标准分类号
中标分类号:电工>>电工生产设备>>K91电工材料生产设备
标准简介
本标准规定了电线电缆束绞设备的技术要求。 本标准适用于绞制电线电缆导体的JS系列束绞设备。 本标准也适用于绞制电线电缆缆芯的CS系列成缆设备,其技术要求待定。 本标准应与JB/T 5818.1一起使用。 JB/T 5818.2-1991 电线电缆绞制设备 技术要求 JB/T5818.2-1991
标准内容
中华人民共和国机械行业标准
电线电缆绞制设备技术要求
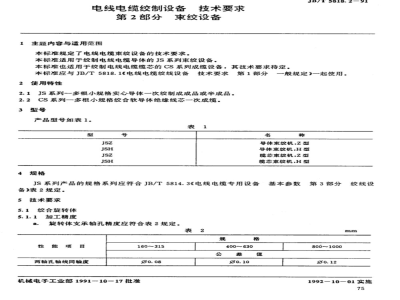
第2部分 束绞设备
1 主题内容与适用范围
本标准规定了电线电缆束绞设备的技术要求。本标准适用于绞制电线电缆导体的JS系列束绞设备。本标准也适用于绞制电线电缆缆芯的CS系列成缆设备,其技术要求待定。JB/T5818.2-91 本标准应与JB/T5818.1《电线电缆绞线设备技术要求 第1部分 一般规定》一起使用。
2 使用特性
2.1 JS系列多根小规格实心导体一次绞制成成品或半成品。
2.2 CS系列多根小规格绞合软导体绝缘线芯一次成缆。
3 型号
产品型号如表1。
表1 型号
| 型号 | 名称 |
| --- | --- |
| JSZ | 导体束绞机,Z型 |
| JSH | 导体束绞机,H型 |
| JSZ | 缆芯束绞机,Z型 |
| JSH | 芯束绞机,H型 |
JS系列产品的规格系列应符合JB/T5814.3《电线电缆专用设备 绞线设备基本参数 第3部分》规定。
5 技术要求
5.1 绞合旋转体
5.1.1 加工精度
a. 旋转体支承轴孔精度应符合表2规定。
表2 旋转体支承轴孔精度
| 规格 | 公差值 |
| --- | --- |
| 160~315 | 80.08 |
| 400~630 | 80.10 |
| 800~1000 | 80.12 |
b. 线盘架精度应符合表3规定。
表3 线盘架精度
| 性能项目 | 精度要求 |
| --- | --- |
| 线盘两支承轴轴线同轴度 | 0.06 |
| 线盘架两支承轴轴线同轴度 | 0.08 |
c. 牵引轮精度应符合表4规定。
表4 牵引轮精度
| 性能项目 | 精度要求 |
| --- | --- |
| 牵引轮底梢对支承轴线圆跳动 | 0.15 |
| 牵引轮平衡要求 | 0.20 |
5.1.2 旋转体平衡精度应符合表5规定。
表5 旋转体平衡精度
| 规格 | 转速范围(r/min) | 公差值 |
| --- | --- | --- |
| 160~315 | >2000 | 0.06 |
| 400~630 | 2000~1000 | 0.08 |
| 800~1000 | <1000 | 0.12 |
5.1.3 装配精度
a. 旋转体的装配精度应符合表7规定。
表7 旋转体装配精度
| 性能项目 | 公差值 |
| --- | --- |
| 动平衡 | G6.3 |
| 静平衡 | G16 |
b. 线盘架装配精度应符合表8规定。
表8 线盘架装配精度
| 性能项目 | 精度要求 |
| --- | --- |
| 倾斜角(Z型)α | 3° |
| 线盘支承轴线对线盘架支承轴垂直度 | 0.12 |
5.2 制动
5.2.1 制动带的调节必须灵活方便,安全可靠。制动带与制动轮的接触面应不小于80%。
5.2.2 制动时间为3~7秒。
5.3 噪声
噪声应不超过85dB(A)。
6 试验
产品按表9规定试验。
表9 试验项目
| 序号 | 项目名称 | 技术要求 |
| --- | --- | --- |
| 1 | 基本技术要求 | 符合JB/T5818.1第4条规定 |
| 2 | 一般要求 | 符合JB/T5818.1第5条规定 |
| 3 | 加工质量要求 | 符合JB/T5818.1第6条规定 |
| 4 | 装配要求 | 符合JB/T5818.1第7条规定 |
| 5 | 电气系统 | 符合JB/T5818.1第8条规定 |
| 6 | 安全要求 | 符合JB/T5818.1第9条规定 |
| 7 | 辅助装置要求 | 符合JB/T5818.1第10条规定 |
| 8 | 标牌和标志 | 符合JB/T5818.1第11条规定 |
| 9 | 包装要求 | 符合本标准第5.1.1条规定 |
附加说明:本标准由机械电子工业部批准并于1992年10月1日实施。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。