标准分类号
中标分类号:综合>>计量>>A53力学计量
相关单位信息
标准简介
QB/T 1077-1991 静态机械轨道衡 QB/T1077-1991
标准内容
中华人民共和国轻工行业标准
静态机械轨道衡
QB/T1077—1991
本标准参照采用国际法制计量组织(OIML)国际建议第3号《非自动衡器的计量规程》和第28号《非自动衡器的技术规程》。
1主题内容与适用范围
本标准规定了静态机械轨道衡的产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于静态机械杠杆式轨道衡。2引用标准
包装储运图示标志
GB 191
GB/T3052衡器产品型号编制方法GB/T6388运输包装收发货标志
3产品分类
3.1产品型号
按GB/T3052的规定编制。
3.2产品规格
3.2.1最大秤量(t)系列规定为100、150、200。3.2.2以米为单位的承重轨长和轨距表示。3.3基本参数
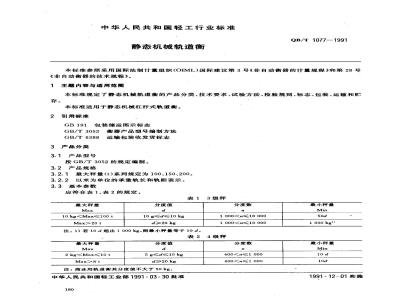
应符合表1、表2的规定。
最大量
10 kgMax>20 t
分度值
10 g≤d≤10 kg
d≥20 kg
表13级秤
分度数
1 0001 000注:1)若10 d超出1000kg,则最小秤量等于10d。表24级秤
最大秤量
2 kgMax>8 t
分度值
5g≤d≤10kg
d≥20 kg
注:商业用轨道衡其分度值不大于50kg。中华人民共和国轻工业部1991-03-30批准180
分度数
4001000
400最小秤量
1000kgl
最小秤量
1991-12-01实施
4技术要求
4.1生产用图样
QB/T 1077-1991
必须符合本标准的要求,并应按规定程序批准。4.2秤量允许误差
应符合表3、表4的规定。
表33级秤的允许误差
0~,500d
>500 d~2 000 d
>2000 d
>50 d~200 d
>200 d
4.3空秤及变动性
首次检定的
充许误差(用d表示)
表4,4级秤的允许误差
允许误差(用d表示)
首次检定的
使用中的
使用中的
TKAKAca
4.3.1秤的平衡系指计量杠杆力点端在视准器内上下均匀摆动,其摆幅在第一周期内距上下边框应不大于1 mm。
4.3.2空秤变动性误差,应符合4.2条规定。计量杠杆力点端在视准器内摆动的第一周期距上下边框应不大于2mm。
4.3.3主、副标尺上的主、副游碗应活动自如,视准器开启自如。4.3.4以时速不大于7km,重量不大于最大秤量80%的重车,往返运行压,应符合4.2条规定。4.4灵敏度
在承重台上加放该秤量允许误差的绝对值磁码,计量杠杆平衡指针改变其静止距离不小于3mm。4.5重复性
在相同条件下,对同一秤量重复检验多次,所得结果之间的差值不应大于其秤量允许误差的绝对值。
4.6承重点秤量允差
每对承重点的允差应符合4.2条的规定。4.7最大安全载荷
应为最大秤量的130%,秤的零部件及基础应无损伤。4.8计量杠杆
4.8.1副标尺量大示值,应等于主标尺个槽口的示值。主标尺的最大示值或主、副标尺最大示值之和等于该秤最大秤量。分度值必须为1×10*、2×10*、5×10(h为整数)g或kg,但不得大于最大秤量的1/3000。
4.8.2必须设有平衡指示机构。
4.8.3支、重点刀刃对刀承的纵向位移均不大于1mm。4.8.4分度线、数字和标志应清晰、准确,标尺分度线间距不小于2mm。181
4.9杠杆
4.9.1铸铁杠杆应做时效处理。
QB/T 1077-1991
4.9.2应设有便于检测支、力刀刃水平位置的基面。4.9.3应设有调整臂比的机构。
4.10承重梁
挠度不大于1/1000。
4.11刀、刀承、挡板
4.11.1力的工作部位硬度为HRC58~62,表面粗糙度为4.11.2刀承、挡板的工件部位硬度为HRC62~66,表面粗糙度为%。4.11.3刀刃与刀承的接触长度不小于配合长度的3/4,两端不应有间隙。4.11.4表面不准有裂纹、夹层和烧伤等缺陷。4.12铸件
表面应平整,不应有裂纹、缩松、冷隔、气孔和夹渣等缺陷。4.13锻件
不应有裂纹、烧伤和夹渣等缺陷。4.14冲压件
表面应平整,棱边清直,不应有裂纹和锈蚀。4.15焊接件
焊缝应平整并符合图样规定,焊渣应除净。4.16电镀件
镀层应色泽均匀,不应有斑痕、气泡、露底和划伤等缺陷。4.17氧化件
氧化膜应色泽均匀,不应有斑痕。4.18油漆件
漆膜应色泽均匀,不应有漏涂、起皱、划伤和脱落等缺陷。4.19基础
4.19.1 深度不小于1.8m。侧壁距支座不小于0.5m。4.19.2必须有防水、排水设施。4.19.3必须满足衡的强度要求,防止塌陷和断裂。4.19.4承重轨每端平直路面不小于25m。4.20防爬轨
长度不小于2㎡。
5试验方法
5.1标准器
四等码或检衡车。
5.2空秤及变动性、承重点、秤量、灵敏度和计量杠杆准确度试验(大码法)5.2.1空秤及变动性试验
5.2.1.1上托或下压计量杠杆,使其在视准器内摆动,应符合4.3.1条规定。5.2.1.2将计量杠杆支、重点刀分别沿其刀承纵向平稳推至每极限位置,其变动性误差符合4.3.2条规定。
5.2.1.3沿主、副标尺分别移动主、副游碗,然后移回零点位置,开、关视准器三次,应符合4.3.3条182
规定。
QB/T 1077—1991
5.2.1.4以时速不大于7km,重量不大于最大秤量80%的重车,往返运行辗压各三次,应符合4.3.4条规定。
5.2.2承重点试验将质量为20t的装载磁码小车,分别推至轨道衡每对承重点及轨道衡中心位置,各往返次,允许误差应符合4.6条规定。5.2.3秤量试验分别用总质量为40.t和80t的础码检衡车在承重轨上往返各三次,允许误差应符合4.2条规定。
5.2.4灵敏度试验在进行5.2.2和5.2.3条试验时,检验灵敏度,应符合4.4条规定。5.2.5计量杠杆准确度试验(槽口试验)5.2.5.1将计量杠杆安装在检定架上,然后在重点刀上挂专用的础码盘,再把主、副游碗移至等点分度线上,调整平衡。
5.2.5.2将主游碗移至主标尺最大秤量分度槽口上,在磁码盘中加放适量的码M,使之平衡,按下式求出主标尺一个槽口应在磁码盘内所加的磁码值㎡。m=
式中:N——主标尺分度槽口数(不包括零点)。5.2.5.3逐个检定主标尺分度槽口秤量,副标尺检验包括末端秤量在内的三个秤量值。其允许误差为4.2条秤量允许误差的1/2。
5.3空秤及变动性、承重点、秤量、灵敏度和计量杠杆准确度试验(检衡车法)5.3.1空秤及变动性试验按5.2.1条规定进行。5.3.2承重点试验将检衡车分别推至轨道衡每对承重点及轨道衡中心位置,各往返一次,允许误差应符合4.6条规定。
5.3.3秤量试验,用两辆检衡车从轨道衡两端上衡检验六次,允许误差应符合4.2条规定。5.3.4灵敏度试验在进行5.3.2和5.3.3条试验时,检验灵敏度,应符合4.4条规定。5.3.5计量杠杆准确度试验(槽口试验)按5.2.5条规定进行。5.4重复性试验
在秤量范围内任意选取一秤量,在实际相同的测量条件下,垂复加载三次,所得结果应符合4.5条规定。
5.5最大安全载荷试验
以时速不大于7km,在承重轨的全长上可通过重量不大于最大秤量的130%的机车,往返运行辗压三次,应符合4.7条规定。
5.6计量杠杆与杠杆试验
均用目测。
5.7承重梁试验bzxz.net
用钢直尺检验,应符合4.10条规定。5.8刀、刀承、挡板试验
5.8.1硬度试验:用洛氏硬度计检验距工作面2~~4mm处,测四点硬度值,取后三点硬度值,均应符合4.11.1和4.11.2条规定。
5.8.2表面粗糙度检验:用粗糙度样块比较。5.8.3检验4.11.3和4.11.4条时,目测。5.9铸件、锻件、冲压件、焊接件、电镀件、氧化件、油漆件、基础试验均用目测。183
6检验规则
QB/T 1077-1991
6.1产品需经厂检验部门或政府认证的计量部门检验,签发合格证,方可出厂,并应附有计量杠杆的槽口检验记录。
6.2现场安装和修理后的静态机械轨道衡,由政府认证的计量部门检定,并签发合格证,方可使用。6.3型式检验:按本标准的全部技术要求和试验方法进行型式检验,型式检验在下列情况之一时进行:新产品或老产品转厂生产试制时;a.
正式生产后,如结构、材料、工艺有较大改变时;b.
c.产品停产一年以上时。
标志、包装、运输、存
7.1产品标志
计量杠杆或铭牌上应标明:
产品名称;
产品型号;
最大秤量;
商标;
准确度等级符号,
产品编号;
制造厂名:
制造日期;
许可证标志及编号。
包装标志:应符合GB191和GB/T6388的规定。7.2产品包装
7.2.1计量箱及易脱落的零部件须装箱,活动部位应紧固,关键部位应以松软物料垫实,防止串动和碰伤,并应采取有效的防雨、防潮措施。7.2.2型钢、板材类零部件,须用钢丝捆扎牢窗。7.2.3不宜装箱的杠杆上裸露的刀托、刀须用防护罩妥加保护,应有效地防止脱落、碰伤和锈蚀。7.2.4不涂漆的外露表面应采取防锈措施,自出厂之日起在正常条件下保管半年,不应锈蚀。7.2:5:对包装如有特殊要求,由供需双方另行商定。7.2.6随机资料
随同产品供应下列技术资料(用塑料袋封装于包装箱内,并注明箱内有技术资料):a.
总装图:
基础图;
有关部件图;
易损件图;
说明书;
合格证(并应附有计量杠杆的槽口检验记录),装箱单。
7.3运输
运输装卸时应小心轻放,严禁抛掷和碰撞,防止剧裂动和雨淋。184
QB/T 1077--1991
7.4购存
贮存堆放时不准接触地面,防止雨淋和受潮,不准与具有腐蚀性的物质存放在一起。附加说明:
本标准由全国衡器标准化技术委员会归口。本标准由大连衡器厂负责起草。本标准主要起草人崔美灵、王景祥。185
iiKAoNiiKA
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。