
FZ/T 94023—95
本标准适用于织造棉纱毛圈织物的GA615B.GA611B、1511B、1515B型毛巾织机,可以织造纬密为150根~350根/10cm的织物,适应纱支范围36~28tex。主要参数(见表1、表2)
织机型号
工作宽度,mm
曲轴转速,r/min
织轴盘片间距,mm
织轴盘片直径mmwww.bzxz.net
卷布满卷直径,mm
最多综框数,页
配用电动机
织机型号
工作宽度,mm
曲轴转速,r/min
织轴盘片间距,mm
织轴盘片直径,mm
卷布满卷直径,mm
最多综框数,页
配用电动机
2技术要求
2.1主要器材的质量要求
GA615B
140~160
$458(宽经)、$495(底经)
2页(底经),2页(宽经)
FO53-6型,0.8kW,960 r/min
GA611B
120~130
任意调节
458(宽经),#550(底经)
2页(底经),900针(宽经)
FO3-50-6N,0.8 kW,950 r/min
160~175
$458(宽经),4495(底经)
2页(底经),2页(宽经)
FO52-6 型,0.6 kW,960 x/min
$458(宽经),$495(底经)
2.1.1梭子尺寸:343mm×44.5mm×33.5mm梭总长×梭底宽×梭壁高),梭子的质量应符合FZ/T94002--91《换梭式木质梭子》的规定。中国纺织总会1995-01-24批准
1995-01-24实施
FZ/T 94023--95
2.1.2纬纱简管尺寸:全长180mm,管箍外径$27mm,纬纱筒管的质量应符合FZ/T93011--91《换梭式梭子用木质纬纱管》的规定。2.1.3钢尺寸见表3。钢的质量应符合FZ/T94012-—92《织机用线编扎钢箱》的规定。表3
织机型号
工作宽度
钢箍尺寸
总宽度
2.2全机的质量要求
2.2.1传动系统
GA615B
2.2.1.1机器运转平稳,无异常振动和突发性冲击声响。1050
GA611B
2.2.1.2传动系统润滑良好,正常运转时三主轴轴承的温升不大于15℃。配用电动机的温升应符合FZ/T99003一92《纺织用FO系列三相异步电动机》的有关规定。2.2.1.3三主轴转动灵活,轴向间隙不大于0.4mm。2.2.1.4曲轴齿轮与踏盘轴齿轮啮合良好,齿侧间隙不大于1.5mm。2.2.1.5起动时制动钢带与制动盘完全脱开,摩擦离合器啮合,啮合面的接触宽度应大于锥面宽度的五分之四,机器运转时无明显打滑现象。2.2.2开口系统
2. 2. 2. 1
满开时梭口应清晰,梭子进出梭道时无不正常夹梭现象。座在后心时梭口的下层经纱面离走梭板平面约1mm或贴平,不得与走梭板平面产生相对2.2.2.2
摩擦。
座在后心时,前起第一页综框与帽应保持15~20mm的间隙。踏盘曲面与踏综转子表面接触良好,接触表面平行度0.2mm。2.2.2.4i
2.2.2.5所配用的提花装置应符合下列要求:2.2.2.5.1椎
横针板与针箱的平行度0.35mm。机架底脚平面与托针板平面的平行度0.8mm。2. 2. 2. 5. 2
2. 2. 2. 5. 3
每排竖针钩头应保持高低前后一致、整齐。2.2.2.5.4
提刀箱降到最低位置,竖针钩端露出提刀为15-mm。左右开方架两组轴孔要求同心,用手转动花筒轴或传动轴应灵活。2. 2. 2. 5. 52
2.2.3引纬系统
投梭转子与投梭鼻曲面接触良好,接触表面平行度0.2mm。2.2.3.1
2.2.3.2梭箱底板与梭箱背板角度为86°30°士8°,与梭箱前板和前闸轨的角度为90°土8°。2.2.3.3梭箱宽度和高度
梭箱宽度:内侧为梭宽+3mm,外侧为梭宽+1.6mm;梭箱高度:内侧为梭高+3mm,外侧为梭高+1.6mm。b.
2.2.3.4梭子运行平稳,定位正确。2.2.4打纬系统
2.2.4.1箍夹轴转动灵活,轴向间隙不大于0.4mm。2.2.4.2梭箱底板与走梭板相接处的走梭面必须平齐,钢与走梭面之间角度为86°30°士8°。2.2.4.3水平方向的走梭板弧线(中凹)2.53mm(GA615B、1515B)、1.5mm(GA611B、1511B)。2.2.5起毛系统
FZ/T 94023—95
2.2.5.1夹箱角铁和箍夹木垫铁的间隙为15~18mm(GA611B.GA615B、1515B)。2.2.5.2夹箍角铁不能与箍座木或走梭板相摩擦,并且移动灵活(GA611B、GA615B、1515B)。2.2.5.3钢箍的高低位置与夹角铁平面保持1~2mm间隙(GA611B、GA615B、1515B)。2.2.5.4起毛拉杆的长度应调整为322mm(GA611B、GA615B、1515B)。2.2.5.5两侧的起毛小箍脚中心位置高低一致(1511B)。2.2.6定长系统
2.2.6.1定长传动系统各齿轮啮合良好,凸轮轴转动灵活。2.2.6.2纸板定长装置中,由纸板控制的转臂摆动灵活(1515B)。2.2.6.3调节定长桃盘上的三个缺口的相对位置,织物定长范围200~2560mm。2.2.7纸板节约装置(适用于1515B织四纬碰织物)2.2.7.1纸板节约装置各伞齿轮啮合良好,伞轮轴回转灵活。2.2.7.2凸轮与转子应平行接触,不可歪斜,转动臂摆动灵活。2.2.8底经送经系统
2.2.8.1送经轴和送经侧轴转动灵活,轴向间隙不大于0.4mm。2.2.8.2织轴盘片齿轮与送经齿轮啮合良好,转动灵活。2.2.8.3曲轴曲拐在上心时,张力制动器杆上的转子与曲轴上凸轮的小半径之间的径向间隙为3mm(GA615B)。
2.2.9宽经送经系统
2.2.9.1摆臂轴应水平,摆动灵活。2.2.9.2在织造过程中,宽经织轴应无明显跳动现象出现。2.2.10卷取系统
2.2.10.1刺毛辊转动灵活,卷取传动系统各齿轮啮合良好。2.2.10.2卷取钩相对保持钩的移距为三牙半。2.2.10.3边撑盒与钢箍的间隙为1.6mm,边撑盖边面与走梭板面之间的距离为32mm(1515B、GA615B),22 mm(GA611B,1511B).:2.2.11断纬、轧梭、换梭轧梭、无梭及侧梭四大关车必须灵敏、可靠。GA611B、1511B停经关车也必须灵敏、可靠。曲轴制动角度为540°。2.2.12随机安全装置必须齐全,可靠。2.2.13输入功率
空车运转输入功率:不大于0.5kW(GA611B、1511B)不大于 0.7 kW(GA615B、1515B)。2.2.14空车运转时单机的噪声不大于97dB(A)。3试验方法
3.1试验条件
3.1.1车速按表1~表2规定。
3.1.2使用电源的电压为380V,频率为50Hz。3.1.3电动机应按表1~表2规定。3.2空车试验
3.2.1开关手柄操作时动作灵敏。3.2.2离合器回转时无明显打滑现象,关车后应迅速脱开。3.2.3主要传动齿轮啮合良好,无显著撞击声。3.2.4所有轴承无松动、咬死等现象。440
FZ/T94023-95
3.2.5梭子运行平稳无异常声响,进入梭箱时应定位正确,缓冲皮圈受力均匀。3.2.6综框上下运动应平稳,无跳动现象。3.2.7座木往复平稳,无抖动现象。3.2.8箱夹轴回转灵活。
纸板节约装置各伞齿轮啮合良好,伞轮轴回转灵活。3.2.9
3.2.10停经片下落在停经架的任何部位应均能迅速关车。卷取机构各齿轮运转灵活,用手拉过桥齿轮,仍能继续卷取。3.2. 11
定长机构各齿轮啮合良好,凸轮轴回转灵活。自动换梭装置应能连续换梭四只无轧梭现象,正常运转时,梭库无跳动现象。3.2.14当梭子停留在钢箱两侧或换梭而轧梭时,均能迅速关车,换梭不正常而轧梭时,换梭安全杆钩能及时脱开。
3.2.15机器运转时,机架无明显震动现象。3.2.16
空车运转4h。
3.2.17检查项目按2.2.1.3、2.2.1.4、2.2.2.3~2.2.3.3、2.2.4.2~2.2、5.5、2.2.6.2、2.2.7.2~2.2.10.3、2.2.12、2.2.13、2.2.14条进行。3.3空车运转4h后,检查项目:
3.3.1开口踏盘表面无明显磨损。3.3.2综框无明显碰擦现象。
3.3.3投梭鼻、投梭侧板及投梭棒无明显磨损。3.3.4皮圈、皮结及梭子无明显磨损。3.3.5三主轴轴向间隙不大于0.4mm。3.3.6起毛撞舌无明显磨损。
3.4负荷试验
3.4.1在使用厂正常运转一个月后进行。3.4.2检验项目:按2.2.1.2、2.2.1.5、2.2.2.1、2.2.2.2、2.2.6.3、2.2.11条进行。3.5噪声的测量方法,按FZ/T90071一95《纺织机械噪声声压级的测量方法》的规定。3.6试验或测定时使用的器材或量仪的质量应符合相应的标准或要求规定。4检验规则
4.1制造厂在每批产品中抽出一台全装并空车运转,进行出厂前检验。4.2每台产品须经制造厂质量管理部门检查合格方能出厂,并附有产品质量合格证。4.3使用厂在安装后可进行空车运转或生产运转试验,复验产品质量。4.4使用厂在进行安装、调整、试验中如发现有不符合本标准规定时,由制造厂负责会同使用厂进行处理。
5标志、包装、运输、贮存
5.1标志产品制造厂的铭牌按FJ120.1--87《纺织机械铭牌》规定。5.2零件的铸刻字按FZ/T90016-91《零件的铸刻字》规定。5.3产品的涂漆按FZ/T90074—95《纺织机械产品涂装》规定。5.4产品的包装按FZ90001一91《纺织机械产品包装》规定。5.5产品运输过程中,应按规定的起吊部位起吊,包装箱应按规定朝向安置,不得倾斜或改变方向。5.6产品出厂后,在有良好防雨及通风的贮存条件下,包装箱内的零件防潮、防锈有效期为一年。441
附加说明:
本标准由原纺织工业部提出。
FZ/T94023—95
本标准由中国纺织总会纺织机电研究所归口。本标准由中国纺机股份有限公司负责起草。本标准制订于1987年,1995年经确认后重新编为本标准号。本标准代替原FJ/JQ123—87标准。412
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。