JB/T 6354-1992
基本信息
标准号: JB/T 6354-1992
中文名称:电镀金刚石套料刀
标准类别:机械行业标准(JB)
标准状态:已作废
发布日期:1992-07-01
实施日期:1993-01-01
作废日期:2007-05-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:69663
标准分类号
中标分类号:机械>>工艺装备>>J43磨料与磨具
出版信息
出版社:机械工业出版社
页数:6 页
标准价格:12.0 元
出版日期:1993-01-01
相关单位信息
归口单位:郑州磨料磨具磨削研究所
发布部门:郑州磨料磨具磨削所
标准简介
本标准规定了电镀金刚石套料刀的名称、代号、产品分类、技术要求、试验方法、检验规则和标志、包装及贮运。 JB/T 6354-1992 电镀金刚石套料刀 JB/T6354-1992 标准下载解压密码:www.bzxz.net
标准图片预览




标准内容
中华人民共和国机械行业标准
电镀金刚石套料刀Www.bzxZ.net
主题内容与适用范围
JB/T6354-92
本标准规定了电镀金刚石套料刀的名称、代号、产品分类、技术要求、试验方法、检验规则和标志、包装及贮运。
本标准适用于玻璃、陶瓷和石材等非金属材料套料及钻孔用的电镀金刚石套料刀。2引用标准
GB1184形状和位置公差未注公差的规定GB6405~6408人造金刚石和立方氮化硼GB6409金刚石或立方氮化硼磨具GB8065-~8068电键金刚石制品
3代号
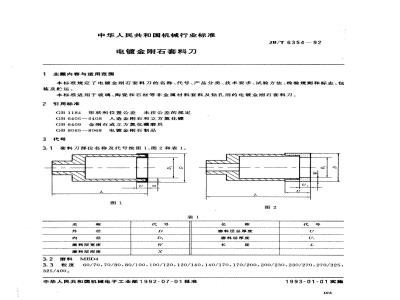
3.1套料刀部位名称及代号按图1、图2和表1。U
磨料层宽度
磨料层深度
3.2磨料
磨料层总厚度
磨料层厚度
60/70,70/80,80/100,100/120,120/140,140/170,170/200,200/230,230/270,270/325,3.3粒度
325/400。
中华人民共和菌机械电子工业部1992-07-01批准1993-01-01实施
3.4结合剂M
4产品分类
4.1名称代号按表2。
电镀金刚石套料刀1号
电镀金刚石套料刀2号
4.2基本尺寸
JB/T 6354-92
4.2.1电镀金刚石套料刀1号(ET1)按图1和表3。表3
注:Di柄部尺寸和连接方式按用户要求而定,11
3,4,5,6
电镀金刚石套料刀2号(ET2)按图2和表4。4.2.2
注:D,柄部尺寸和连接方式按用户要求。4.3标记示例
2,3,4
AXAXAXA
JB/T6354—92
结合剂
磨料层深度
-磨料层厚度
示例:产品代号为ET1.D=6 mm、U=5 mm、X=0.5 mm、l,=50 mm、磨料牌号MBD4、粒度100/120、结合剂M的电镀金刚石套料刀标记:ET1 6X5X0.5X50 MBD4 100/120 M5技术要求
5.1金刚石品种应符合GB6405规定。5.2金刚石粒度应符合GB6406.1规定。5.3金刚石颗粒应露出工作表面,分布均匀,结合牢固。5.4工作表面上不得有高于金刚石颗粒的结瘤。5.5金刚石镀层不允许剥落或起层。5.6磨料层厚度U,的极限偏差为士0.5mm。5.7
圆跳动按GB1184附表4公差等级8级公差值规定。6试验方法
金刚石颗粒露出、分布均勾程度和结瘤,均以目视检查。6.1
6.2金刚石镀层结合牢固性,用普通磨料油石对磨往复5次,以无凹坑,无剥落和无起层为合格。6.3金刚石层厚度U、宽度W,用分度值为0.02mm的游标卡尺检测。6.4圆跳动按GB1184规定方法检查,检查部位按图3。图3
7标志、包装、运输、贮存
JB/T6354—92
7.1产品盒式包装,内包装应安全可靠,每盒内应为同规格、同粒度产品。7.2包装盒上必须清晰标明商标、产品名称、产品特征标志,并附有合格证7.3合格证应注明厂名产品名称、产品标志、制造日期、检查印章。7.4产品出厂时,用木箱包装发运,并符合贮运有关规定。附加说明:
本标准由全国磨料磨具标准化技术委员会提出。本标准由机械电子工业部郑州磨料磨具磨削研究所归口。本标准由第六砂轮厂负责起草。本标准起草人刘建邦。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
电镀金刚石套料刀Www.bzxZ.net
主题内容与适用范围
JB/T6354-92
本标准规定了电镀金刚石套料刀的名称、代号、产品分类、技术要求、试验方法、检验规则和标志、包装及贮运。
本标准适用于玻璃、陶瓷和石材等非金属材料套料及钻孔用的电镀金刚石套料刀。2引用标准
GB1184形状和位置公差未注公差的规定GB6405~6408人造金刚石和立方氮化硼GB6409金刚石或立方氮化硼磨具GB8065-~8068电键金刚石制品
3代号
3.1套料刀部位名称及代号按图1、图2和表1。U
磨料层宽度
磨料层深度
3.2磨料
磨料层总厚度
磨料层厚度
60/70,70/80,80/100,100/120,120/140,140/170,170/200,200/230,230/270,270/325,3.3粒度
325/400。
中华人民共和菌机械电子工业部1992-07-01批准1993-01-01实施
3.4结合剂M
4产品分类
4.1名称代号按表2。
电镀金刚石套料刀1号
电镀金刚石套料刀2号
4.2基本尺寸
JB/T 6354-92
4.2.1电镀金刚石套料刀1号(ET1)按图1和表3。表3
注:Di柄部尺寸和连接方式按用户要求而定,11
3,4,5,6
电镀金刚石套料刀2号(ET2)按图2和表4。4.2.2
注:D,柄部尺寸和连接方式按用户要求。4.3标记示例
2,3,4
AXAXAXA
JB/T6354—92
结合剂
磨料层深度
-磨料层厚度
示例:产品代号为ET1.D=6 mm、U=5 mm、X=0.5 mm、l,=50 mm、磨料牌号MBD4、粒度100/120、结合剂M的电镀金刚石套料刀标记:ET1 6X5X0.5X50 MBD4 100/120 M5技术要求
5.1金刚石品种应符合GB6405规定。5.2金刚石粒度应符合GB6406.1规定。5.3金刚石颗粒应露出工作表面,分布均匀,结合牢固。5.4工作表面上不得有高于金刚石颗粒的结瘤。5.5金刚石镀层不允许剥落或起层。5.6磨料层厚度U,的极限偏差为士0.5mm。5.7
圆跳动按GB1184附表4公差等级8级公差值规定。6试验方法
金刚石颗粒露出、分布均勾程度和结瘤,均以目视检查。6.1
6.2金刚石镀层结合牢固性,用普通磨料油石对磨往复5次,以无凹坑,无剥落和无起层为合格。6.3金刚石层厚度U、宽度W,用分度值为0.02mm的游标卡尺检测。6.4圆跳动按GB1184规定方法检查,检查部位按图3。图3
7标志、包装、运输、贮存
JB/T6354—92
7.1产品盒式包装,内包装应安全可靠,每盒内应为同规格、同粒度产品。7.2包装盒上必须清晰标明商标、产品名称、产品特征标志,并附有合格证7.3合格证应注明厂名产品名称、产品标志、制造日期、检查印章。7.4产品出厂时,用木箱包装发运,并符合贮运有关规定。附加说明:
本标准由全国磨料磨具标准化技术委员会提出。本标准由机械电子工业部郑州磨料磨具磨削研究所归口。本标准由第六砂轮厂负责起草。本标准起草人刘建邦。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。