基本信息
标准号:
GB 1129-1985
中文名称:镶齿套式面铣刀
标准类别:国家标准(GB)
标准状态:已作废
实施日期:1986-03-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:81.32 KB
相关标签:
镶齿
套式面
铣刀
标准分类号
中标分类号:机械>>工艺装备>>J41刀具
相关单位信息
标准简介
GB 1129-1985 镶齿套式面铣刀 GB1129-1985
标准内容
型式和尺寸
中华人民共和国国家标准
镶齿套式面铣刀
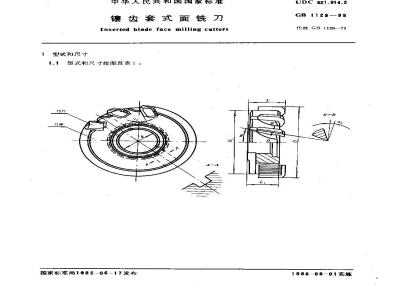
Inserted blade face milling catters1.1型式和尺寸按图及表1。
国家标准局1985-06-17发布
UDC 621.914,2
GB1129--85
代替 GB 1129—73
1986-08-01实施
基本尺寸
极限偏差
基本尺寸
GB 1129-85
极限锦差
基本尺寸
注:①按用户要求也可制成左切削的铣刀。极限偏差
+0, 021
+ 0,025
②刀片的尺寸和偏差按GB1130一85《镶齿三面刃铣刀和套式面铣刀用高速钢刀齿》。③端面键槽的尺寸和偏差按GB6132一B5《铁刀和铣刀刀杆的互换尺寸》。1.2标记示例:
外径D=200mm的镶齿套式面铣刀为:铣JD=200GB1129—85
2技术要求
2.1铣刀表面不应有裂纹、切削刃应锋利,不应有崩刃、钝口以及磨退火等影响使用性能的缺陷。
2.2表面粗糙度按GB1031一83(表面粗糙度参数及其数值》其数值不得大于下列规定:前面和后面.Rz6.3μm
内孔表面..Ra..25μm
两支承端面Ral.25μm
2.3位置公差按表2。
圆周刃对内孔轴线的径圆隧动
鼎对内孔轴辅线的端面圆跳动
GB 1129—85
相邻齿
梧邻逝
注:圆跳动的检测方法见GB111485《套式立铁刀》的附录A。公
>80~160
2.4材料和硬度
2.4.1铣.刀刀齿用W18.Cr4V或同等性能以上的高速钢制造,其硬度为HRC63~66。2.4.2
铣刀刀体用40Cr钢制造,其硬度不低于HRC30。性能试验
试验材料用45钢,其硬度为HB170~200。试验时用冷却液为乳化油水溶液。8.2
试验切削规范按表3。
外径D
酰削深度
铣削深度
(对称铣时》
经试验后铣刀不得有崩刃和显著磨钝现象。每分钟进给量
切削速度
铣削总长度
标志和包装
4.1标志
GB 112985
4.1.1铣刀上应标志:制造厂商标、铣刀外径、材料(用普通高速钢制造的铣刀以“HSS”作为材料标志)。
4.1.2铣刀的包装盒上应标志:产品名称、国标号、制造厂名称和商标、铣刀外径、刀齿材料、件数,制造年月。
4.2包装免费标准下载网bzxz
铣刀在包装前应经防锈处理,成包的铣刀应防止损伤附加说明:
本标准由中华人民共和国机械工业部提出,由成都工具研究所归口。本标准由成都工具研究所、哈尔滨第一T.具厂、上海量具刃具厂、哈尔滨量具刃具厂、成都量具刃具厂、上海工具厂、无锡量具刃具厂起草。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。





