基本信息
标准号:
HG/T 3224-2001
中文名称:试验用开放式炼胶机
标准类别:化工行业标准(HG)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:209.68 KB
相关标签:
试验
开放式
炼胶机
标准分类号
关联标准
出版信息
相关单位信息
标准简介
HG/T 3224-2001.Mill for test.
1范围
HG/T 3224规定了试验用开放式炼胶机(以下简称开炼机)的技术要求、安全要求、试验方法、检验规则、标志、使用说明书、包装、运输及贮存。
HG/T 3224适用于橡胶加工试验用的开炼机。
2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 191- -2000 包装 储运图示标志
GB 4064- -1983 电气设备 安全设计导则
GB 10095--1988渐开线圆柱齿轮的精度
GB/T 12783- -2000 橡胶 塑料机械产品型号编制方法
GB/T 13306-1991标牌
GB/T 13384-1992机电产 品包装通用技术条件
HG/T 2108--1991橡胶机械噪声声压级的测定.
HG/T 3108- -1998 冷 硬铸铁辊筒
HG/T 3120- 1998橡胶塑料机槭外观通用技术条件
HG/T 3228- -2001 橡 胶塑料机械涂漆通用技术条件
JB/T 5995- 1992 工业产品使用说明书 机电产品使用说明书编写规定.
3型号与基本参数
3.1 开炼机型号应符合GB/T 12783的规定。
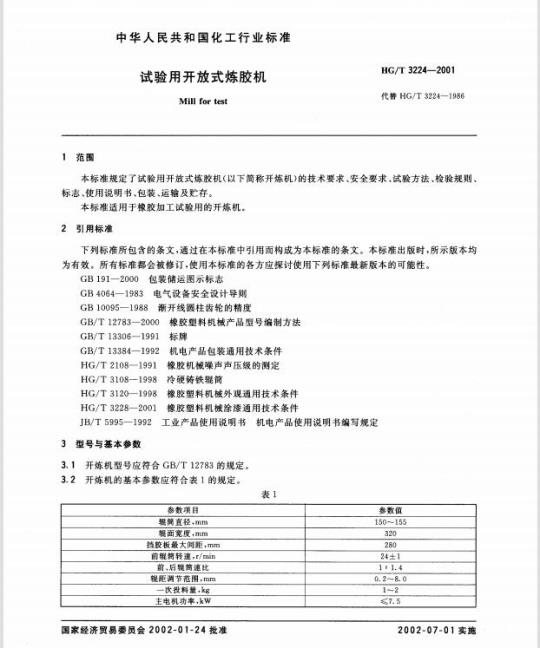
3.2开炼机的基本参数应符合表 1的规定。
4技术要求
4.1开炼机应符合本标准的要求,并按照经规定程序批准的图样及技术文件制造。
4.2开炼机 辊简材料性能及技术要求应符合HG/T 3108标准的规定。
4.3 开炼机辊筒工作表面粗糙度参数值Ra不得大于1. 6μm。
4.4开炼机的传动装置应工作平稳。驱动齿轮和速比齿轮的加工精度不得低于GB 10095- 1988 中9级公差的规定。
标准内容
备案号:10165—2002
HG/T 3224-—2001
本标准足等效采用国际标准ISO2393:1994《橡胶试验胶料·制备.混炼和硫化一
一设备及程
序》中6.1开放式炼胶机的技术内容,对推荐性化工行业标准HG/T3224一1986《试验用开放式炼胶机》修订而成。
本标准与HG/T3224—1986的主要差异为:提高「产品的制动要求,曾加电安全、心品安全及人身安全等项内容。增如了产品使用说明书的编制要求,本标准白实施之月起,向时代替II1G/T3224—7986。本标推出原国家石油和化学工业局政策法规司提出。本标准由企国橡胶塑料机械标准化技术委员会橡胶机械分技术委员会归口。士标准起草单位:上海轻工机械股份有限公司橡胶机械厂。本标雁主要起草人:邱丽拌、陈忠烈、下承绪。本标准丁1986年4月芳次发布为化T部部标准HG5—1615—85,于1999年5月转化为推荐性化工行业标准,并亚新编号为HG/T3224—1986。1.范围
中华人民共和国化工行业标准
试验用开放式炼胶机
Mill for test
HG/T3224—2001
代替HC/3224—1986
本标准规定了试验用开放式炼胶机(以下简称开炼机)的技术要求、安全要求、试验方法、检验规则、标志、使用说明书、包装、运输及贮存。本标准适用于橡胶加工试验用的开炼机。2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB191—2000包装储运图示标志
GB 4064—1983电气设备安全设计导则GB10095---1988渐升线圆柱齿轮的精度GB/T12783—2000
GR/T 13306—1991
GB/I 13384
IIG/T 2108—1991
HG/T 3108--1998
HG/T 3120—1998
HG/T 3228—2001
JB/T 59951992
3型号与基本参数
橡胶塑料机械产品型导编制打法标牌
机电产品包装通用技术条件
橡胶机械噪声声压级的测定
拎硬铸铁辊筒
像胶塑料机械外观通用技术条件橡胶塑料机械涂漆通用技术条件工业产品使用说明书机电产品使用说明书编写规定3.1开炼机型号应衍合GB/T 12783的规定,3.2开炼机的基本参数应符合表1的规定。表1
数项目
耗简直径,mm
辊面宽度,mr
挡胶板最大间距,Inm
前辊简转速,r/nin
前,后简速比免费标准bzxz.net
辊鹿调节范围,tm
次世料盛kz
主电机功率,k
国家经济贸易委员会2002-01-24批准参数值
150~155
0. 2.8. 0
2002-07-D1实施
4技术要求
HG/T3224—2001
4.1开炼机应符合本标准的要求,并按照经规定程序批推的图样及技术文件制造。4.2开炼机辑简材料性能及技术要求应符合HG/T3108标准的规定。4.3开炼机辑筒.上作表面粗糙度参数值Ra不得人于1.6μm4.4开炼机的传动装置应工作平稳。驱动齿轮和速比齿轮的加工精度不得低于GB10095—1988中9级公差的规定。
4.5元炼机应装备温度控制装置。该装置能使280InIn的工作辑面温度控制在规定温度的土5℃之内。
4.6开炼机应具有调节方使的移动式挡胶装置。4.7开炼机必须具有川指示辊距大小的调距装置,并能在负荷工作状态下进行调整。调距装置应操作灵活、平稳、无阻滞现象。其调距精度成符合表2的规定。裴2
调距范围
0. 2--0. 5
0. 5-~ 1. 0
>1. 0~3. 0
*3.0--8. 0
注:e为工作辑距。
调距精度
±10%e
4.8开炼机运转时筒轴承体及减速机的轴承壳体温度不得有骤升现象,最大温升不得大于20℃。4.9负荷运转时,各轴承壳体温升不得大于表3的规定。表3
辑筒轴承
速机轴承
4.10开炼机空运转功率不得超过生电机额定功率的15%。4.11开炼机负荷运转功率不得超过主电机额定功率(允许瞬时过载)温升,℃
4.12开炼机辊筒轴承,传动齿轮、减速机等各润滑点的润滑应充分,每个油封处的泄漏量不得超过1滴/h。
4.13开炼机在负荷运转中,辊简温度控制装置不褥有泄漏现象。4.14开炼机的外观质量应符合HG/T3120的规定。4.15开炼机的涂漆质量应符合HG/T3228的规定。5安全要求
5.1开炼机空运转时的燥压级不得大于76dB(A):负荷运转时的噪卢山压级不得大于80dB(A)
5.2并炼机应设有操作方使,灵缴可靠的紧急制动装置。在辑筒」部和操作者侧前部(操作者膝盖部)二处均应装设该紧急制动装置的控制杆(按钮),当整机紧急制动后,辊简应停止转动并自动反转辊简周长的四分之一,
HG/T 3224—2001
5.3开炼机传动装置应能在点动控制下进行反转。5.4开炼机在动力电路导线和保护接地电路问施加500Vd.c时测得的绝缘电阻不应小丁1MQ5.5开炼机电设备的所有电路导线和保护接地电路之问应经受至少1时间的耐乐试验,在试验电压具有两倍的电气设备额定电源电压值或1000V,瑕其中的较大者的情况下,不得有闪炼击穿现象。5.6元炼机传动装置的所有外露运转部分必须设置防护装置。5.7开炼机外壳应有接地标志和接地端子。5.8开炼机电气控制系统安金应符合(GB4064的有关规定。6试验方法
6.1空运转试验
空运转试验必须在整机总装配检验合格后方川进行,连续空运转时间不少于2h,空运转中,检查下列项目:
…-连续减验辊距调节装置不少于三次,并按丧】和4.?的规定检查辊距范围和调诞装置的准确性、平稳性,
按4.8要求,检轴承体的温升。
按4、10要求,捡查主电机的功率。按4.12要求,检查形炼机润滑系统的漏油情况,投5.1要求,检查整机的噪曲。并按HG/I2108测定,按5.2~5.3要求,连续试验紧急制动装置不少于三次,检查制动装置的可靠性。一按5.4-.5.5要求。检查设备电气安全。6.2负荷运转试验
6.2.1负菌运转试验必额在空运转试验含格后方可进行,连续负运转时间不少于2h,负荷转中检查下列琐口:
按表1中规定的暴距范围先选定个被测的作辊避值,调整调距装置使其指示与被测工作辊距值相一致。用两根宽为(10=3).最小长度为50mm,序度比被测距离厚0.25mm益0.5加m的铅条米测辑距,把这两根铅条分别放在辊简的两端,距挡胶板约25mm的地方,然后将一个门尼粘度ML(1+4)100%火于50.尺寸约为75mm×75mm×(m的混炼胶块从两个辊筒中心部位通过,简温度应在规定的混炼温度范围内,铅条通过辊距后,用精度为十0.01mm的干分尺测品其厚度,辑据精度应符合表2的规定。按5要求,检查上作辊面溢度。
按1.9要求.检套轴承壳体的温升。按1.11要求,检查主电机的功率。按4.13要求:检查辊筒溢度控制装胃的渗溺情况。-按5.1要求,检查整机噪声。并按HG/F2108测定。6.2.2开炼机的反转功能应靠。
6.2.3负荷试验后传动装置中各齿轮副不得有明显的磨损、腔合等现象7检验规则
7.1出厂检验
7.1.1每台产品出厂前必须进行山广检验。7.1.2出厂检验按4.14、4.15、5.6~5.8、6.1进行检查,并应符合其规定。7.2型式检验
7.2.1型式检验应对术标准中的各项要求进行检查,并应符合其规定。7.2.2型式检验仅在下列情况下进行:HG/T 3224—2001
a)新品或老产品转厂生产的试制定型鉴定。b)当产品在设计、结构、工艺或材料有较大改变,可能影响产品性能时。)产品停产二年及其以上时间,再恢复生户时。d)成批生产时,每年最少抽试·台。e)出口产品遂台逊行型式检验,7.2.3成批尘产抽试不合格时,应再抽试二台。若再不合格,则应对该产品逐台进行试验,7.2.4每台产品应经制造单位质垦检验部门检验合格后方可出厂。出厂时应附有产品质量合格证和主要实测数据等随机文件。
B标志、使用说明书、包装、运输、贮存8.1开炼机应在适当的明显位置固定产品标牌。标牌型式、尺寸和技术要求应符合GB/T13306的规定,标牌的基本内容包括:
\)制造厂名及商标。
b)产品名称及型号。
心)制造H期、编号或生产批号。d)产品的主要参数。
8.2开炼机的使用说明书应符合JB/T5995的规定。8.3开炼机的包装应符合GB/T 13381 的规定,8.4开炼机的储运图示标志应符合GB 191 的规定。8.5开炼机的运输应符合运输部门的有关规定。8.6开炼机在安装前应贮存在防雨十燥通风的仓库内或临时棚房内,并妥善保管。10
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。






