QB/T 5375-2019
基本信息
标准号: QB/T 5375-2019
中文名称:手用金属剪
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:3289017
相关标签: 金属
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 5375-2019.Hand cutting metal shears.
1范围
QB/T 5375规定了手用金属剪的产品分类、要求、试验方法、检验规则和标志、包装、运输与贮存。
QB/T 5375适用于剪切金属薄板的手用金属剪,亦称“航空剪”。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注8期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GBT 230.1金属洛氏硬度试验 第1部分: 试验方法(A、B、C、D、E、F、G、H、K、N. T标尺)
GB/T 699优质碳素结构钢
GB/T 2828.1计数抽样检验程序 第1部分: 按接收质量限(AQL)检索的逐批检验抽样计划
GBT 4340.1金属材料 维氏硬度试验第1部分: 试验方法
GB/T5305手工具包装、 标志、运输与贮存
GB/T 11253碳素结构钢冷轧薄钢板及钢带
YY 0331脱 脂棉纱布、脱脂棉粘胶混纺纱布的性能要求和试验方法
3产品分类
3.1产品型式
3.1.1手用金属剪 各部位的名称如图1所示。
注:本标准图示仅为示例,并不影响对产品的设计。
4.2材料
手用金属剪的刀头和金属手插应采用GBT 699规定的优质碳素结构钢,或能够达到本标准要求的同等以上性能的材料制造。
4.3外观
4.3.1手用金属剪零部件表面不应有 裂纹和影响外观的明显伤痕、毛刺、锈蚀等缺陷。
4.3.2手用金属剪容 部件给发面处理后色泽应均匀,不应有影响外观的环痕、剥落等缺陷。
4.3.3手用金属身的刀头应带有单片或双齿纹状刃口,就纹在整个有效刀刃长度上分布应均匀。
4.3.4手用金属剪在手力提紧手 柄的情况下,刀头顶端处不应有肉眼可见结隙。
4.3.5手用金属剪在锁扣锁止的 况下,力头的刃尖不应有外露现象。
4.4 装配性能
4.4.1手用金属剪 各部件应连接牢固。
4.4.2金属手柄应配有弹生装置,手柄放松后刀头应能回夏至张开状态。
4.4.3金属手柄应配有锁扣 (即保险扣) :锁扣闭合后应能将刀头锁止:销扣开启后刀头部位开合应轻松灵活,不应有卡顿现家
4.5 硬度
4.5. 1手用金属剪的刀头硬度不应低于 40 HRC.
4.5.2手用金属剪的刃口硬度不应低于 600 HV
4.5.3手用金属剪的刀头螺栓硬度不应低于30 HRC.
4.6 剪切性能
4.6.1 金属剪切
4.6.1.1载荷剪切
手用金属剪应按表4的规定进行载荷蚂切试验。剪切时,不应有铜带卡阶在两刃口内和刃口打滑的现象;剪切后手用金属剪的刃口不应有崩刃、卷刃、凹坑和明显磨损等影响使用功能的缺陷。
1范围
QB/T 5375规定了手用金属剪的产品分类、要求、试验方法、检验规则和标志、包装、运输与贮存。
QB/T 5375适用于剪切金属薄板的手用金属剪,亦称“航空剪”。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注8期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GBT 230.1金属洛氏硬度试验 第1部分: 试验方法(A、B、C、D、E、F、G、H、K、N. T标尺)
GB/T 699优质碳素结构钢
GB/T 2828.1计数抽样检验程序 第1部分: 按接收质量限(AQL)检索的逐批检验抽样计划
GBT 4340.1金属材料 维氏硬度试验第1部分: 试验方法
GB/T5305手工具包装、 标志、运输与贮存
GB/T 11253碳素结构钢冷轧薄钢板及钢带
YY 0331脱 脂棉纱布、脱脂棉粘胶混纺纱布的性能要求和试验方法
3产品分类
3.1产品型式
3.1.1手用金属剪 各部位的名称如图1所示。
注:本标准图示仅为示例,并不影响对产品的设计。
4.2材料
手用金属剪的刀头和金属手插应采用GBT 699规定的优质碳素结构钢,或能够达到本标准要求的同等以上性能的材料制造。
4.3外观
4.3.1手用金属剪零部件表面不应有 裂纹和影响外观的明显伤痕、毛刺、锈蚀等缺陷。
4.3.2手用金属剪容 部件给发面处理后色泽应均匀,不应有影响外观的环痕、剥落等缺陷。
4.3.3手用金属身的刀头应带有单片或双齿纹状刃口,就纹在整个有效刀刃长度上分布应均匀。
4.3.4手用金属剪在手力提紧手 柄的情况下,刀头顶端处不应有肉眼可见结隙。
4.3.5手用金属剪在锁扣锁止的 况下,力头的刃尖不应有外露现象。
4.4 装配性能
4.4.1手用金属剪 各部件应连接牢固。
4.4.2金属手柄应配有弹生装置,手柄放松后刀头应能回夏至张开状态。
4.4.3金属手柄应配有锁扣 (即保险扣) :锁扣闭合后应能将刀头锁止:销扣开启后刀头部位开合应轻松灵活,不应有卡顿现家
4.5 硬度
4.5. 1手用金属剪的刀头硬度不应低于 40 HRC.
4.5.2手用金属剪的刃口硬度不应低于 600 HV
4.5.3手用金属剪的刀头螺栓硬度不应低于30 HRC.
4.6 剪切性能
4.6.1 金属剪切
4.6.1.1载荷剪切
手用金属剪应按表4的规定进行载荷蚂切试验。剪切时,不应有铜带卡阶在两刃口内和刃口打滑的现象;剪切后手用金属剪的刃口不应有崩刃、卷刃、凹坑和明显磨损等影响使用功能的缺陷。
标准图片预览
标准内容
ICS25.140.30
分类号:J47
中华人民共和国轻工行业标准
QB/T5375-2019
手用金属剪
Hand cuttingmetal shears
2019-08-02发布
2020-01-01实施
中华人民共和国工业和信息化部发布
-rKaeerKa-
本标准按照GB/T1.1-2009给出的规则起草。本标准由中国轻工业联合会提出。QB/T5375-2019
本标准由全国五金制品标准化技术委员会工具五金分技术委员会(SAC/TC174/SC2)归口。本标准由江苏金鹿集团有限公司、揭阳市鹰之印精密工具有限公司、张家港市天新工具制造有限公司负责起草,杭州巨星科技股份有限公司、江苏宏宝工具有限公司、浙江亿洋工具制造有限公司、文登威力工具集团有限公司、海联锯业科技有限公司、徐州金虎工具制造有限公司、宁波长城精工实业有限公司、上海市工具工业研究所参加起草。本标准主要起草人:王春、林众伟、严萍、周阿龙、王伟毅、王竹明、杨春炜、瀚家平、季胜华、徐冰、陈立海、吴祖训。
本标准为首次发布。
KacerKAca-
1范围
手用金属剪
QB/T5375-2019
本标准规定了手用金属剪的产品分类、要求、试验方法、检验规则和标志、包装、运输与贮存。本标准适用于剪切金属薄板的手用金属剪,亦称“航空剪”。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T230.1金属洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)
优质碳素结构钢
GB/T699
GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T4340.1金属材料维氏硬度试验第1部分:试验方法5手工具包装、标志、运输与贮存GB/T5305
GB/T11253碳素结构钢冷轧薄钢板及钢带YY0331脱脂棉纱布、脱脂棉粘胶混纺纱布的性能要求和试验方法3产品分类
3.1产品型式
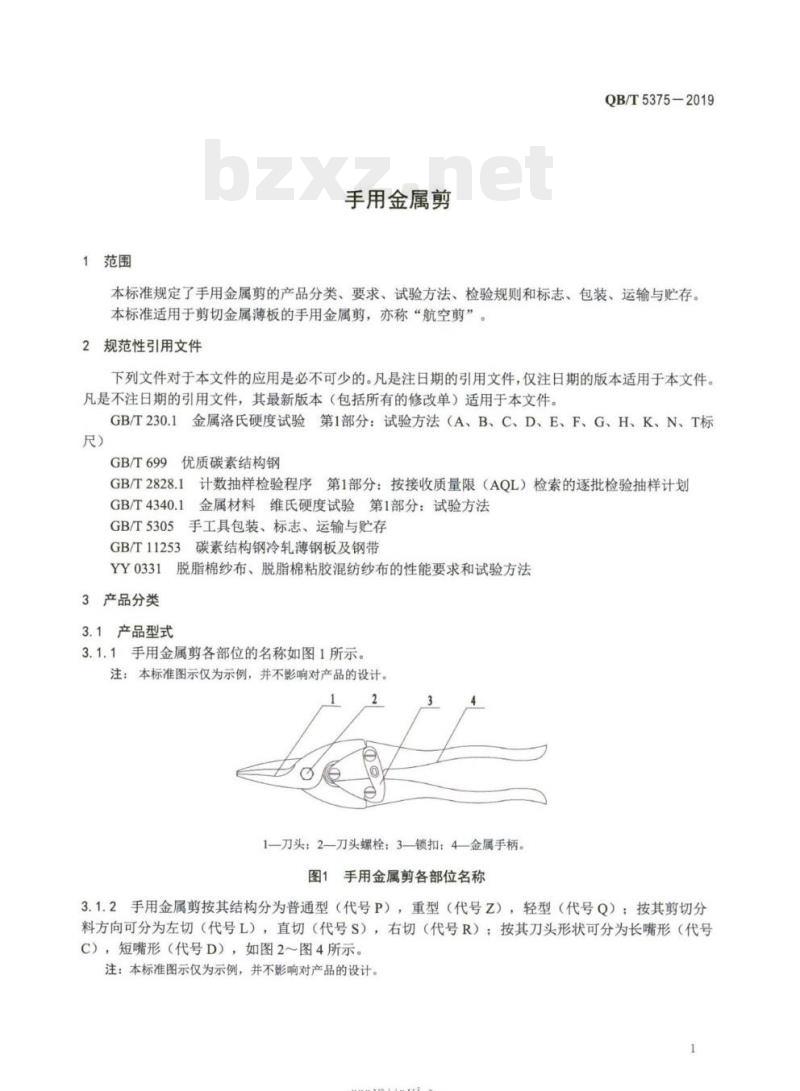
3.1.1手用金属剪各部位的名称如图1所示。注:本标准图示仅为示例,并不影响对产品的设计。1
1一刀头:2一刀头螺栓:3-锁扣:4金属手柄。图1手用金属剪各部位名称
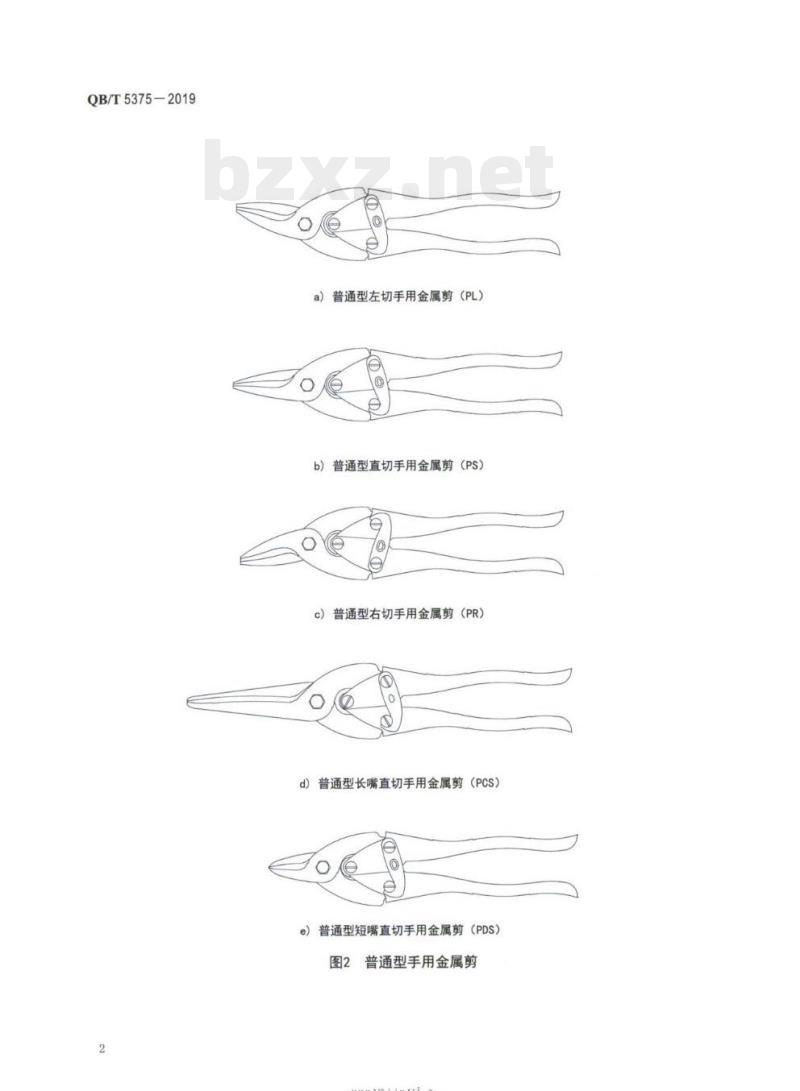
3.1.2手用金属剪按其结构分为普通型(代号P),重型(代号Z),轻型(代号Q):按其剪切分料方向可分为左切(代号L),直切(代号S),右切(代号R):按其刀头形状可分为长嘴形(代号C),短嘴形(代号D),如图2图4所示。注:本标准图示仅为示例,并不影响对产品的设计。1
-KaeerKAca-
QB/T5375-2019
a)普通型左切手用金属剪(PL)b)普通型直切手用金属剪(PS)c)普通型右切手用金属剪(PR)d)普通型长嘴直切手用金属剪(PCS)e)普通型短嘴直切手用金属剪(PDS)图2
普通型手用金属剪
rKaeerkca-
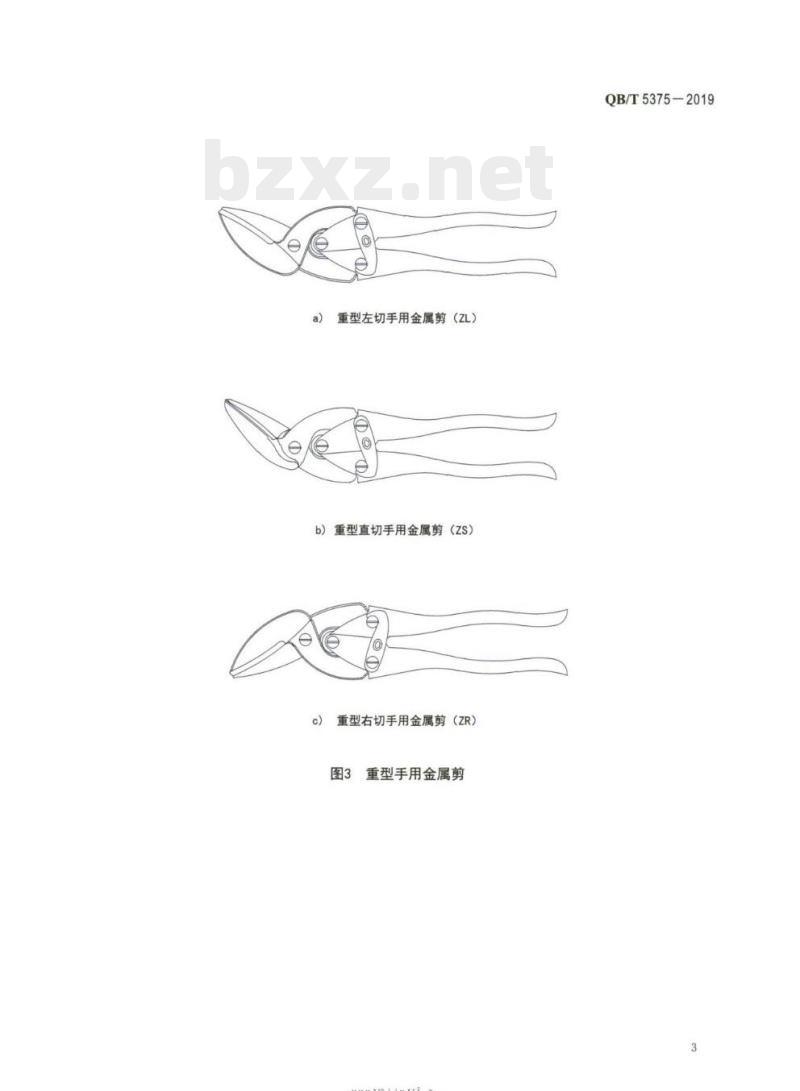
重型左切手用金属剪(ZL)
b)重型直切手用金属剪(ZS)
重型右切手用金属剪(ZR)
重型手用金属剪
nKaerkAca-
QB/T5375-2019
QB/T5375-2019
3.2产品标记
a)轻型左切手用金属剪(QL)
b)轻型直切手用金属剪(QS)
c)轻型右切手用金属剪(QR)
轻型手用金属剪
手用金属剪产品标记由产品名称、标准编号、规格和型式代号组成。手用金属剪
QB/T5375
型式代号(见3.1)
规格,单位为毫米(mm)
标准编号
产品名称
示例1:规格为250mm,普通型左切手用金属剪,标记为:手用金属剪QB/T5375-250PL示例2:规格为250mm,重型直切手用金属剪,标记为:手用金属剪QB/T5375一250ZS示例3:规格为250mm,轻型右切手用金属剪,标记为:手用金属剪QB/T5375一250QR4
rrKaeerKAca-
4要求
4.1基本尺寸
4.1.1普通型手用金属剪的基本尺寸应符合表1的规定,如图5所示表普通型手用金属剪的基本尺寸总长工
普通型短嘴手用金属
普通型手用金属剪
普通型长嘴手用金属
4.1.2重型手用金属剪的差本尺
基本尺寸
极限确差
应符合表2的规定,
刃口最小
图5所示
表2重型手用金属剪的基本尺寸
总长7
美本尺寸
极限偏差
轻型手用金属剪的基本尺寸应符4.13
刃口最小长度
手柄最大开合
5所示。
表3轻型手用金属剪的基本尺寸
本尺寸
极限偏差
另口最小长度
手用金属剪尺寸示意图
-rrKaeerKca-
大开合宽力
QB/T5375-2019
单位为毫米
锁扣锁止后
柄部宽
单位为毫米
锁扣锁止后柄部宽
单位为毫米
扣锁止后柄部宽
QB/T5375-2019
4.2材料
手用金属剪的刀头和金属手机
同等以上性能的材料制造
4.3外观
4.3.1手用金属剪零
零部件经
4.3.2手用金属剪
的刀头
4.3.3手用金属剪
3/T699规定日
应有裂纹和影响外观的
面处理后色泽应均
片或双
在手力
握紧手
手用金属剪
在锁扣锁止的情
手用金属剪
4.4、装配性能
4.4.1手用金属剪各部件
的情况
况下,
应连接牢
齿纹状办口
结构钢,或能够达到本标准要求的显伤痕、毛机
有影响外观的班
锈蚀等
缺陷。
客等缺陷。
刃长度
纹在整个有效
上分布应均匀。
顶端处
力头的刃
尖不应
下应有肉眼可见缝限。
有外露现象
4.4.2金属手柄应配有弹性装置,手柄放松后刀头应能回
夏至张开肤态
羽合后应能将刀头锁止:锁扣开启后刀头部位开合应4.4.3金属手柄应配有锁扣(即保锁扣闭
险扣):
轻松灵活,不应有卡顿现象
4.5硬度
4.5.1手用金属剪的刀头硬度不应低于40HR4.5.2手用金属剪的刃口
更度不应低手600HV
4.5.3手用金属剪的力头螺栓硬度不应低于30HRC4.6剪切性能
4.6.1金属剪切
4.6.1.1载荷剪切
手用金属剪应按表4的规定进行载荷剪切试验。剪切时,内和刃口打滑的
应有钢带卡阻在两刃门
不应有期刃、卷刃、世坑和明显磨损现象;剪切后手用金属剪的刃口4
普通型短嘴手用金属
普通型手用金属剪
普通型长嘴手用金
重型手用金属剪
轻型手用金属剪
试材为符合GB/T
1253规
4.6.1.2窄条剪切
规格/mm
载荷剪切试验
的缺陷。
影响使用功能的
剪切载荷/N
手用金属剪应能用手力剪切GB/11253规定的厚度为0.5mm的Q195钢带,剪切时,不应有钢带卡
阻在两刃口内和刃口打滑的现象,剪切后手用金使用功能的缺陷。
卷力、凹坑和明显磨损等影响wwW.bzxz.Net
不应有崩刃,
4.6.2纱布剪切
手用金属剪在进行金属剪切试验后应进行纱布剪切试验。手用金属剪应能剪切YY0331规定的类型为22的单层脱脂棉纱布[每100mm经纱线数为(120士6)根],剪切后被剪纱布不应相连。6
-rrKaeerKAca-
5试验方法
5.1基本尺寸
基本尺寸采用通用量具检验。
5.2材料
材料由供应商提供相关材料的质量保证书,有争议时按相应标准检验。5.3外观
外观用手感和目测检验。
5.4装配性能
装配性能用手感和目测检验。
5.5硬度
5.5.1手用金属剪刀头的硬度按GB/T230.1的规定,在刀头基体上进行。QB/T5375-2019
5.5.2手用金属剪刃口硬度按GB/T4340.1的规定,在距刃口3mm范围内检验,如图6所示。5.5.3手用金属剪刀头螺栓的硬度按GB/T230.1的规定,在螺栓端面处检验。A
刃口硬度测试区域
图6刃口硬度检验
5.6剪切性能
5.6.1金属剪切
5.6.1.1载荷剪切
载荷剪切试验如图7所示。将表4规定的试材放置于刃口根部,在距刀头螺栓中心140mm手柄处加载,进行全刃口剪切,每次剪切间隔为10mm,连续剪切3次,取最大剪切载荷为最终测试数值。剪切后用目测检验。
剪切试材
5.6.1.2窄条剪切
图7载荷剪切
测力传感器
下手柄固定
将规定的试材放置于刃口根部,用手力全刃口剪切3次,每次剪切间隔为1.2mm~2.0mm。剪切后用目测和手感检验。
5.6.2纱布剪切
将规定的试材放置于刃口根部,用手力全刃口剪切3次。剪切后用目测检验。7
rrKaeerKAca-
QB/T5375-2019
6检验规则
6.1产品应经检验合格并附有产品合格证方能出厂。6.2产品的检验应按GB/T2828.1规定的一次抽样方案逐项进行。产品检验的不合格分类、检验项目、接收质量限(AQL)和检验水平按表5的规定。6.3
产品检验中发现的不合格品及进行试验破坏后的样本,制造厂应予调换。经检验拒收产品,可由制造厂重新分类修整后,再提交验收。表5检验抽样方案
不合格分类
标志、包装、运输与贮存
7.1标志
7.1.1产品标志
检验项目
剪切性能
基本尺寸
装配性能
接收质量限(AQL)
检查水平(IL)
在产品上应有固定清晰的产品标志。标志内容包括产品的规格和制造厂商的名称或商标。7.1.2包装标志
应按GB/T5305的规定进行。
7.2包装、运输与贮存
按GB/T5305的规定进行。
rKaeerKca-
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:J47
中华人民共和国轻工行业标准
QB/T5375-2019
手用金属剪
Hand cuttingmetal shears
2019-08-02发布
2020-01-01实施
中华人民共和国工业和信息化部发布
-rKaeerKa-
本标准按照GB/T1.1-2009给出的规则起草。本标准由中国轻工业联合会提出。QB/T5375-2019
本标准由全国五金制品标准化技术委员会工具五金分技术委员会(SAC/TC174/SC2)归口。本标准由江苏金鹿集团有限公司、揭阳市鹰之印精密工具有限公司、张家港市天新工具制造有限公司负责起草,杭州巨星科技股份有限公司、江苏宏宝工具有限公司、浙江亿洋工具制造有限公司、文登威力工具集团有限公司、海联锯业科技有限公司、徐州金虎工具制造有限公司、宁波长城精工实业有限公司、上海市工具工业研究所参加起草。本标准主要起草人:王春、林众伟、严萍、周阿龙、王伟毅、王竹明、杨春炜、瀚家平、季胜华、徐冰、陈立海、吴祖训。
本标准为首次发布。
KacerKAca-
1范围
手用金属剪
QB/T5375-2019
本标准规定了手用金属剪的产品分类、要求、试验方法、检验规则和标志、包装、运输与贮存。本标准适用于剪切金属薄板的手用金属剪,亦称“航空剪”。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T230.1金属洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)
优质碳素结构钢
GB/T699
GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T4340.1金属材料维氏硬度试验第1部分:试验方法5手工具包装、标志、运输与贮存GB/T5305
GB/T11253碳素结构钢冷轧薄钢板及钢带YY0331脱脂棉纱布、脱脂棉粘胶混纺纱布的性能要求和试验方法3产品分类
3.1产品型式
3.1.1手用金属剪各部位的名称如图1所示。注:本标准图示仅为示例,并不影响对产品的设计。1
1一刀头:2一刀头螺栓:3-锁扣:4金属手柄。图1手用金属剪各部位名称
3.1.2手用金属剪按其结构分为普通型(代号P),重型(代号Z),轻型(代号Q):按其剪切分料方向可分为左切(代号L),直切(代号S),右切(代号R):按其刀头形状可分为长嘴形(代号C),短嘴形(代号D),如图2图4所示。注:本标准图示仅为示例,并不影响对产品的设计。1
-KaeerKAca-
QB/T5375-2019
a)普通型左切手用金属剪(PL)b)普通型直切手用金属剪(PS)c)普通型右切手用金属剪(PR)d)普通型长嘴直切手用金属剪(PCS)e)普通型短嘴直切手用金属剪(PDS)图2
普通型手用金属剪
rKaeerkca-
重型左切手用金属剪(ZL)
b)重型直切手用金属剪(ZS)
重型右切手用金属剪(ZR)
重型手用金属剪
nKaerkAca-
QB/T5375-2019
QB/T5375-2019
3.2产品标记
a)轻型左切手用金属剪(QL)
b)轻型直切手用金属剪(QS)
c)轻型右切手用金属剪(QR)
轻型手用金属剪
手用金属剪产品标记由产品名称、标准编号、规格和型式代号组成。手用金属剪
QB/T5375
型式代号(见3.1)
规格,单位为毫米(mm)
标准编号
产品名称
示例1:规格为250mm,普通型左切手用金属剪,标记为:手用金属剪QB/T5375-250PL示例2:规格为250mm,重型直切手用金属剪,标记为:手用金属剪QB/T5375一250ZS示例3:规格为250mm,轻型右切手用金属剪,标记为:手用金属剪QB/T5375一250QR4
rrKaeerKAca-
4要求
4.1基本尺寸
4.1.1普通型手用金属剪的基本尺寸应符合表1的规定,如图5所示表普通型手用金属剪的基本尺寸总长工
普通型短嘴手用金属
普通型手用金属剪
普通型长嘴手用金属
4.1.2重型手用金属剪的差本尺
基本尺寸
极限确差
应符合表2的规定,
刃口最小
图5所示
表2重型手用金属剪的基本尺寸
总长7
美本尺寸
极限偏差
轻型手用金属剪的基本尺寸应符4.13
刃口最小长度
手柄最大开合
5所示。
表3轻型手用金属剪的基本尺寸
本尺寸
极限偏差
另口最小长度
手用金属剪尺寸示意图
-rrKaeerKca-
大开合宽力
QB/T5375-2019
单位为毫米
锁扣锁止后
柄部宽
单位为毫米
锁扣锁止后柄部宽
单位为毫米
扣锁止后柄部宽
QB/T5375-2019
4.2材料
手用金属剪的刀头和金属手机
同等以上性能的材料制造
4.3外观
4.3.1手用金属剪零
零部件经
4.3.2手用金属剪
的刀头
4.3.3手用金属剪
3/T699规定日
应有裂纹和影响外观的
面处理后色泽应均
片或双
在手力
握紧手
手用金属剪
在锁扣锁止的情
手用金属剪
4.4、装配性能
4.4.1手用金属剪各部件
的情况
况下,
应连接牢
齿纹状办口
结构钢,或能够达到本标准要求的显伤痕、毛机
有影响外观的班
锈蚀等
缺陷。
客等缺陷。
刃长度
纹在整个有效
上分布应均匀。
顶端处
力头的刃
尖不应
下应有肉眼可见缝限。
有外露现象
4.4.2金属手柄应配有弹性装置,手柄放松后刀头应能回
夏至张开肤态
羽合后应能将刀头锁止:锁扣开启后刀头部位开合应4.4.3金属手柄应配有锁扣(即保锁扣闭
险扣):
轻松灵活,不应有卡顿现象
4.5硬度
4.5.1手用金属剪的刀头硬度不应低于40HR4.5.2手用金属剪的刃口
更度不应低手600HV
4.5.3手用金属剪的力头螺栓硬度不应低于30HRC4.6剪切性能
4.6.1金属剪切
4.6.1.1载荷剪切
手用金属剪应按表4的规定进行载荷剪切试验。剪切时,内和刃口打滑的
应有钢带卡阻在两刃门
不应有期刃、卷刃、世坑和明显磨损现象;剪切后手用金属剪的刃口4
普通型短嘴手用金属
普通型手用金属剪
普通型长嘴手用金
重型手用金属剪
轻型手用金属剪
试材为符合GB/T
1253规
4.6.1.2窄条剪切
规格/mm
载荷剪切试验
的缺陷。
影响使用功能的
剪切载荷/N
手用金属剪应能用手力剪切GB/11253规定的厚度为0.5mm的Q195钢带,剪切时,不应有钢带卡
阻在两刃口内和刃口打滑的现象,剪切后手用金使用功能的缺陷。
卷力、凹坑和明显磨损等影响wwW.bzxz.Net
不应有崩刃,
4.6.2纱布剪切
手用金属剪在进行金属剪切试验后应进行纱布剪切试验。手用金属剪应能剪切YY0331规定的类型为22的单层脱脂棉纱布[每100mm经纱线数为(120士6)根],剪切后被剪纱布不应相连。6
-rrKaeerKAca-
5试验方法
5.1基本尺寸
基本尺寸采用通用量具检验。
5.2材料
材料由供应商提供相关材料的质量保证书,有争议时按相应标准检验。5.3外观
外观用手感和目测检验。
5.4装配性能
装配性能用手感和目测检验。
5.5硬度
5.5.1手用金属剪刀头的硬度按GB/T230.1的规定,在刀头基体上进行。QB/T5375-2019
5.5.2手用金属剪刃口硬度按GB/T4340.1的规定,在距刃口3mm范围内检验,如图6所示。5.5.3手用金属剪刀头螺栓的硬度按GB/T230.1的规定,在螺栓端面处检验。A
刃口硬度测试区域
图6刃口硬度检验
5.6剪切性能
5.6.1金属剪切
5.6.1.1载荷剪切
载荷剪切试验如图7所示。将表4规定的试材放置于刃口根部,在距刀头螺栓中心140mm手柄处加载,进行全刃口剪切,每次剪切间隔为10mm,连续剪切3次,取最大剪切载荷为最终测试数值。剪切后用目测检验。
剪切试材
5.6.1.2窄条剪切
图7载荷剪切
测力传感器
下手柄固定
将规定的试材放置于刃口根部,用手力全刃口剪切3次,每次剪切间隔为1.2mm~2.0mm。剪切后用目测和手感检验。
5.6.2纱布剪切
将规定的试材放置于刃口根部,用手力全刃口剪切3次。剪切后用目测检验。7
rrKaeerKAca-
QB/T5375-2019
6检验规则
6.1产品应经检验合格并附有产品合格证方能出厂。6.2产品的检验应按GB/T2828.1规定的一次抽样方案逐项进行。产品检验的不合格分类、检验项目、接收质量限(AQL)和检验水平按表5的规定。6.3
产品检验中发现的不合格品及进行试验破坏后的样本,制造厂应予调换。经检验拒收产品,可由制造厂重新分类修整后,再提交验收。表5检验抽样方案
不合格分类
标志、包装、运输与贮存
7.1标志
7.1.1产品标志
检验项目
剪切性能
基本尺寸
装配性能
接收质量限(AQL)
检查水平(IL)
在产品上应有固定清晰的产品标志。标志内容包括产品的规格和制造厂商的名称或商标。7.1.2包装标志
应按GB/T5305的规定进行。
7.2包装、运输与贮存
按GB/T5305的规定进行。
rKaeerKca-
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。