QB/T 5373-2019
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 5373-2019.Clamps type F.
4.2.2经发黑处理或其他化合物生成处理的F型夹,其表面应色泽均匀,不应有明显的斑点及露底现象,且有一层防锈保护涂层。
4.2.3 F 型夹不应有裂缝。毛 刺及明显的伤痕、氧化皮等影响使用性能的缺陷。
4.2.4 F型夹夹持面应平整。
4.3装配性能
移动臂在导轨体上全行和移动应灵活,且不应自行脱出:非夹持状态下,浮动玉脚应能在各个方向灵活转动:螺杆转动应灵活。
4.4螺杆中心偏移量
螺杆中心相对导轨体、固定夹特面的中心偏移量δ不应大于2.5|mm.
4.5 硬度
L型、J型的“下型夹"导轨体的硬度应为35 HRC~50 HRC,移动臂的硬度应为28 HRC- - 35 HRC。
4.6强度
4.6.1 L型、J型的“F型夹”在承受表3中规定的最小试马夹紧力F后,不应出现裂纹、断裂以及其他影响使用功能的快陷,并且导轨本的加载变形量和永久变形量应符合表3的规定。
4.6.21型的“F型夹” 在承受表4中规定的最小试验夹紧力F后,不应出现裂纹、断裂以及其他影响使用功能的缺陷。
5.6.2 I型的“F型夹"强度试验
I型的F型夹强度试验步骤如下:
a)将F型夹置于 强度试验装置的虎钳上、导轨体竖直并夹紧牢固。调节螺杆至底部位置:
b)下滑移动臂 使夹持距离1符合表4的要求;
c)缓慢施加试验夹紧力, 加载到表4规定的最小试验夹紧力F并保持30 s。
6检验规则
6.1 产品应经检验合格后方可出厂,并附有产品合格证。
6.2产品的检验按GB/T 2828.1规定的二次抽样方案逐项进行。
6.3样本可 由相同规格的F型夹组成,也可由成套产品中不同规格的F型夹组成。
6.4交收检验的不合格分类、 检验项目、接收质量限(AQL)和检验水平按表5的规定。
6.5 对交收检验中发现的不合格品及进行破坏试验后的样本,制造厂应予调换。
6.6经检验拒收的产品, 可由制造厂重新分类或修整后,再提交验收。
4.2.2经发黑处理或其他化合物生成处理的F型夹,其表面应色泽均匀,不应有明显的斑点及露底现象,且有一层防锈保护涂层。
4.2.3 F 型夹不应有裂缝。毛 刺及明显的伤痕、氧化皮等影响使用性能的缺陷。
4.2.4 F型夹夹持面应平整。
4.3装配性能
移动臂在导轨体上全行和移动应灵活,且不应自行脱出:非夹持状态下,浮动玉脚应能在各个方向灵活转动:螺杆转动应灵活。
4.4螺杆中心偏移量
螺杆中心相对导轨体、固定夹特面的中心偏移量δ不应大于2.5|mm.
4.5 硬度
L型、J型的“下型夹"导轨体的硬度应为35 HRC~50 HRC,移动臂的硬度应为28 HRC- - 35 HRC。
4.6强度
4.6.1 L型、J型的“F型夹”在承受表3中规定的最小试马夹紧力F后,不应出现裂纹、断裂以及其他影响使用功能的快陷,并且导轨本的加载变形量和永久变形量应符合表3的规定。
4.6.21型的“F型夹” 在承受表4中规定的最小试验夹紧力F后,不应出现裂纹、断裂以及其他影响使用功能的缺陷。
5.6.2 I型的“F型夹"强度试验
I型的F型夹强度试验步骤如下:
a)将F型夹置于 强度试验装置的虎钳上、导轨体竖直并夹紧牢固。调节螺杆至底部位置:
b)下滑移动臂 使夹持距离1符合表4的要求;
c)缓慢施加试验夹紧力, 加载到表4规定的最小试验夹紧力F并保持30 s。
6检验规则
6.1 产品应经检验合格后方可出厂,并附有产品合格证。
6.2产品的检验按GB/T 2828.1规定的二次抽样方案逐项进行。
6.3样本可 由相同规格的F型夹组成,也可由成套产品中不同规格的F型夹组成。
6.4交收检验的不合格分类、 检验项目、接收质量限(AQL)和检验水平按表5的规定。
6.5 对交收检验中发现的不合格品及进行破坏试验后的样本,制造厂应予调换。
6.6经检验拒收的产品, 可由制造厂重新分类或修整后,再提交验收。
标准图片预览
标准内容
ICS25.140.30
分类号:J47
中华人民共和国轻工行业标准
QB/T5373-2019
F型夹
ClampstypeF
2019-08-02发布
中华人民共和国工业和信息化部rrkaeerkca-
2020-01-01实施
本标准按照GB/T1.1-2009给出的规则起草。本标准由中国轻工业联合会提出。QB/T5373-2019
本标准由全国五金制品标准化技术委员会工具五金分技术委员会(SAC/TC174/SC2)归口。本标准由文登威力工具集团有限公司、杭州巨星科技股份有限公司、莱州鸿源台钳制造有限公司负责起草,徐州金虎工具制造有限公司、宁波长城精工实业有限公司、浙江亿洋工具制造有限公司、招远市宏润机具制造有限公司、莱茵技术(上海)有限公司、浙江光辉工具有限公司、上海市工具工业研究所参加起草。
本标准主要起草人:瀚家平、周阿龙、王伟毅、王涛、刘仲华、徐冰、陈立海、杨春炜、董鲲、沈强、李光辉、吴祖训。
本标准为首次发布。
rrKaeeiKAca-
1范围
F型夹
QB/T5373—2019
本标准规定了F型夹的产品分类、要求、试验方法、检验规则和标志、包装、运输与贮存。本标准适用于调节螺旋结构以夹持木材、金属等工件的F型夹2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T230.1金属材料洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)
GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T5305手工具包装、标志、运输与贮存3产品分类
3.1型式
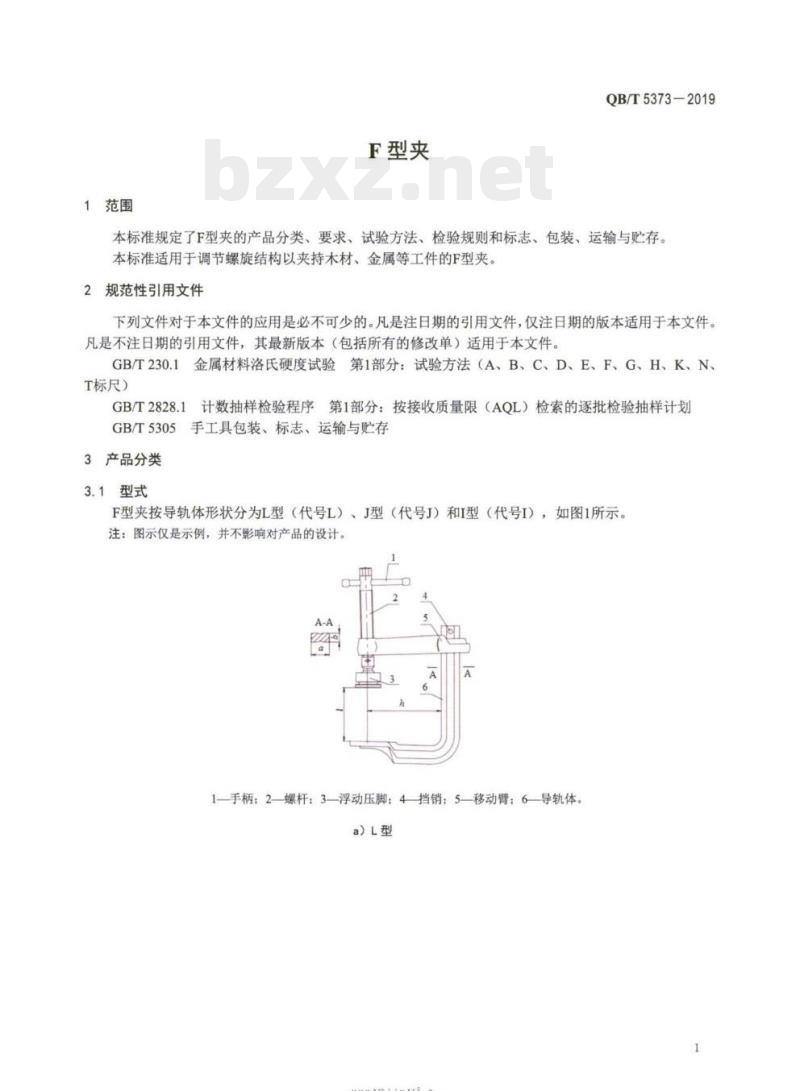
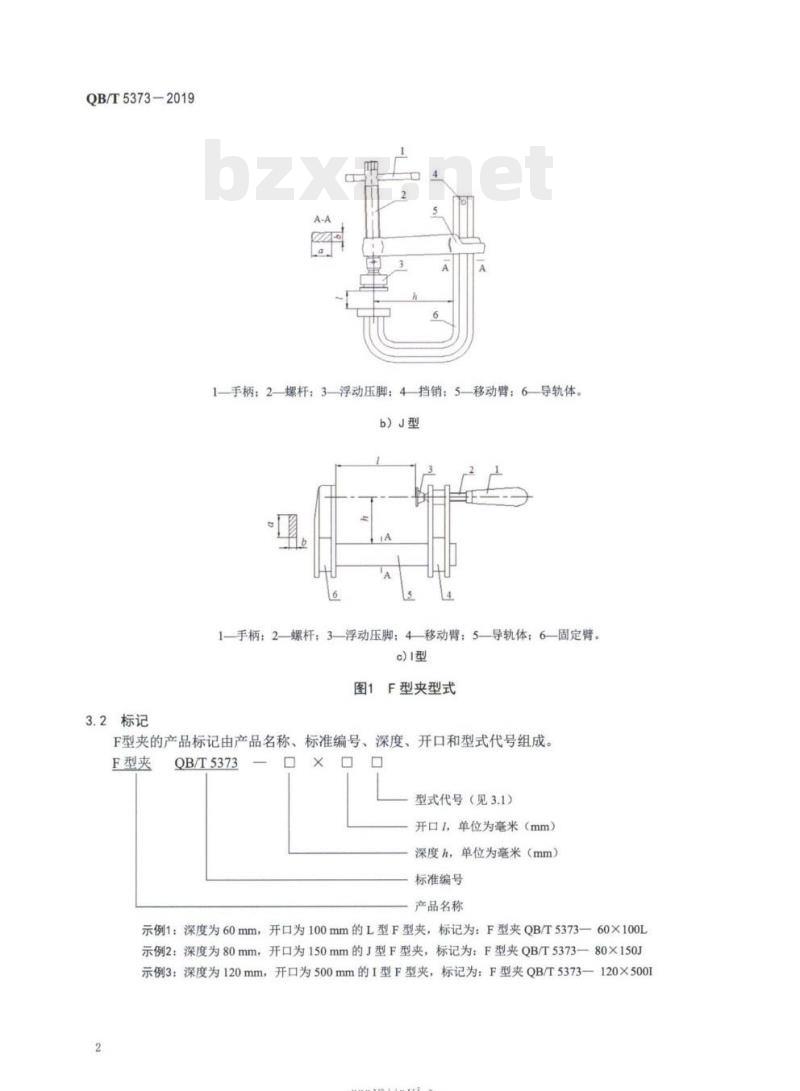
F型夹按导轨体形状分为L型(代号L)、J型(代号J)和I型(代号I),如图1所示。注:图示仅是示例,并不影响对产品的设计。A-A
1手柄:2-螺杆:3浮动压脚:4挡销:5-移动臂:6导轨体a)L型
-KaeerKAca-
QB/T5373-2019
3.2标记
1-手柄;2-螺杆:3浮动压脚:4挡销:5移动臂:6-导轨体。b)J型
1手柄:2—螺杆:3浮动压脚;4移动臂:5导轨体:6固定臂。c)I型
图1F型夹型式
F型夹的产品标记由产品名称、标准编号、深度、开口和型式代号组成。E型夹
QB/T5373
型式代号(见3.1)
开口1,单位为毫米(mm)
深度h,单位为毫米(mm)
标准编号
产品名称
示例1:深度为60mm,开口为100mm的L型F型夹,标记为:F型夹QB/T5373一60×100L示例2:深度为80mm,开口为150mm的J型F型夹,标记为:F型夹QB/T5373一80×150J示例3:深度为120mm,开口为500mm的1型F型夹,标记为:F型夹QB/T5373一120×500I2
rrKaeerKAca-
4要求
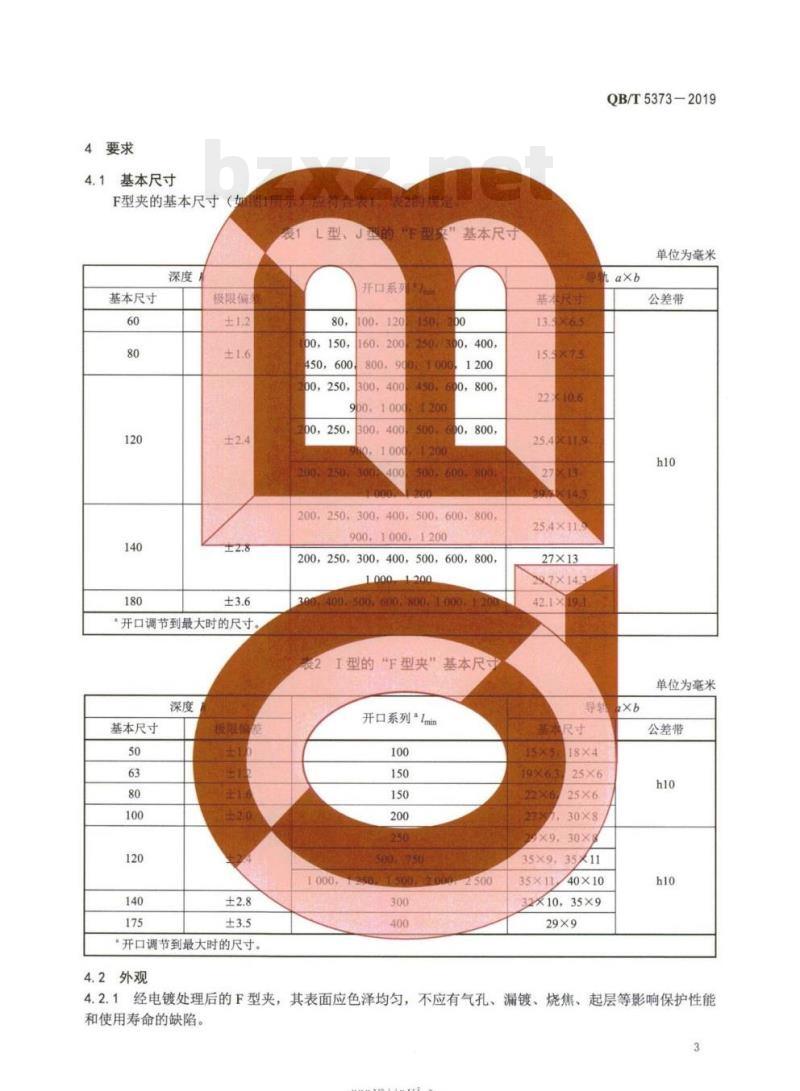
4.1基本尺寸
图1所示)应符合表上
F型夹的基本尺寸
的趣定
表1L型、J型的性型
基本尺寸
极限偏
“开口调节到最大时的尺寸
基本尺寸
极限信
“开口调节到最大时的尺寸免费标准下载网bzxz
4.2外观
开口系列
100,120
00,150,
450,600
00,250,
300400
9001000
00,250,
300,400
基本尺寸
00,400
00,800,
00,800,
s00.600,800
200,250,300,400,500,600,800
900,1000.1200
200,250,300,400,500,600,800,1000
90.500.600.800.1000,
I型的“F型夹”基本尺
开口系列*1m
287X14
QB/T5373—2019
单位为毫米
公差带
x9,30x
35×9,3511
35×1/40×10
32×10,35×9
单位为毫米
公差带
经电镀处理后的F型夹,其表面应色泽均匀,不应有气孔、漏镀、烧焦、起层等影响保护性能4.2.1
和使用寿命的缺陷。
-KaeerKAca-
QB/T5373-2019
4.2.2经发黑处理或其他化合物生成处理的F型夹,其表面应色泽均匀,不应有明显的斑点及露底现象,且有一层防锈保护涂层。
4.2.3F型夹不应有裂缝
4.2.4F型夹夹持面应
4.3装配性能
毛刺及明显的伤痕、
皮等影响使用性能自
移动臂在导轨体上全行移动应灵活,且不应自行脱出非夹持状态灵活转动螺杆转动应灵活
4.4螺杆中心偏移量
螺杆中心相对导轨体、
4.5硬度
L型、J型的“型夹”
4.6强度
固定夹持面的中心偏移通3不应大于2.5mm导轨体的
硬度应为35HR
快陷。
浮动压脚应能在各个方向
50HRC,移动臂的硬度应为28HRC~35HRC。受表3中规定的最小试验夹紧力F后,不应出现4.6.1L型、J型的“F型来”在承裂纹、断裂以及其
他影响使用功能的缺陷,
并且导轨
本的加载变形量和永久变
形量应符合表3的规定
中规定的最小试验夹紧
4.6.2型的“F型夹”在承受表
使用功能的缺陷。
轨axh
/(mmXmm)
13.5×6.5
15.5×7.5
22×10
29.7X14.3
27×13
最小试验夹聚力十
加载变形量
表4型的F型夹”强度
(mm×mm)
rrKaeerKAca-
不应出现裂纹、
爽紧力
断裂以及其他影响
夹持距离1
夹持距离1
深度h
5试验方法
5.1基本尺寸
基本尺寸用通用量具检验。
5.2外观
外观用目测和手感检验。
5.3装配性能
装配性能用手感检验。
5.4螺杆中心偏移量
导轨axb
/(mm×mm)
35×11
40×10
32×10
32×10
40×10
表4(续)
最小试验夹紧力F
QB/T5373-2019
夹持距离1
导轨处于垂直地面位置,螺杆分别处于其全长的底部、中部和项部位置,下滑移动臂使浮动压脚直接压在固定夹持面,锁紧:用游标卡尺分别测量固定夹持面(沿中心线方向,如图2所示)与浮动压脚左边缘和右边缘的距离:螺杆中心偏移量S按公式(1)计算。8=
式中:
左-诺
螺杆中心偏移量,单位为毫米(mm);8
左左偏移距离,单位为毫米(mm):l有右偏移距离,单位为毫米(mm)。nKaeerkca-
QB/T5373-2019
5.5硬度
硬度按GB/T230.1的规定检验。
5.6强度
螺杆中心偏移量示意图
5.6.1L型、J型的“F型夹”强度试验试验装置如图3所示,试验步骤如下:a)
将F型螺旋夹置于强度试验装置的虎钳上、导轨体竖直并夹紧牢固。调节螺杆至底部位置:下滑移动臂使夹持距离1符合表3的要求;施加预紧力,预紧力值为表3规定的最小试验夹紧力F的20%:将杠杆百分表(预置一圈的压缩量)的表杆触头垂直于导轨杆,且在移动臂下10mm处;缓慢施加试验夹紧力,加载到表3规定的最小试验夹紧力F并保持30s读取百分表的读数,即为加载变形量。然后缓慢卸载至施加的预紧力,读取百分表读数,该值与加载变形量之差,即为永久变形量。
1—百分表;2一压力显示器;3一压感仪:4专用虎钳。图3强度试验示意图
rkaeerkAca-
5.6.2I型的“F型夹”强度试验
I型的F型夹强度试验步骤如下:QB/T5373-2019
将F型夹置于强度试验装置的虎钳上、导轨体竖直并夹紧牢固。调节螺杆至底部位置:b)
下滑移动臂使夹持距离1符合表4的要求;缓慢施加试验夹紧力,加载到表4规定的最小试验夹紧力F并保持30s。6检验规则
6.1产品应经检验合格后方可出厂,并附有产品合格证。6.2产品的检验按GB/T2828.1规定的二次抽样方案逐项进行。6.3样本可由相同规格的F型夹组成,也可由成套产品中不同规格的F型夹组成。6.4交收检验的不合格分类、检验项目、接收质量限(AQL)和检验水平按表5的规定。6.5对交收检验中发现的不合格品及进行破坏试验后的样本,制造厂应予调换。6.6经检验拒收的产品,可由制造厂重新分类或修整后,再提交验收。表5不合格分类、检验项目、接收质量限(AQL)和检验水平序号
不合格分类
7标志、包装、运输与购存
7.1产品标志
检验项目
基本尺寸
螺杆中心偏移量
装配性能
接受质量限(AQL)
检验水平
在F型夹产品上应有固定明晰的产品标志。标志内容包括产品的规格和制造厂商的名称或商标。7.2产品的包装、包装标志、运输与存按GB/T5305的规定进行。
rKaeerKca-
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:J47
中华人民共和国轻工行业标准
QB/T5373-2019
F型夹
ClampstypeF
2019-08-02发布
中华人民共和国工业和信息化部rrkaeerkca-
2020-01-01实施
本标准按照GB/T1.1-2009给出的规则起草。本标准由中国轻工业联合会提出。QB/T5373-2019
本标准由全国五金制品标准化技术委员会工具五金分技术委员会(SAC/TC174/SC2)归口。本标准由文登威力工具集团有限公司、杭州巨星科技股份有限公司、莱州鸿源台钳制造有限公司负责起草,徐州金虎工具制造有限公司、宁波长城精工实业有限公司、浙江亿洋工具制造有限公司、招远市宏润机具制造有限公司、莱茵技术(上海)有限公司、浙江光辉工具有限公司、上海市工具工业研究所参加起草。
本标准主要起草人:瀚家平、周阿龙、王伟毅、王涛、刘仲华、徐冰、陈立海、杨春炜、董鲲、沈强、李光辉、吴祖训。
本标准为首次发布。
rrKaeeiKAca-
1范围
F型夹
QB/T5373—2019
本标准规定了F型夹的产品分类、要求、试验方法、检验规则和标志、包装、运输与贮存。本标准适用于调节螺旋结构以夹持木材、金属等工件的F型夹2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T230.1金属材料洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)
GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T5305手工具包装、标志、运输与贮存3产品分类
3.1型式
F型夹按导轨体形状分为L型(代号L)、J型(代号J)和I型(代号I),如图1所示。注:图示仅是示例,并不影响对产品的设计。A-A
1手柄:2-螺杆:3浮动压脚:4挡销:5-移动臂:6导轨体a)L型
-KaeerKAca-
QB/T5373-2019
3.2标记
1-手柄;2-螺杆:3浮动压脚:4挡销:5移动臂:6-导轨体。b)J型
1手柄:2—螺杆:3浮动压脚;4移动臂:5导轨体:6固定臂。c)I型
图1F型夹型式
F型夹的产品标记由产品名称、标准编号、深度、开口和型式代号组成。E型夹
QB/T5373
型式代号(见3.1)
开口1,单位为毫米(mm)
深度h,单位为毫米(mm)
标准编号
产品名称
示例1:深度为60mm,开口为100mm的L型F型夹,标记为:F型夹QB/T5373一60×100L示例2:深度为80mm,开口为150mm的J型F型夹,标记为:F型夹QB/T5373一80×150J示例3:深度为120mm,开口为500mm的1型F型夹,标记为:F型夹QB/T5373一120×500I2
rrKaeerKAca-
4要求
4.1基本尺寸
图1所示)应符合表上
F型夹的基本尺寸
的趣定
表1L型、J型的性型
基本尺寸
极限偏
“开口调节到最大时的尺寸
基本尺寸
极限信
“开口调节到最大时的尺寸免费标准下载网bzxz
4.2外观
开口系列
100,120
00,150,
450,600
00,250,
300400
9001000
00,250,
300,400
基本尺寸
00,400
00,800,
00,800,
s00.600,800
200,250,300,400,500,600,800
900,1000.1200
200,250,300,400,500,600,800,1000
90.500.600.800.1000,
I型的“F型夹”基本尺
开口系列*1m
287X14
QB/T5373—2019
单位为毫米
公差带
x9,30x
35×9,3511
35×1/40×10
32×10,35×9
单位为毫米
公差带
经电镀处理后的F型夹,其表面应色泽均匀,不应有气孔、漏镀、烧焦、起层等影响保护性能4.2.1
和使用寿命的缺陷。
-KaeerKAca-
QB/T5373-2019
4.2.2经发黑处理或其他化合物生成处理的F型夹,其表面应色泽均匀,不应有明显的斑点及露底现象,且有一层防锈保护涂层。
4.2.3F型夹不应有裂缝
4.2.4F型夹夹持面应
4.3装配性能
毛刺及明显的伤痕、
皮等影响使用性能自
移动臂在导轨体上全行移动应灵活,且不应自行脱出非夹持状态灵活转动螺杆转动应灵活
4.4螺杆中心偏移量
螺杆中心相对导轨体、
4.5硬度
L型、J型的“型夹”
4.6强度
固定夹持面的中心偏移通3不应大于2.5mm导轨体的
硬度应为35HR
快陷。
浮动压脚应能在各个方向
50HRC,移动臂的硬度应为28HRC~35HRC。受表3中规定的最小试验夹紧力F后,不应出现4.6.1L型、J型的“F型来”在承裂纹、断裂以及其
他影响使用功能的缺陷,
并且导轨
本的加载变形量和永久变
形量应符合表3的规定
中规定的最小试验夹紧
4.6.2型的“F型夹”在承受表
使用功能的缺陷。
轨axh
/(mmXmm)
13.5×6.5
15.5×7.5
22×10
29.7X14.3
27×13
最小试验夹聚力十
加载变形量
表4型的F型夹”强度
(mm×mm)
rrKaeerKAca-
不应出现裂纹、
爽紧力
断裂以及其他影响
夹持距离1
夹持距离1
深度h
5试验方法
5.1基本尺寸
基本尺寸用通用量具检验。
5.2外观
外观用目测和手感检验。
5.3装配性能
装配性能用手感检验。
5.4螺杆中心偏移量
导轨axb
/(mm×mm)
35×11
40×10
32×10
32×10
40×10
表4(续)
最小试验夹紧力F
QB/T5373-2019
夹持距离1
导轨处于垂直地面位置,螺杆分别处于其全长的底部、中部和项部位置,下滑移动臂使浮动压脚直接压在固定夹持面,锁紧:用游标卡尺分别测量固定夹持面(沿中心线方向,如图2所示)与浮动压脚左边缘和右边缘的距离:螺杆中心偏移量S按公式(1)计算。8=
式中:
左-诺
螺杆中心偏移量,单位为毫米(mm);8
左左偏移距离,单位为毫米(mm):l有右偏移距离,单位为毫米(mm)。nKaeerkca-
QB/T5373-2019
5.5硬度
硬度按GB/T230.1的规定检验。
5.6强度
螺杆中心偏移量示意图
5.6.1L型、J型的“F型夹”强度试验试验装置如图3所示,试验步骤如下:a)
将F型螺旋夹置于强度试验装置的虎钳上、导轨体竖直并夹紧牢固。调节螺杆至底部位置:下滑移动臂使夹持距离1符合表3的要求;施加预紧力,预紧力值为表3规定的最小试验夹紧力F的20%:将杠杆百分表(预置一圈的压缩量)的表杆触头垂直于导轨杆,且在移动臂下10mm处;缓慢施加试验夹紧力,加载到表3规定的最小试验夹紧力F并保持30s读取百分表的读数,即为加载变形量。然后缓慢卸载至施加的预紧力,读取百分表读数,该值与加载变形量之差,即为永久变形量。
1—百分表;2一压力显示器;3一压感仪:4专用虎钳。图3强度试验示意图
rkaeerkAca-
5.6.2I型的“F型夹”强度试验
I型的F型夹强度试验步骤如下:QB/T5373-2019
将F型夹置于强度试验装置的虎钳上、导轨体竖直并夹紧牢固。调节螺杆至底部位置:b)
下滑移动臂使夹持距离1符合表4的要求;缓慢施加试验夹紧力,加载到表4规定的最小试验夹紧力F并保持30s。6检验规则
6.1产品应经检验合格后方可出厂,并附有产品合格证。6.2产品的检验按GB/T2828.1规定的二次抽样方案逐项进行。6.3样本可由相同规格的F型夹组成,也可由成套产品中不同规格的F型夹组成。6.4交收检验的不合格分类、检验项目、接收质量限(AQL)和检验水平按表5的规定。6.5对交收检验中发现的不合格品及进行破坏试验后的样本,制造厂应予调换。6.6经检验拒收的产品,可由制造厂重新分类或修整后,再提交验收。表5不合格分类、检验项目、接收质量限(AQL)和检验水平序号
不合格分类
7标志、包装、运输与购存
7.1产品标志
检验项目
基本尺寸
螺杆中心偏移量
装配性能
接受质量限(AQL)
检验水平
在F型夹产品上应有固定明晰的产品标志。标志内容包括产品的规格和制造厂商的名称或商标。7.2产品的包装、包装标志、运输与存按GB/T5305的规定进行。
rKaeerKca-
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。