QB/T 1570-1992
基本信息
标准号: QB/T 1570-1992
中文名称:槽式打浆机刀
标准类别:轻工行业标准(QB)
英文名称: Grooved beater knife
标准状态:现行
发布日期:1992-07-06
实施日期:1993-03-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:143351
相关标签: 打浆机
标准分类号
中标分类号:轻工、文化与生活用品>>轻工机械>>Y91造纸机械综合
关联标准
替代情况:QB 670-76
出版信息
出版社:中国轻工业出版社
页数:6页
标准价格:10.0 元
出版日期:1993-03-01
相关单位信息
起草人:刘云生、田梅
起草单位:天津市刃具厂
提出单位:轻工业部技术装备司
发布部门:中华人民共和国轻工业部
标准简介
本标准规定了槽式打浆机刀的产品分类、技术要求、试验方法、检验规则、标志、包装、运输及贮存。本标准适用于造纸行业槽式打浆机所配用的刀片。 QB/T 1570-1992 槽式打浆机刀 QB/T1570-1992 标准下载解压密码:www.bzxz.net
标准图片预览





标准内容
中华人民共和国轻工行业标准
槽式打浆机刀
主题内容与适用范围
QB/T1570-1992
本标准规定了槽式打浆机刀的产品分类、技术要求、试验方法、检验规则、标志、包装、运输及贮存。本标准适用于造纸行业槽式打浆机所配用的刀片。2引用标准
GB/T699优质碳素结构钢技术条件GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)3产品分类
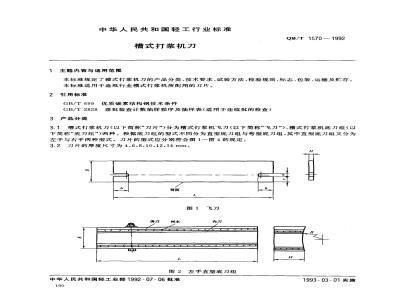
3.1槽式打浆机刀(以下简称“刀片”)分为槽式打浆机飞刀(以下简称“飞刀”)、槽式打浆机底刀组(以下简称“底刀组”)两种。根据底刀组的型式不同分为直型底刀组与弯型底刀组,其中直型底刀组又分为左手与右手两种型式。刀片的型式应分别符合图1~图4的规定。3.2刀片的厚度尺寸为4,6,8,10,1214mm。背面
图2左手直型底刀组
中华人民共和国轻工业部1992-07-06批准190
半标准行业浴负费下款
1993-03-01实施
技术要求
QB/T 1570 --- 1992
图3右手直型底刀组
图4弯型底刀组
4.1产品应符合本标准的规定,并按照经规定程序批准的图样及技术文件制造。刀片采用65Mn材料制造,其性能应符合GB/T699的规定,也可用性能不低于此钢的其他材料。4.2
刀片的硬度为HB200~285。
飞刀的紧固槽宽度(a)为20~50mm。尺寸公差应符合表1的规定。
长度L
飞刀不得有裂纹。
飞刀背面的直线度应不大于1.0mm。厚度 H
3飞刀片厚度面上长度方向的直线度不大于1.5mm。4.8
4.9底刀组尺寸公差应符合表2的规定。表2
长度 L
宽度B
底刀组衬木要求平整,其湿度不大于20%,本材为硬木。4.10
螺栓(钉)一般采用六角头螺栓,也可采用沉头螺钉,其技术条件应分别符合有关标准的规定。4.11
底刀组的弧度半径R与标准样板偏差不得大于2mm。4.12
表面无毛刺及碰伤。
准热实网
标准行料劳费室
试验方法
试验方法应符合表3的规定。
厚度H
槽宽a
刀片背面
刀片长度方向
直线度
底刀组长度
底刀组宽度
底刀组高度程
弧度半径R
本材煜度
QB/T 1570
测定方法
用钢卷尺测定刀片宽度中部的刀片长度用游标卡尺测定刀片中间一点及距两端50mm处两点
用游标卡尺测定刀片中间一点及距两端50mm处两点
用卡尺测定距端部5~(h-a/2)mm之间两点
用卡尺测定距端部5~(h-a/2)mm之间两点
选刀片宽度中间部位在长度中间部位及距两端50mm处测三点硬度
将平尺纵向放在刀片背面,用塞尺测出最大间隙。当中凸时,在两端先挚人相等厚度值塞尺片,再用塞尺出最小间隙,将定值塞尺片厚度减去最小间照即为该项直线度
将刀口尺纵向放在片刀上面,用塞尺测出最大间隙
用钢卷尺测定刀片宽度中间部位的刀片长度
用钢卷尺测定长度中间一点及距刀片两端50mm处两点
用钢卷尺测量组刀两端最高点
将样板放在距组刀两端50 mm处及中间一点,用塞尺测量间隙
用木材湿度计测量
准持提网
mrreos
测量筒图
++tt+utthtI'++
CCn各类标准注行业资科免费下载naleiuuut
量工具
钢卷尺
游标卡尺
游标卡尺
游标卡尺
游标卡尺
洛氏硬度计或
布氏硬度计
专用检具塞尺
专用检具赛只
钢卷尺
钢卷尺
钢卷尺
样板、卷尺
木材湿度计
检验规则
检验分类
刀片分出厂检验和型式检验两类。QB/T 1570-- 1992
6.1.1出厂检验项目为本标准4.3~4.13条。6. 1.2
有下列情况之一时进行型式检验。a.
材料、工艺有较大改变可能影响产品性能时;对产品质量有异议时;
国家监督机构提出进行型式检验时;正常生产时半年检查一次;
停产半年以上恢复生产时。
6.2抽样与组批规则
6.2.1出厂检验
6.2.1.1把生产条件基本相同,同时投料的同一品种规格产品汇集成批,提交检查。6.2.1.2刀片质量分为A类不合格、B类不合格和C类不合格三种(底刀组只有B类不合格、C类不合格)。对于A、B类不合格,AQL是每百单位产品不合格品数;对于C类不合格,AQL是每百单位产品不合格数。与此相应,在实施抽样检查时,对于A、B类不合格,抽样方案中的A。和R。按件(不合格品数)计,对于C类不合格,A。和R按项(不合格数)计。6.2.1.3检查水平的规定
对 A类、B类I组、C类按一般检查水平I进行,对于B类I组按特殊检查水平 S-3进行。6.2.1.4严格度的规定免费标准bzxz.net
按正常检查进行。
6.2.1.5抽样方案的规定
抽样方案按GB/T2828规定的一次抽样方案进行。6.2.1.6不合格项目的分类及分组按表4、表6的规定。合格质量水平(AQL)的指定值按表5、表7的规定。6. 2.1.7
检验结果按GB/T2828进行判定。表4
飞刀缺陷分类
有裂纹
固边e超差;
厚度尺寸超差,
长度方向直线度超差
硬度不符合标准规定
宽度尺寸超差;
背面直线度超差,
紧固槽宽尺寸超差;
长度尺寸超差;
5外观不符合标准规定:
6包装不符合标准规定;
其他项目不符合标准规定
Cn各类标注行业资科分.费下载
缺陷类组
缺陷类组
6.2.2型式检验
QB/T 1570 - 1992
飞刀各类缺陷AQL值
表6底刀组缺陷分类
弧度半径R尺寸超差;
长度尺寸超差,
宽度尺寸超差:
高度尺寸超差
硬度不符合标准规定
木板干燥程度超差;
木板不符合标准规定;
螺栓、螺母、垫圈不符合标准规定;外观不符合标准规定;
包装不符合标准规定;
其他项目不符合规定
底刀组各类缺陷AQL值
6.2.2.1型式检验从出厂检验合格的产品中随机抽取片,检验4.2条。6.2.2.2
通过。
若型式检验判为不合格,则产品应停止验收,同时分析原因,采取措施,直至新的型式检验标志、包装、运输和贮存
每片刀片应在适当位置清晰地印上制造厂厂名(或商标)与制造日期等标志,7.1
7.2每片刀片经清洗干燥后涂上防锈油脂,并用防锈纸包装,捆扎牢固。在正常运输和保管条件下,自出厂日起半年内不锈蚀。
7.3在包装外面应清晰标明下列内容:a.
收货单位及地址;
产品名称及规格;
产品毛重及数量;
制造厂厂名及地址:
准热实网
m标准行劳费素
出厂日期。
QB/T1570-1992
7.4产品应放置在通风良好的地方贮存,严防潮湿,并不能与酸性物品存放在一起。附加说明:
本标准由轻工业部技术装备司提出。本标推由全国轻工机械标准化中心归口。本标由天津市刃具厂负责起草。本标准主要起草人刘云生、田梅。本标准自实施之日起,原轻工业部部标准QB670—1976《槽式打浆机刀技术条件》作废。标拒授技网
mT-:7c
类标准行业资料免费下载
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
槽式打浆机刀
主题内容与适用范围
QB/T1570-1992
本标准规定了槽式打浆机刀的产品分类、技术要求、试验方法、检验规则、标志、包装、运输及贮存。本标准适用于造纸行业槽式打浆机所配用的刀片。2引用标准
GB/T699优质碳素结构钢技术条件GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)3产品分类
3.1槽式打浆机刀(以下简称“刀片”)分为槽式打浆机飞刀(以下简称“飞刀”)、槽式打浆机底刀组(以下简称“底刀组”)两种。根据底刀组的型式不同分为直型底刀组与弯型底刀组,其中直型底刀组又分为左手与右手两种型式。刀片的型式应分别符合图1~图4的规定。3.2刀片的厚度尺寸为4,6,8,10,1214mm。背面
图2左手直型底刀组
中华人民共和国轻工业部1992-07-06批准190
半标准行业浴负费下款
1993-03-01实施
技术要求
QB/T 1570 --- 1992
图3右手直型底刀组
图4弯型底刀组
4.1产品应符合本标准的规定,并按照经规定程序批准的图样及技术文件制造。刀片采用65Mn材料制造,其性能应符合GB/T699的规定,也可用性能不低于此钢的其他材料。4.2
刀片的硬度为HB200~285。
飞刀的紧固槽宽度(a)为20~50mm。尺寸公差应符合表1的规定。
长度L
飞刀不得有裂纹。
飞刀背面的直线度应不大于1.0mm。厚度 H
3飞刀片厚度面上长度方向的直线度不大于1.5mm。4.8
4.9底刀组尺寸公差应符合表2的规定。表2
长度 L
宽度B
底刀组衬木要求平整,其湿度不大于20%,本材为硬木。4.10
螺栓(钉)一般采用六角头螺栓,也可采用沉头螺钉,其技术条件应分别符合有关标准的规定。4.11
底刀组的弧度半径R与标准样板偏差不得大于2mm。4.12
表面无毛刺及碰伤。
准热实网
标准行料劳费室
试验方法
试验方法应符合表3的规定。
厚度H
槽宽a
刀片背面
刀片长度方向
直线度
底刀组长度
底刀组宽度
底刀组高度程
弧度半径R
本材煜度
QB/T 1570
测定方法
用钢卷尺测定刀片宽度中部的刀片长度用游标卡尺测定刀片中间一点及距两端50mm处两点
用游标卡尺测定刀片中间一点及距两端50mm处两点
用卡尺测定距端部5~(h-a/2)mm之间两点
用卡尺测定距端部5~(h-a/2)mm之间两点
选刀片宽度中间部位在长度中间部位及距两端50mm处测三点硬度
将平尺纵向放在刀片背面,用塞尺测出最大间隙。当中凸时,在两端先挚人相等厚度值塞尺片,再用塞尺出最小间隙,将定值塞尺片厚度减去最小间照即为该项直线度
将刀口尺纵向放在片刀上面,用塞尺测出最大间隙
用钢卷尺测定刀片宽度中间部位的刀片长度
用钢卷尺测定长度中间一点及距刀片两端50mm处两点
用钢卷尺测量组刀两端最高点
将样板放在距组刀两端50 mm处及中间一点,用塞尺测量间隙
用木材湿度计测量
准持提网
mrreos
测量筒图
++tt+utthtI'++
CCn各类标准注行业资科免费下载naleiuuut
量工具
钢卷尺
游标卡尺
游标卡尺
游标卡尺
游标卡尺
洛氏硬度计或
布氏硬度计
专用检具塞尺
专用检具赛只
钢卷尺
钢卷尺
钢卷尺
样板、卷尺
木材湿度计
检验规则
检验分类
刀片分出厂检验和型式检验两类。QB/T 1570-- 1992
6.1.1出厂检验项目为本标准4.3~4.13条。6. 1.2
有下列情况之一时进行型式检验。a.
材料、工艺有较大改变可能影响产品性能时;对产品质量有异议时;
国家监督机构提出进行型式检验时;正常生产时半年检查一次;
停产半年以上恢复生产时。
6.2抽样与组批规则
6.2.1出厂检验
6.2.1.1把生产条件基本相同,同时投料的同一品种规格产品汇集成批,提交检查。6.2.1.2刀片质量分为A类不合格、B类不合格和C类不合格三种(底刀组只有B类不合格、C类不合格)。对于A、B类不合格,AQL是每百单位产品不合格品数;对于C类不合格,AQL是每百单位产品不合格数。与此相应,在实施抽样检查时,对于A、B类不合格,抽样方案中的A。和R。按件(不合格品数)计,对于C类不合格,A。和R按项(不合格数)计。6.2.1.3检查水平的规定
对 A类、B类I组、C类按一般检查水平I进行,对于B类I组按特殊检查水平 S-3进行。6.2.1.4严格度的规定免费标准bzxz.net
按正常检查进行。
6.2.1.5抽样方案的规定
抽样方案按GB/T2828规定的一次抽样方案进行。6.2.1.6不合格项目的分类及分组按表4、表6的规定。合格质量水平(AQL)的指定值按表5、表7的规定。6. 2.1.7
检验结果按GB/T2828进行判定。表4
飞刀缺陷分类
有裂纹
固边e超差;
厚度尺寸超差,
长度方向直线度超差
硬度不符合标准规定
宽度尺寸超差;
背面直线度超差,
紧固槽宽尺寸超差;
长度尺寸超差;
5外观不符合标准规定:
6包装不符合标准规定;
其他项目不符合标准规定
Cn各类标注行业资科分.费下载
缺陷类组
缺陷类组
6.2.2型式检验
QB/T 1570 - 1992
飞刀各类缺陷AQL值
表6底刀组缺陷分类
弧度半径R尺寸超差;
长度尺寸超差,
宽度尺寸超差:
高度尺寸超差
硬度不符合标准规定
木板干燥程度超差;
木板不符合标准规定;
螺栓、螺母、垫圈不符合标准规定;外观不符合标准规定;
包装不符合标准规定;
其他项目不符合规定
底刀组各类缺陷AQL值
6.2.2.1型式检验从出厂检验合格的产品中随机抽取片,检验4.2条。6.2.2.2
通过。
若型式检验判为不合格,则产品应停止验收,同时分析原因,采取措施,直至新的型式检验标志、包装、运输和贮存
每片刀片应在适当位置清晰地印上制造厂厂名(或商标)与制造日期等标志,7.1
7.2每片刀片经清洗干燥后涂上防锈油脂,并用防锈纸包装,捆扎牢固。在正常运输和保管条件下,自出厂日起半年内不锈蚀。
7.3在包装外面应清晰标明下列内容:a.
收货单位及地址;
产品名称及规格;
产品毛重及数量;
制造厂厂名及地址:
准热实网
m标准行劳费素
出厂日期。
QB/T1570-1992
7.4产品应放置在通风良好的地方贮存,严防潮湿,并不能与酸性物品存放在一起。附加说明:
本标准由轻工业部技术装备司提出。本标推由全国轻工机械标准化中心归口。本标由天津市刃具厂负责起草。本标准主要起草人刘云生、田梅。本标准自实施之日起,原轻工业部部标准QB670—1976《槽式打浆机刀技术条件》作废。标拒授技网
mT-:7c
类标准行业资料免费下载
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。