JB/T 6083-1992
基本信息
标准号: JB/T 6083-1992
中文名称:碾米砂轮
标准类别:机械行业标准(JB)
标准状态:已作废
发布日期:1992-05-16
实施日期:1993-01-01
作废日期:2007-05-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:138975
相关标签: 砂轮
标准分类号
中标分类号:机械>>工艺装备>>J43磨料与磨具
关联标准
出版信息
出版社:机械工业出版社
页数:11 页
标准价格:16.0 元
出版日期:1993-01-01
相关单位信息
归口单位:郑州磨料磨具磨削研究所
发布部门:郑州磨料磨具磨削所
标准简介
本标准规定了碾米砂轮的名称、代号、形状及尺寸,技术要求,试验方法和检验规则,标志、包装、运输、贮存、安装使用。 JB/T 6083-1992 碾米砂轮 JB/T6083-1992 标准下载解压密码:www.bzxz.net
标准图片预览





标准内容
中华人民共和国机械行业标准
碾米砂
1主题内容与适用范围
JB/T6083-—92
本标准规定了碾米砂轮的名称、代号、形状及尺寸、技术要求、试验方法和检验规则、标志、包装、运输、贮存、安装使用。
本标准适用于陶瓷、树脂结合剂碾米砂轮。2引用标准
GB1095
GB2476
GB2484
GB2494
GB2495
GB9202
平键键和键槽剖面尺寸
磨料代号
磨具代号
磨具安全规则
磨具的标志与包装
磨具的检查方法
3名称、代号、形状及尺寸
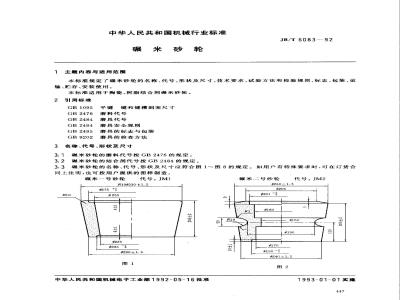
3.1碾米砂轮的磨料代号按GB2476的规定。3.2碾米砂轮的结合剂代号按GB2484的规定。3.3碾米砂轮的名称、代号、形状及尺寸应符合图1~图8的规定。如用户有特殊要求时,可在订货合同上注明,也可按用户提供的图样制造碾米一号砂轮
代号:JM1
R10330+1.5
$280±1.5
中华人民共和国机械电子工业部1992-05-16批准R19
碾米二号砂轮
代号:JM2
p260±1.5
$201-号
1993-01-01实施
$215±1.5
JB/T6083-92
碾米三号砂轮
(1682)
午682
2午298
代号:JM3
第一节:左旋螺纹,螺纹为2一阁55°
第节:左旋螺纹,螺纹为2一圈
第三节:左旋螺纹,螺纹为1一圈4
JB/T 6083-92
碾米四号砂轮
虹126
代号:JM4
左旋螺纹,导程210mm,头数3
此槽由使用单位开
螺旋槽宽40~0mm,深12~0mm
螺旋槽连接处允差:宽为士1mm,深为士0.5mm图4
JB/T6083—92
碾米五号砂轮
代号:JM5A
此槽由使用单位开
左旋螺纹,导程300mm,头数3
螺旋槽宽40~2mm,槽深14~0mm
螺旋连接处允差:宽为土1mm,深为士0.5mm图5
$180±1.5
JB/T6083—92
碾米五号砂轮
代号:JM5B
此槽由使用单位开
左旋螺纹,导程210mm,头数3
螺旋槽宽38.8~4.4mm,深为12~1.6mm螺旋连接处允差:宽为±1mm,深为土0.5mm图6
虹199
$215±1
JB/T6083-92
碾米六号砂轮
代号:JM6
此槽由使用单位开
左旋螺纹,导程300mm,头数4
螺旋槽宽43.3~6.7mm,深13~2mm螺旋连接处允差:宽为士1mm,深为士0.5mm图7
51-828
$160±1.5bzxZ.net
JB/T 6083-—92
碾米七号砂轮
代号:JM7
第一节:右旋螺纹,导程328mm,头数3,螺纹槽宽47~20mm,深17~6mm第==节:右旋螺纹,导程270mm,头数3,螺纹槽宽35mm,深8~7mm图8
4技术要求
4.1碾米砂轮不得有哑声、裂纹及黑心等缺陷。4.2碾米砂轮工作部位的边棱损坏,沿任意两个方向不得同时超过5mm。4.3碾米砂轮的尺寸极限偏差按图1~图8的规定。4.4碾米砂轮形位公差按表1规定。453
平行度
(两端面)
JB/T6083-92
直线度
(工作部位)
同轴度
圆柱度
4.5碾米一号、二号砂轮两端直径的实际尺寸之差不得超出其两端基本尺寸之差值士2mm。mm
4.6碾米三号、四号、五号、六号、七号砂轮组合后,各节砂轮联结处的直径差不得超过1mm,每节直径不得顺序递增。
4.7碾米砂轮铁芯键槽方向按用户要求加工,其尺寸极限偏差按GB1095的规定。4.8碾米砂轮若用镶孔物镶孔,其内孔极限偏差为+9.4mm。4.9碾米砂轮内孔镶孔层厚度不大于5mm。4.10单节碾米砂轮的交货硬度允许较订货硬度软--小级或硬一小级,同一节碾米砂轮硬度均匀性不大于2h(h为标志硬度级差值)。4.11碾米三号、四号、五号、六号、七号砂轮组装后,静不平衡允许数值不得超过下式的计算值。m.=0.63VM
式中: ma --
允许的最大静不平衡衡量数值,g;M-—砂轮的质量,g。
5试验方法和检验规则
5.1碾米砂轮出前必须经过质量检验,并附有合格证。5.2碾米砂轮的外观缺陷检验方法按GB9202中3.1条的有关规定。5.3碾米砂轮的尺寸极限偏差检验方法按GB9202中3.2条的有关规定。5.4碾米砂轮的平行度、圆柱度、同轴度的检验方法按GB9202中3.3条的有关规定。5.5碾米砂轮工作部位的直线度检验方法:将专用平板尺与被测素线直接接触,目测出最大缝隙处,用塞尺测量出此处数值,精确到小数点后一位。5.6碾米砂轮的硬度和静平衡检验方法按GB9202中3.4条和3.5条的规定。6标志、包装、运输、贮存
6.1碾米砂轮的标志和包装按GB2495的规定。6.2碾米三号、四号、五号、六号、七号砂轮,必须成套包装。6.3碾米砂轮搬运、贮存按GB2494中第2章有关规定。454
安装使用
JB/T6083—92
7.1碾米砂轮的安装使用按GB2494第3章中有关规定。7.2
碾米砂轮的使用线速度不得超过20m/s。附加说明:
本标准由全国磨料磨具标准化技术委员会提出。本标准由郑州磨料磨具磨削研究所归口。本标准由哈尔滨砂轮厂和鄂州碾米砂辊厂起草。本标准主要起草人王长山、张祖应。155
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
碾米砂
1主题内容与适用范围
JB/T6083-—92
本标准规定了碾米砂轮的名称、代号、形状及尺寸、技术要求、试验方法和检验规则、标志、包装、运输、贮存、安装使用。
本标准适用于陶瓷、树脂结合剂碾米砂轮。2引用标准
GB1095
GB2476
GB2484
GB2494
GB2495
GB9202
平键键和键槽剖面尺寸
磨料代号
磨具代号
磨具安全规则
磨具的标志与包装
磨具的检查方法
3名称、代号、形状及尺寸
3.1碾米砂轮的磨料代号按GB2476的规定。3.2碾米砂轮的结合剂代号按GB2484的规定。3.3碾米砂轮的名称、代号、形状及尺寸应符合图1~图8的规定。如用户有特殊要求时,可在订货合同上注明,也可按用户提供的图样制造碾米一号砂轮
代号:JM1
R10330+1.5
$280±1.5
中华人民共和国机械电子工业部1992-05-16批准R19
碾米二号砂轮
代号:JM2
p260±1.5
$201-号
1993-01-01实施
$215±1.5
JB/T6083-92
碾米三号砂轮
(1682)
午682
2午298
代号:JM3
第一节:左旋螺纹,螺纹为2一阁55°
第节:左旋螺纹,螺纹为2一圈
第三节:左旋螺纹,螺纹为1一圈4
JB/T 6083-92
碾米四号砂轮
虹126
代号:JM4
左旋螺纹,导程210mm,头数3
此槽由使用单位开
螺旋槽宽40~0mm,深12~0mm
螺旋槽连接处允差:宽为士1mm,深为士0.5mm图4
JB/T6083—92
碾米五号砂轮
代号:JM5A
此槽由使用单位开
左旋螺纹,导程300mm,头数3
螺旋槽宽40~2mm,槽深14~0mm
螺旋连接处允差:宽为土1mm,深为士0.5mm图5
$180±1.5
JB/T6083—92
碾米五号砂轮
代号:JM5B
此槽由使用单位开
左旋螺纹,导程210mm,头数3
螺旋槽宽38.8~4.4mm,深为12~1.6mm螺旋连接处允差:宽为±1mm,深为土0.5mm图6
虹199
$215±1
JB/T6083-92
碾米六号砂轮
代号:JM6
此槽由使用单位开
左旋螺纹,导程300mm,头数4
螺旋槽宽43.3~6.7mm,深13~2mm螺旋连接处允差:宽为士1mm,深为士0.5mm图7
51-828
$160±1.5bzxZ.net
JB/T 6083-—92
碾米七号砂轮
代号:JM7
第一节:右旋螺纹,导程328mm,头数3,螺纹槽宽47~20mm,深17~6mm第==节:右旋螺纹,导程270mm,头数3,螺纹槽宽35mm,深8~7mm图8
4技术要求
4.1碾米砂轮不得有哑声、裂纹及黑心等缺陷。4.2碾米砂轮工作部位的边棱损坏,沿任意两个方向不得同时超过5mm。4.3碾米砂轮的尺寸极限偏差按图1~图8的规定。4.4碾米砂轮形位公差按表1规定。453
平行度
(两端面)
JB/T6083-92
直线度
(工作部位)
同轴度
圆柱度
4.5碾米一号、二号砂轮两端直径的实际尺寸之差不得超出其两端基本尺寸之差值士2mm。mm
4.6碾米三号、四号、五号、六号、七号砂轮组合后,各节砂轮联结处的直径差不得超过1mm,每节直径不得顺序递增。
4.7碾米砂轮铁芯键槽方向按用户要求加工,其尺寸极限偏差按GB1095的规定。4.8碾米砂轮若用镶孔物镶孔,其内孔极限偏差为+9.4mm。4.9碾米砂轮内孔镶孔层厚度不大于5mm。4.10单节碾米砂轮的交货硬度允许较订货硬度软--小级或硬一小级,同一节碾米砂轮硬度均匀性不大于2h(h为标志硬度级差值)。4.11碾米三号、四号、五号、六号、七号砂轮组装后,静不平衡允许数值不得超过下式的计算值。m.=0.63VM
式中: ma --
允许的最大静不平衡衡量数值,g;M-—砂轮的质量,g。
5试验方法和检验规则
5.1碾米砂轮出前必须经过质量检验,并附有合格证。5.2碾米砂轮的外观缺陷检验方法按GB9202中3.1条的有关规定。5.3碾米砂轮的尺寸极限偏差检验方法按GB9202中3.2条的有关规定。5.4碾米砂轮的平行度、圆柱度、同轴度的检验方法按GB9202中3.3条的有关规定。5.5碾米砂轮工作部位的直线度检验方法:将专用平板尺与被测素线直接接触,目测出最大缝隙处,用塞尺测量出此处数值,精确到小数点后一位。5.6碾米砂轮的硬度和静平衡检验方法按GB9202中3.4条和3.5条的规定。6标志、包装、运输、贮存
6.1碾米砂轮的标志和包装按GB2495的规定。6.2碾米三号、四号、五号、六号、七号砂轮,必须成套包装。6.3碾米砂轮搬运、贮存按GB2494中第2章有关规定。454
安装使用
JB/T6083—92
7.1碾米砂轮的安装使用按GB2494第3章中有关规定。7.2
碾米砂轮的使用线速度不得超过20m/s。附加说明:
本标准由全国磨料磨具标准化技术委员会提出。本标准由郑州磨料磨具磨削研究所归口。本标准由哈尔滨砂轮厂和鄂州碾米砂辊厂起草。本标准主要起草人王长山、张祖应。155
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。