标准分类号
中标分类号:综合>>标准化管理与一般规定>>A01技术管理
相关单位信息
标准简介
SJ/T 11062-1996 钨绞丝 SJ/T11062-1996
标准内容
中华人民共和国国家标准
Stranded tungsten wire
1主题内容与适用范围
GB11247.1--89
降为SJ/T11062-96
本标准规定了钨绞丝的牌号、用途、类型、规格以及技术要求、试验方法、检验规则和包装、标志、购存、运输等细则。
本标准适用于制造钨加热子的钨绞丝。牌号、用途、类型及规格
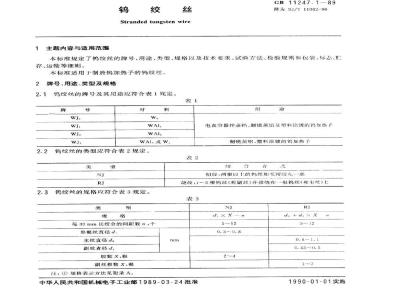
2.1鸽绞丝的牌号及其用途应符合表1规定。表1
WAI,或W
钨绞丝的类型应符合表2规定。
钨绞丝的规格应符合表3规定。
每30mm长绞合的间距数n,个
单根丝直径d
主丝直径d。
副丝直径d
股数x,根
副丝根数X,根
注:①规格表示方法见附录A。
电真空器件蒸铝、制镜蒸铝及塑料涂镀的加热子制镜蒸铝、塑料涂镀的钨加热了绞
扭绞:两根以上的钨丝相互扭绞在起绕纹:1~3根钨丝(称副丝)并排绕在--根钨丝(称主丝)上表3
中华人民共和国机械电子工业部1989-03-24批准TYYKAON KAca
d, +d,xX
1990-01-01实施
GB11247.1-89
②NJ型绞丝外径由单根丝直径和股数决定:RJI型绞丝外径由主丝直径和副丝直径决定。其计算方法见附录B。
③NJ型绞丝每相邻两凸点(或凹点)间的距离为一个间距,RJ型绞丝以副丝绕绞圈的轴向距离为一个间距。3技术要求
3.1钨绞丝化学成分应符合GB4181《钨丝》中第2.1条规定。3.2尺寸
3.2.1钨绞丝每30mm长绞合的间距数,偏差为土1个。3.2.2钨绞丝长度应符合表4规定。表4
扭绞丝单根直径d,或绕绞丝主丝直径d。,mm≥0.7
钨绞丝最短长度,m
3.3钨绞丝允许有搭头。扭绞丝单根直径或绕绞丝主丝直径大于或等于0.7mm时,平均每3m不得超过一处,小于0.7mm时,平均每4m不得超过-处。3.4表面质量
钨绞丝表面应光亮,呈银灰色,无可见的污染物。允许有轻微的机械损伤和轻微氧化。3.5对有特殊要求的钨绞丝由供需双方协商解决。4试验方法
根据3.1条要求,化学成分按GB4324.1~4324.30《钨化学分析方法》进行。4.2根据3.2.1条要求,绞合间距数用直尺进行检验。4.3根据3.2.2条和3.3条要求,绞丝的单丝直径和长度用直尺及1级千分尺进行检验。4.4根据3.4条要求,表面质量用肉眼及手感检验。5检验规则
5.1产品由供方质量检验部门进行检验,保证产品符合本标准,并填写质量证明书5.2需方在收到产品之日起,三个月内按本标准进行验收。如检验结果不符合本标准时,经双方鉴定仍不合格,则为不合格品。
5.3化学成分检验为从每提交批中任意截取一段进行分析,如不符合3.1条要求时,则加倍取样分析,仍不合格时,则为不合格品。
5.4每提交批应由同一牌号、类型及规格的钨绞丝组成。5.5根据3.2.1条要求,从每提交批任意抽取两根进行绞合间距数检验,检测每根头、中、尾三处,如有二处不合格,则加倍抽样检验,仍有二处不合格,则为不合格品。5.6根据3.2.2条和3.3条要求,对每提交批的单丝直径、绞丝长度和搭头处进行100%的检验,如不合格,则为不合格品。
5.7根据3.4条要求,对每提交批抽取两根进行表面质量检验,如不合格,则加倍抽样检验,如仍不合格,则为不合格品。
6标志、包装、贮存和运输及质量证明书6.1钨绞丝绕成直径为Φ210的圈,每5~10kg扎为捆。每捆用牛皮纸包扎后,再用塑料带包扎。6.2每捆钨绞丝上均应附有产品合格证,并标明:YYKANrKAcas
产品名称及牌号;
生产批号:
类型和规格;
重量;
生产日期;
检验员印记;
本标准编号及生产厂名称。
每提交批应附质量证明书
GB11247.1-89
钨绞丝按规定包装后存放于干燥(相对湿度不大于65%)和不含酸、碱气氛的室内。包装好的钨绞丝应放在垫有防潮纸的木箱或纸箱内运输,箱上标有“勿抛挪”、“防潮湿”等标志,运6.5
输中严防酸、碱气氛及雨雪侵蚀3下载标准就来标准下载网
YKAONrKAa
GB11247.1-89
附录A
钨绞丝规格的表示方法
(参考件)
钨绞丝规格表示方法应符合表A1规定表A1
表中:d。
主丝直径,mm;
扭绞单丝或副丝直径,mm;
X扭绞股数或副丝根数
一每30mm长绞合间距数,个。
A2规格举例
d,xX-n
d+d,XXn
例13根Φ0.8,牌号为WAlz的钨丝相互扭绞在一起,每30mm长绞合间距数为9个,表示为:WJ,NJO.8X3-9。
例23根Φ0.43的副丝绕在Φ1.0的主丝上,两种规格的钨丝牌号均为WAlz,每30mm长绞合间距数为7个,表示为:
WJ,RJ1.0+0.43X3—7
附录B
钨绞丝外径的计算方法
(参考件)
B1NJ型钨绞丝外径的计算
B1.1计算公式
式中:d扭绞丝外径,mm
d,一单根丝直径,mm;
F.—扭绞系数。
B1.2扭绞股数X与扭绞系数F,对应关系见表B1。表B1
股数x
扭绞系数 F
B2RJ型钨绞丝外径的计算
计算公式:
d =d。+2d
YYKAONrKAcas
(B1)
(B2)
绕绞丝外径,mm;
式中:d-
d。---主丝直径,mm;
d,副丝直径,mm。
附加说明:
本标准由七四五厂负责起草。
本标准起草人林玲、衷怀沫。
GB11247.1--89
YKAONrKAa
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。