QB/T 5374-2019
基本信息
标准号: QB/T 5374-2019
中文名称:双金属孔锯
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:3734296
相关标签: 双金属
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 5374-2019.Bi-metal hole saws.
6.3 硬度
6.3.1 齿部硬度试验按GB/T 4340.1的规定进行,试验部位为自齿尖部0.5 mm范围内。
6.3.2基体硬度试验按 GB/T 230.1的规定进行,试验部位为齿槽底与盖板之间的部分。
6.4 钻销性能
钻削性能试验按表4的规定在立式钻床上进行连续钻削,钻削时立式钻床轴向进给力为280N,钻削试材为3 mm厚的符合GB/T 699规定的20钢板材,试验时不应加冷却液。
6.5 表面质量
表面质量用手感和目测检验。
6.6耐腐蚀
盐雾试验按GB/T 10125的规定进行,耐腐蚀保护评级按GB/T 6461规定的进行。
7检验规则
7.1出厂检验.
7.1.1 产品应经检验合格后方可出厂,并附有产品合格证。
7.1.2 产品的出厂检验按照GB/T 2828.1规定的二次抽样方案进行。
7.1.3 产品出厂检验的不合格分类.检验项目、接收质量极限(AQL)和检验水平按表5的规定。
7.1.4 对出厂检验中发现的不合格品及进行试验破坏后的样本,制造厂应予调换。
7.1.5 经检验拒收产品,可由制造厂重新分类修整后,再提交验收。
7.2型式检验
7.2.1 有下列情况之一者应进行型式检验:
a)产品定型投产时;
b)正式生产后, 如结构、材料、工艺有较大改变,可能影响产品性能时;
c) 出厂检验结果与上次型式检验有较大差异时;
d) 正式生产过程中,每年进行1次;
e) 产品停产1年以上,恢复生产时:
f) 用户或第三方有特殊要求时。
7.2.2型式检验在出厂检验合格的产品中的某个批或若干批随机抽取。
7.2.3型式检验按 GB/T 2829的规定进行,采用判别水平II,- -次抽样方案。
7.2.4 型式检验的项目、不合格类别、不合格质量水平(RQL)按表6规定。
7.2.5型式检验不合 格处置方法参照GB/T 2829的规定进行,或协议双方协商确定。
6.3 硬度
6.3.1 齿部硬度试验按GB/T 4340.1的规定进行,试验部位为自齿尖部0.5 mm范围内。
6.3.2基体硬度试验按 GB/T 230.1的规定进行,试验部位为齿槽底与盖板之间的部分。
6.4 钻销性能
钻削性能试验按表4的规定在立式钻床上进行连续钻削,钻削时立式钻床轴向进给力为280N,钻削试材为3 mm厚的符合GB/T 699规定的20钢板材,试验时不应加冷却液。
6.5 表面质量
表面质量用手感和目测检验。
6.6耐腐蚀
盐雾试验按GB/T 10125的规定进行,耐腐蚀保护评级按GB/T 6461规定的进行。
7检验规则
7.1出厂检验.
7.1.1 产品应经检验合格后方可出厂,并附有产品合格证。
7.1.2 产品的出厂检验按照GB/T 2828.1规定的二次抽样方案进行。
7.1.3 产品出厂检验的不合格分类.检验项目、接收质量极限(AQL)和检验水平按表5的规定。
7.1.4 对出厂检验中发现的不合格品及进行试验破坏后的样本,制造厂应予调换。
7.1.5 经检验拒收产品,可由制造厂重新分类修整后,再提交验收。
7.2型式检验
7.2.1 有下列情况之一者应进行型式检验:
a)产品定型投产时;
b)正式生产后, 如结构、材料、工艺有较大改变,可能影响产品性能时;
c) 出厂检验结果与上次型式检验有较大差异时;
d) 正式生产过程中,每年进行1次;
e) 产品停产1年以上,恢复生产时:
f) 用户或第三方有特殊要求时。
7.2.2型式检验在出厂检验合格的产品中的某个批或若干批随机抽取。
7.2.3型式检验按 GB/T 2829的规定进行,采用判别水平II,- -次抽样方案。
7.2.4 型式检验的项目、不合格类别、不合格质量水平(RQL)按表6规定。
7.2.5型式检验不合 格处置方法参照GB/T 2829的规定进行,或协议双方协商确定。
标准图片预览
标准内容
ICS25.100.40
分类号:J41
中华人民共和国轻工行业标准
QB/T5374-2019
双金属孔锯
Bi-metalholesaws
2019-08-02发布
中华人民共和国工业和信息化部-rKaeerKa-
2020-01-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。QB/T5374-2019
本标准由全国五金制品标准化技术委员会工具五金分技术委员会(SAC/TC174/SC2)归口。本标准由浙江荣达工具有限公司、无锡蓬天工具有限公司、海联锯业科技有限公司负责起草,上海恒辉工具有限公司、南京敏之杰机电设备有限公司、乐清乾丰工具有限公司、文登威力工具集团有限公司、宁波长城精工实业有限公司、上海市工具工业研究所参加起草。本标准主要起草人:虞利平、王凌、季胜华、周阿龙、李雁辉、孙琪、翟纪兴、瀚家平、陈立海、吴祖训。
本标准为首次发布。
rrKaeeiKAca-
1范围
双金属孔锯
QB/T5374-2019
本标准规定了双金属孔锯的术语和定义、产品分类、要求、试验方法、检验规则和标志、包装、运输与贮存。
本标准适用于对金属、木材等材料进行钻孔作业的机用设备用双金属孔锯。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T230.1金属洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)
优质碳素结构钢
GB/T699
GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T2829周期检验计数抽样程序及表(适用于对过程稳定性的检验)GB/T4340.1金属材料维氏硬度试验第1部分:试验方法GB/T5305手工具包装、标志、运输与贮存GB/T6461
GB/T10125
3术语和定义
金属基体上金属和其它无机覆盖层经腐蚀试验后的试样和试件的评级人造气腐蚀试验盐雾试验
下列术语和定义适用于本文件。3.1
双金属bi-metal
由两种不同性质的金属复合而成的一种金属材料。4产品分类
4.1产品的型式
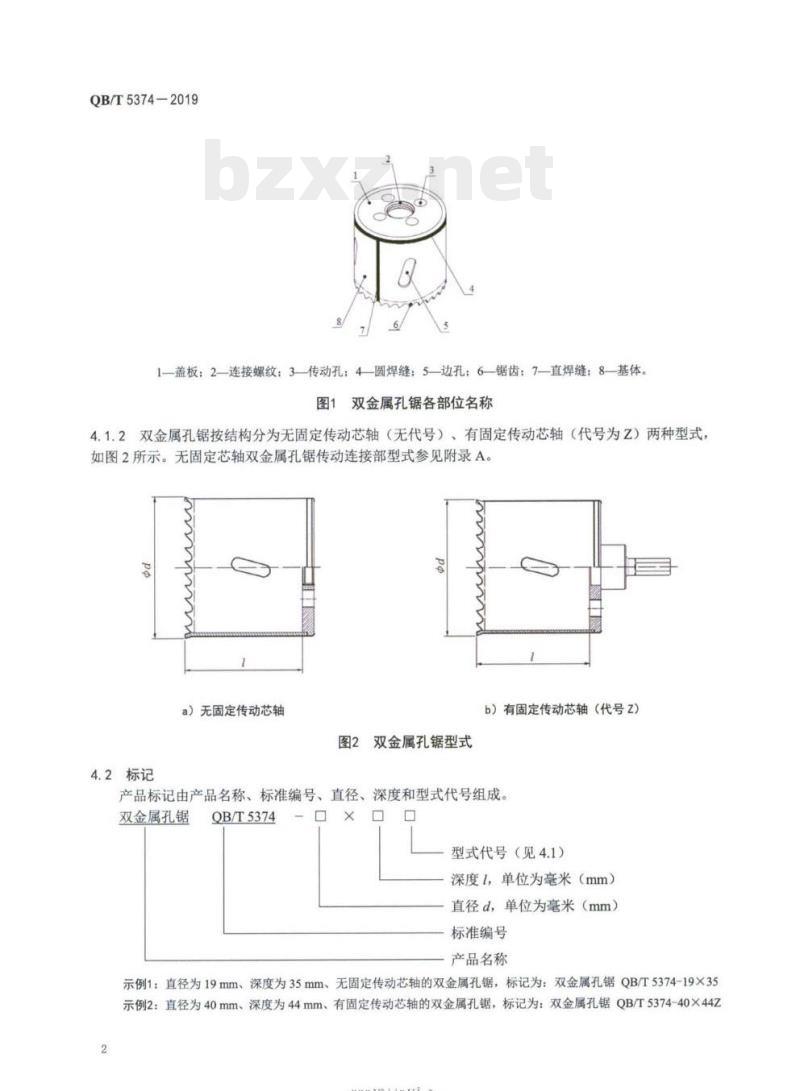
4.1.1双金属孔锯各部位的名称如图1所示。注:图示仅是示例,并不影响对产品的设计。1
rKacerkAca-
QB/T5374-2019
1盖板;2-连接螺纹:3—传动孔;4圆焊缝;5-边孔;6—锯齿;7直焊缝;8—基体。图1双金属孔锯各部位名称
4.1.2双金属孔锯按结构分为无固定传动芯轴(无代号)、有固定传动芯轴(代号为Z)两种型式,如图2所示。无固定芯轴双金属孔锯传动连接部型式参见附录A。p@
a)无固定传动芯轴
4.2标记
图2双金属孔锯型式
b)有固定传动芯轴(代号Z)
产品标记由产品名称、标准编号、直径、深度和型式代号组成。双金属孔锯此内容来自标准下载网
QB/T5374
型式代号(见4.1)
深度l,单位为毫米(mm)
直径d,单位为毫米(mm)
标准编号
产品名称
示例1:直径为19mm、深度为35mm、无固定传动芯轴的双金属孔锯,标记为:双金属孔锯QB/T5374-19×35示例2:直径为40mm、深度为44mm、有固定传动芯轴的双金属孔锯,标记为:双金属孔锯QB/T5374-40×44Z2
rrKaeerKAca-
5要求
基本尺寸
双金属孔锯的基本尺
双金属孔锯
基本尺寸
合表的规定,如图2
所示,双金属孔锯齿部
限偏差
基本尺
QB/T5374-2019
数参见附录B。
单位为毫米
双金属水据深度
基本尺寸
35,38,44
-KaeerKAca-
极限偏差
QB/T5374-2019
双金属孔锯直
基本尺寸
形位公差
端面跳动
表1(续)
38,44,449
刃端面跳动应符合表2的规定
双金属孔锯切削
双金属孔铺直径d
51~100
5.2.2径向跳动
双金属孔锯基体径向跳动应符合表3的表3
双金属孔锯直径d
51~100
端面跳动
孔锯深度!
端面跳动
径向跳动
径向跳动
-KaeerKAca-
单位为毫米
极限偏差
单位为毫米
单位为毫米
5.3硬度
5.3.1双金属孔锯齿部硬度应为61HRC~69HRC。5.3.2双金属孔锯基体硬度不应小于20HRC。5.4钻销性能
双金属孔锯的钻销性能应符合表4的规定。表4钻销性能
双金属孔锯直径d
96~121
122~152
5.5表面质量
测试设备转速
/(r/min)
5.5.1双金属孔锯不应有断齿、裂纹、卷刃、毛刺等现象。钻孔数量
QB/T5374—2019
钻孔时间
/(s/个)
≤120
≤120
5.5.2经涂漆和其他表面处理的双金属孔锯表面应色泽均匀,不应有气孔、起层、露底、锈斑等缺陷。
5.5.3焊缝应圆滑,不应有虚焊、气孔、焊瘤、氧化皮等影响外观的缺陷。5.5.4螺纹处应做防锈处理。
5.6耐腐蚀
经涂漆和其他表面处理的双金属孔锯表面(不包括螺纹处)经24h中性盐雾试验后,表面保护评级(R)不应低于6级。
试验方法
6.1基本尺寸
基本尺寸用通用量具检验。
6.2形位公差
形位公差试验如图3所示。
1,2百分表:3被测孔锯;4顶针。图3形位公差试验示意图
rrKaeerKAca-
QB/T5374-2019
6.3硬度
6.3.1齿部硬度试验按GB/T4340.1的规定进行,试验部位为自齿尖部0.5mm范围内。6.3.2基体硬度试验按GB/T230.1的规定进行,试验部位为齿槽底与盖板之间的部分。6.4钻销性能
钻削性能试验按表4的规定在立式钻床上进行连续钻削,钻削时立式钻床轴向进给力为280N,钻削试材为3mm厚的符合GB/T699规定的20钢板材,试验时不应加冷却液。6.5表面质量
表面质量用手感和目测检验。
6.6耐腐蚀
盐雾试验按GB/T10125的规定进行,耐腐蚀保护评级按GB/T6461规定的进行。7检验规则
7.1出厂检验
7.1.1产品应经检验合格后方可出厂,并附有产品合格证。7.1.2产品的出厂检验按照GB/T2828.1规定的二次抽样方案进行。7.1.3产品出厂检验的不合格分类、检验项目、接收质量极限(AQL)和检验水平按表5的规定。对出厂检验中发现的不合格品及进行试验破坏后的样本,制造厂应予调换。7.1.4
7.1.5经检验拒收产品,可由制造厂重新分类修整后,再提交验收。表5出厂检验抽样方案
不合格分类
7.2型式检验
检验项目
基本尺寸
形位公差
表面质量
有下列情况之一者应进行型式检验:产品定型投产时:
接收质量限(AQL)
正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;出厂检验结果与上次型式检验有较大差异时;正式生产过程中,每年进行1次;产品停产1年以上,恢复生产时;用户或第三方有特殊要求时。
型式检验在出厂检验合格的产品中的某个批或若干批随机抽取。型式检验按GB/T2829的规定进行,采用判别水平IⅢI,一次抽样方案。型式检验的项目、不合格类别、不合格质量水平(RQL)按表6规定。型式检验不合格处置方法参照GB/T2829的规定进行,或协议双方协商确定。rKaeerKca-
检验水平
不合格分类
标志、包装、运输与贮存
8.1标志
8.1.1产品标志
检验项目
钻销性能
形位公差
基本尺寸
表面质量
耐腐蚀
型式检验抽样方案
样本量
不合格质量水平
合格判定数
QB/T5374-2019
不合格判定数
产品上应有清晰、牢固的产品标志。产品标志包括双金属孔锯直径、深度,制造厂商名称或商标。8.1.2包装标志
产品包装标志应按GB/T5305的规定进行。8.2包装
产品包装上应有产品标记,产品的包装应按GB/T5305的规定进行。8.3
运输与贮存
产品的运输与贮存按GB/T5305的规定。7
-KaeerKAca-
QB/T5374-2019
附录A
(资料性附录)
无固定芯轴双金属孔锯传动连接部型式无固定芯轴双金属孔锯传动连接部型式A1
无固定芯轴双金属孔锯传动连接部型式如图A.1所示。a)适用于双金属孔锯直径14mm~17mmb)适用于双金属孔锯直径18mm~24mmc)适用于双金属孔锯直径25mm~30mmd)适用于双金属孔锯直径32mm~40mm8
rrKaeerKAca-
e)适用于双金属孔锯直径41mm~75mmf)适用于双金属孔锯直径76mm~102mg)适用于双金属孔锯直径103mm~152mm无固定芯轴孔锯传动连接部型式图A.1
KaerkAca-
OB/T5374-2019
QB/T5374-2019
B.1齿数
附录B
(资料性附录)
双金属孔锯齿部参数
双金属孔锯齿数分为每25.4mm有4/6变齿、6齿、8齿、10齿等。B.2分齿型式
双金属孔锯分齿型式可分为多边分齿、交替分齿、左右中分齿3种,如图B.1所示。a)多边分齿
b)交替分齿
c)左右中分齿
1分齿型式
-KaeerKAca-
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:J41
中华人民共和国轻工行业标准
QB/T5374-2019
双金属孔锯
Bi-metalholesaws
2019-08-02发布
中华人民共和国工业和信息化部-rKaeerKa-
2020-01-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。QB/T5374-2019
本标准由全国五金制品标准化技术委员会工具五金分技术委员会(SAC/TC174/SC2)归口。本标准由浙江荣达工具有限公司、无锡蓬天工具有限公司、海联锯业科技有限公司负责起草,上海恒辉工具有限公司、南京敏之杰机电设备有限公司、乐清乾丰工具有限公司、文登威力工具集团有限公司、宁波长城精工实业有限公司、上海市工具工业研究所参加起草。本标准主要起草人:虞利平、王凌、季胜华、周阿龙、李雁辉、孙琪、翟纪兴、瀚家平、陈立海、吴祖训。
本标准为首次发布。
rrKaeeiKAca-
1范围
双金属孔锯
QB/T5374-2019
本标准规定了双金属孔锯的术语和定义、产品分类、要求、试验方法、检验规则和标志、包装、运输与贮存。
本标准适用于对金属、木材等材料进行钻孔作业的机用设备用双金属孔锯。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T230.1金属洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)
优质碳素结构钢
GB/T699
GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T2829周期检验计数抽样程序及表(适用于对过程稳定性的检验)GB/T4340.1金属材料维氏硬度试验第1部分:试验方法GB/T5305手工具包装、标志、运输与贮存GB/T6461
GB/T10125
3术语和定义
金属基体上金属和其它无机覆盖层经腐蚀试验后的试样和试件的评级人造气腐蚀试验盐雾试验
下列术语和定义适用于本文件。3.1
双金属bi-metal
由两种不同性质的金属复合而成的一种金属材料。4产品分类
4.1产品的型式
4.1.1双金属孔锯各部位的名称如图1所示。注:图示仅是示例,并不影响对产品的设计。1
rKacerkAca-
QB/T5374-2019
1盖板;2-连接螺纹:3—传动孔;4圆焊缝;5-边孔;6—锯齿;7直焊缝;8—基体。图1双金属孔锯各部位名称
4.1.2双金属孔锯按结构分为无固定传动芯轴(无代号)、有固定传动芯轴(代号为Z)两种型式,如图2所示。无固定芯轴双金属孔锯传动连接部型式参见附录A。p@
a)无固定传动芯轴
4.2标记
图2双金属孔锯型式
b)有固定传动芯轴(代号Z)
产品标记由产品名称、标准编号、直径、深度和型式代号组成。双金属孔锯此内容来自标准下载网
QB/T5374
型式代号(见4.1)
深度l,单位为毫米(mm)
直径d,单位为毫米(mm)
标准编号
产品名称
示例1:直径为19mm、深度为35mm、无固定传动芯轴的双金属孔锯,标记为:双金属孔锯QB/T5374-19×35示例2:直径为40mm、深度为44mm、有固定传动芯轴的双金属孔锯,标记为:双金属孔锯QB/T5374-40×44Z2
rrKaeerKAca-
5要求
基本尺寸
双金属孔锯的基本尺
双金属孔锯
基本尺寸
合表的规定,如图2
所示,双金属孔锯齿部
限偏差
基本尺
QB/T5374-2019
数参见附录B。
单位为毫米
双金属水据深度
基本尺寸
35,38,44
-KaeerKAca-
极限偏差
QB/T5374-2019
双金属孔锯直
基本尺寸
形位公差
端面跳动
表1(续)
38,44,449
刃端面跳动应符合表2的规定
双金属孔锯切削
双金属孔铺直径d
51~100
5.2.2径向跳动
双金属孔锯基体径向跳动应符合表3的表3
双金属孔锯直径d
51~100
端面跳动
孔锯深度!
端面跳动
径向跳动
径向跳动
-KaeerKAca-
单位为毫米
极限偏差
单位为毫米
单位为毫米
5.3硬度
5.3.1双金属孔锯齿部硬度应为61HRC~69HRC。5.3.2双金属孔锯基体硬度不应小于20HRC。5.4钻销性能
双金属孔锯的钻销性能应符合表4的规定。表4钻销性能
双金属孔锯直径d
96~121
122~152
5.5表面质量
测试设备转速
/(r/min)
5.5.1双金属孔锯不应有断齿、裂纹、卷刃、毛刺等现象。钻孔数量
QB/T5374—2019
钻孔时间
/(s/个)
≤120
≤120
5.5.2经涂漆和其他表面处理的双金属孔锯表面应色泽均匀,不应有气孔、起层、露底、锈斑等缺陷。
5.5.3焊缝应圆滑,不应有虚焊、气孔、焊瘤、氧化皮等影响外观的缺陷。5.5.4螺纹处应做防锈处理。
5.6耐腐蚀
经涂漆和其他表面处理的双金属孔锯表面(不包括螺纹处)经24h中性盐雾试验后,表面保护评级(R)不应低于6级。
试验方法
6.1基本尺寸
基本尺寸用通用量具检验。
6.2形位公差
形位公差试验如图3所示。
1,2百分表:3被测孔锯;4顶针。图3形位公差试验示意图
rrKaeerKAca-
QB/T5374-2019
6.3硬度
6.3.1齿部硬度试验按GB/T4340.1的规定进行,试验部位为自齿尖部0.5mm范围内。6.3.2基体硬度试验按GB/T230.1的规定进行,试验部位为齿槽底与盖板之间的部分。6.4钻销性能
钻削性能试验按表4的规定在立式钻床上进行连续钻削,钻削时立式钻床轴向进给力为280N,钻削试材为3mm厚的符合GB/T699规定的20钢板材,试验时不应加冷却液。6.5表面质量
表面质量用手感和目测检验。
6.6耐腐蚀
盐雾试验按GB/T10125的规定进行,耐腐蚀保护评级按GB/T6461规定的进行。7检验规则
7.1出厂检验
7.1.1产品应经检验合格后方可出厂,并附有产品合格证。7.1.2产品的出厂检验按照GB/T2828.1规定的二次抽样方案进行。7.1.3产品出厂检验的不合格分类、检验项目、接收质量极限(AQL)和检验水平按表5的规定。对出厂检验中发现的不合格品及进行试验破坏后的样本,制造厂应予调换。7.1.4
7.1.5经检验拒收产品,可由制造厂重新分类修整后,再提交验收。表5出厂检验抽样方案
不合格分类
7.2型式检验
检验项目
基本尺寸
形位公差
表面质量
有下列情况之一者应进行型式检验:产品定型投产时:
接收质量限(AQL)
正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;出厂检验结果与上次型式检验有较大差异时;正式生产过程中,每年进行1次;产品停产1年以上,恢复生产时;用户或第三方有特殊要求时。
型式检验在出厂检验合格的产品中的某个批或若干批随机抽取。型式检验按GB/T2829的规定进行,采用判别水平IⅢI,一次抽样方案。型式检验的项目、不合格类别、不合格质量水平(RQL)按表6规定。型式检验不合格处置方法参照GB/T2829的规定进行,或协议双方协商确定。rKaeerKca-
检验水平
不合格分类
标志、包装、运输与贮存
8.1标志
8.1.1产品标志
检验项目
钻销性能
形位公差
基本尺寸
表面质量
耐腐蚀
型式检验抽样方案
样本量
不合格质量水平
合格判定数
QB/T5374-2019
不合格判定数
产品上应有清晰、牢固的产品标志。产品标志包括双金属孔锯直径、深度,制造厂商名称或商标。8.1.2包装标志
产品包装标志应按GB/T5305的规定进行。8.2包装
产品包装上应有产品标记,产品的包装应按GB/T5305的规定进行。8.3
运输与贮存
产品的运输与贮存按GB/T5305的规定。7
-KaeerKAca-
QB/T5374-2019
附录A
(资料性附录)
无固定芯轴双金属孔锯传动连接部型式无固定芯轴双金属孔锯传动连接部型式A1
无固定芯轴双金属孔锯传动连接部型式如图A.1所示。a)适用于双金属孔锯直径14mm~17mmb)适用于双金属孔锯直径18mm~24mmc)适用于双金属孔锯直径25mm~30mmd)适用于双金属孔锯直径32mm~40mm8
rrKaeerKAca-
e)适用于双金属孔锯直径41mm~75mmf)适用于双金属孔锯直径76mm~102mg)适用于双金属孔锯直径103mm~152mm无固定芯轴孔锯传动连接部型式图A.1
KaerkAca-
OB/T5374-2019
QB/T5374-2019
B.1齿数
附录B
(资料性附录)
双金属孔锯齿部参数
双金属孔锯齿数分为每25.4mm有4/6变齿、6齿、8齿、10齿等。B.2分齿型式
双金属孔锯分齿型式可分为多边分齿、交替分齿、左右中分齿3种,如图B.1所示。a)多边分齿
b)交替分齿
c)左右中分齿
1分齿型式
-KaeerKAca-
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。