QB/T 2167-2019
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 2167-2019.Violin.
1范围
QB/T 2167规定了弦鸣乐器小提琴产品的分类及主要部位名称、要求、主要原材料、废旧乐器回收利用、试验方法、检验规则及标志、包装、运输、贮存。
QB/T 2167适用于4/4、3/4、 1/2、 1/4规格的小提琴。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2828.1- 2012计数抽样检验程序 第1部分: 按接收质量限(AQL) 检索的逐批检验抽样计划
GB/T 2829- 2002 周期检验计数抽样程序及表(适用于对生产过程稳定性的检验)
GB/T 3451- 1982标准调音 频率
GB/T 28489- 2012乐器有 害物质限量
GB/T31109- 2014乐器声学 品质评价方法
GBT 31731- 2015废旧乐 器回收利用通用技术规范
3分类及 主要部位名称
3.1 根据产品的声学品质、主要原材料、外观及工艺分为高级品、中级品、普及品。
3.2小提琴主要部位名称参见附录A中图A.1。
4要求
4.1 声学品质
4.1.1律制
采用十二平均律。
4.1.2标准音
小字- -组a音应为440 Hz。
4.1.3定弦音高
定弦音高应为g、d'. a'. e子,见图B.1.
4.1.4 音质
应符合表1的规定。
1范围
QB/T 2167规定了弦鸣乐器小提琴产品的分类及主要部位名称、要求、主要原材料、废旧乐器回收利用、试验方法、检验规则及标志、包装、运输、贮存。
QB/T 2167适用于4/4、3/4、 1/2、 1/4规格的小提琴。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2828.1- 2012计数抽样检验程序 第1部分: 按接收质量限(AQL) 检索的逐批检验抽样计划
GB/T 2829- 2002 周期检验计数抽样程序及表(适用于对生产过程稳定性的检验)
GB/T 3451- 1982标准调音 频率
GB/T 28489- 2012乐器有 害物质限量
GB/T31109- 2014乐器声学 品质评价方法
GBT 31731- 2015废旧乐 器回收利用通用技术规范
3分类及 主要部位名称
3.1 根据产品的声学品质、主要原材料、外观及工艺分为高级品、中级品、普及品。
3.2小提琴主要部位名称参见附录A中图A.1。
4要求
4.1 声学品质
4.1.1律制
采用十二平均律。
4.1.2标准音
小字- -组a音应为440 Hz。
4.1.3定弦音高
定弦音高应为g、d'. a'. e子,见图B.1.
4.1.4 音质
应符合表1的规定。
标准图片预览
标准内容
ICS97.200.20
分类号:Y58
中华人民共和国轻工行业标准
QB/T2167-2019
代替QB/T2167-2013
小提琴
Violin
2019-08-02发布
中华人民共和国工业和信息化部rrkaeerkca-
2020-01-01实施
本标准按照GB/T1.1一2009给出的规定起草。本标准是对QB/T2167—2013《小提琴》的修订。本标准与QB/T2167一2013相比,除做编辑性修改外,主要技术变化如下:增加了1/4小提琴的规格及要求,见4.2;修改了尺寸及允许公差的表述方式,见表2~表10;删除了主要原材料中受保护濒危树种的使用。本标准由中国轻工业联合会提出。本标准由全国乐器标准化技术委员会(SAC/TC371)归口。QB/T2167-2019
本标准起草单位:国家轻工业乐器质量监督检测中心(广州)、广东红棉乐器股份有限公司、广州珠江钢琴集团股份有限公司、江苏凤灵乐器文化产业有限公司。本标准主要起草人:龙洁勤、陈钊明、黄毅、何志强、肖巍、潘绮珊、陈建华、李书。本标准所代替标准的历次版本发布情况为:QB/T2167-1995;
QB/T2167-2003:
QB/T2167-2013。
-KaeerKAca-
1范围
小提琴
QB/T2167-2019
本标准规定了弦鸣乐器小提琴产品的分类及主要部位名称、要求、主要原材料、废旧乐器回收利用、试验方法、检验规则及标志、包装、运输、贮存。本标准适用于4/4、3/4、1/2、1/4规格的小提琴。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T2828.1一2012计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB/T2829-2002
周期检验计数抽样程序及表(适用于对生产过程稳定性的检验)GB/T3451-1982
标准调音频率
GB/T28489-2012
2乐器有害物质限量
GB/T31109-2014
乐器声学品质评价方法
GB/T31731-2015
分类及主要部位名称
废旧乐器回收利用通用技术规范3.1根据产品的声学品质、主要原材料、外观及工艺分为高级品、中级品、普及品。3.2小提琴主要部位名称参见附录A中图A.1。4要求
4.1声学品质
4.1.1律制
采用十二平均律。
4.1.2标准音
小字一组a音应为440Hz。
4.1.3定弦音高
定弦音高应为g、d'、al、e,见图B.1。4.1.4音质
应符合表1的规定。
高级品
中级品
普及品
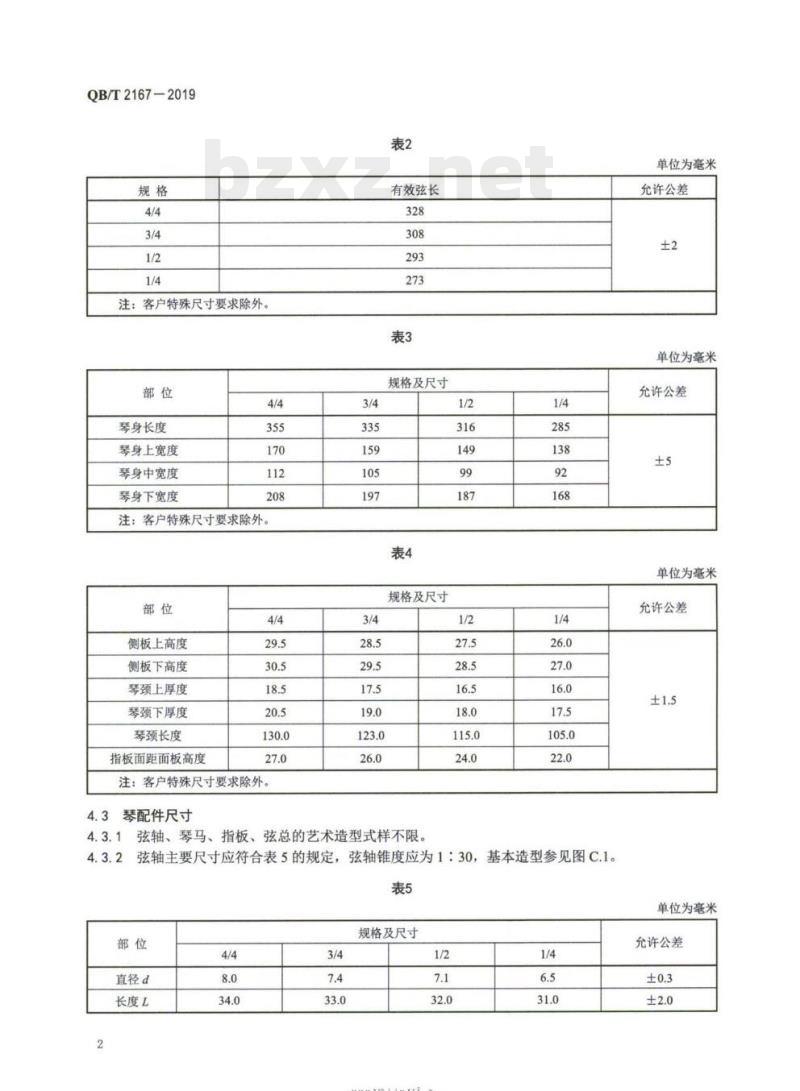
2琴体尺寸
应符合GB/T31109一2014表2中的优级应符合GB/T31109-2014表2中的良级应符合GB/T31109—2014表2中的中级琴体主要部位尺寸应符合表2、表3、表4的规定。1
-KaeerKAca-
QB/T2167-2019
注:客户特殊尺寸要求除外。
琴身长度
琴身上宽度
琴身中宽度
琴身下宽度
注:客户特殊尺寸要求除外。
侧板上高度
侧板下高度
琴颈上厚度
琴颈下厚度
琴颈长度
指板面距面板高度
注:客户特殊尺寸要求除外。
琴配件尺寸
有效弦长
规格及尺寸
规格及尺寸
弦轴、琴马、指板、
弦总的艺术造型式样不限。
弦轴锥度应为1:30,基本造型参见图C.1。弦轴主要尺寸应符合表5的规定,表5
直径d
长度L
规格及尺寸
-KacerKAca-
单位为毫米
允许公差
单位为毫米
允许公差
单位为毫米
允许公差
单位为毫米
允许公差
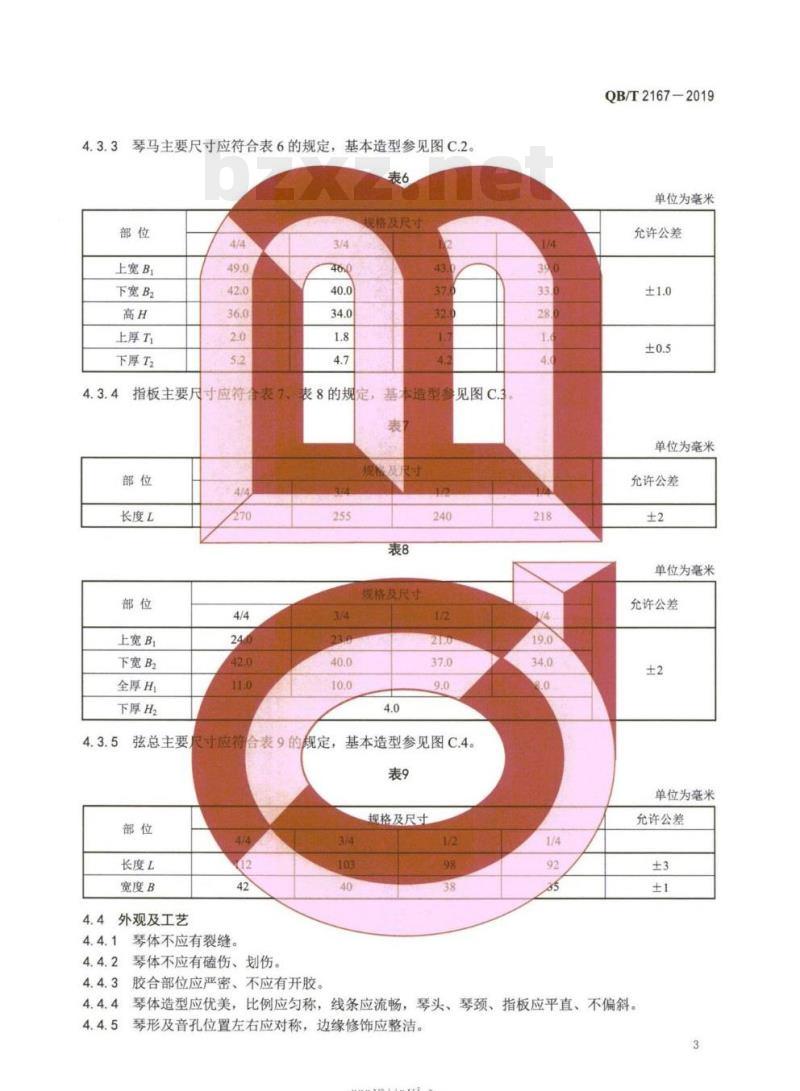
4.3.3琴马主要尺寸应符合表6的规定,基本造型参见图C.2.表
上宽B
下宽B2
下厚T2
4.3.4指板主要尺寸应符合表7、部位
长度L
上宽B
下宽B2
全厚H
下厚H2
规格及尺寸
表8的规定,
本造型修
规格及尺寸
4.3.5弦总主要尺寸应符合表9的规定,基本造型参见图C.4。表9
长度L
宽度B
外观及工艺
琴体不应有裂缝。
琴体不应有磕伤、划伤。
胶合部位应严密、不应有开胶。4.4.3
规格及尺寸
QB/T2167-2019
单位为毫米
允许公差
单位为毫米
充许公差
单位为毫米
允许公差
单位为毫米
允许公差
琴体造型应优美,比例应匀称,线条应流畅,琴头、琴颈、指板应平直、不偏斜。琴形及音孔位置左右应对称,边缘修饰应整洁。3
rrKaeerKAca-
QB/T2167-2019
4.4.6高、中级品油漆着色应匀净,色泽应自然,漆膜应透明,普及品油漆应均匀。4.4.7弦轴与轴孔的配合应严密
不应相互挤压。
4.4.8琴马脚与面板应
应适宜,转动应灵活
物合,四弦间匣应均等。零马、孩枕处10
规格及尺
琴马处一至四弦直线距离
弦枕处一至四弦直线距离
4.5乐器有害物质限量
应符合GB/T28489—2012中5.2、5.3的规定。5主要原材料
5.1琴体
面板采用云杉树种或机质料
木材均宜径切。各种木材的材质应符合表11的规定。表11
背板、侧板、琴头
5.2琴配件
纹理正直
疏密分布合理,年
不应有拖
解囊和补
有较好花
线、虫鲜
观等峡籍
不应有疤节、
脑朽及损害木材美
使用乌木、黄杨木,枣木、械大材,宜径切:弦总用械木树
废旧乐器回收利用
轴缠弦不应与槽底摩擦,弦槽内弦轴至四弦的直线
距离应符合表10规定。
单位为毫米
允许公差
中级品
疏密分布合理
为种或材质相似的其他树种,
普及品
理基本正直,疏密分布合
应有疤节、虫蛙、树雕和明
显的镶补
不应有疤节、虫
有一般花纹,
蛀、腐朽和较明显的黑线
成材质相似的其他硬质木材,
从的其他木材,也可用
按GB/T31731-2015第4章~第10章7
试验方法
7.1测试环境
除另有要求的项目外,全部测试应符合下述规定:温度:(23±2)℃;
相对湿度:(60±15)%。
rrKaeerKAca-
腐朽、虫蛙
不应有腐朽
虫蛀和严重的变
马用械木树种或材质相似的其他木特合国家环保要求的塑料或金属材料。7.2声学品质
7.2.1律制、标准音
用符合GB/T3451-1982要求的音准仪或频率计检查。7.2.2定弦音高
将各弦的音以标准音440Hz为基准,调至对应的定弦音高。7.2.3音质
按GB/T31109一2014中第4章~第7章中的规定。7.3琴体、琴配件尺寸
7.3.1尺寸用长度量具检查。
各尺寸的测量部位见表12。
有效弦长
琴身长度
琴身上宽度
琴身中宽度
琴身下宽度
侧板上高度
侧板下高度
琴颈上厚度
琴颈下厚度
琴颈长度
指板面距面板高度
琴马处一至四弦直线距离
弦枕处一至四弦直线距离
弦枕中心线至琴马顶端之间的距离按琴板中线量取,肩钮不计在内琴板上部最宽处
琴板中部最窄处
琴板下部最宽处
在琴颈木样处量取
在尾柱处量取
测量部位
QB/T2167—2019
距指板顶端4/4琴在20mm处、3/4琴在19mm处、1/2琴在18mm处、1/4琴在17mm处量取距指板顶端4/4琴在90mm处、3/4琴在85mm处、1/2琴在80mm处、1/4琴在75mm处量取面板项端至指板顶端距离
弦未张紧时,音孔内缺口连线中心点的垂直高与指板弧面纵向延长交点的距离将弦调至定弦音高后,在琴马处测量第一弦弦中心点至第四弦弦中心点将弦调至定弦音高后,在弦枕处测量第一弦弦中心点至第四弦弦中心点7.3.3琴配件尺寸的测量部位参见图C.1、图C.2、图C.3、图C.4。7.4
外观及工艺
有计量项目的采用长度量具检查,无计量项目的采用感官检查。乐器有害物质限量
按GB/T28489一2012中6.3、6.4进行检验。其中可迁移元素的测试,所提供的测试样本应保证与被测产品的用料一致。
检验规则
检验分类
产品检验分为出厂检验和型式检验。8.2出厂检验
8.2.1产品应由收购部门验收或委托生产厂质量管理部门检验,产品应附有产品合格证书方可出厂。8.2.2高级品的出厂检验应按全部技术指标逐把进行。8.2.3中级品、普及品出厂检验的抽样方案应符合GB/T2828.1一2012中关于正常检查一次抽样方案的规定。
-KaeerKAca-
QB/T2167-2019
中级品、普及品出厂检验的项目、检验水平、接收质量限(AQL)应符合表13的规定。8.2.4
不合格类别
8.3型式检验
无法调到定弦音高
琴体有裂缝
胶合部位不严密、开胶
琴颈、指板不平直、偏斜
琴体尺寸,有4项主要部位尺寸计量不符琴体有磕伤、划伤
音孔左右不对称
弦槽内弦轴相互挤压
试验方法
检验水平
接收质量限
8.3.1本标准4.1~4.4项目的型式检验每年进行1次,4.5的型式检验按GB/T28489-2012中7.2规定。在更改结构、制造工艺及主要原材料、停产6个月以上恢复生产或国家质量监督部门要求时也应进行。
8.3.2本标准4.1~4.4项目的型式检验的样品应从当前生产的、经出厂检验合格的产品中随机抽取,4.5项目检验的抽样按GB/T28489一2012中6.1的规定。8.3.3按照GB/T2829-2002中判别水平II的一次抽样方案规定。8.3.4型式检验所抽取的全部样品应先按出厂检验项目检验。若有不合格品,应以合格品换取,同时分析原因,但不作为型式检验结果的依据。8.3.5型式检验按本标准全部技术指标进行,不合格质量水平(RQL)为50,判定数组为(12)。8.3.6经型式检验的产品,应加以整理,并得到订货方的允许,才可作为合格品出厂。9标志、包装、运输、购存
9.1产品出厂时应附产品合格证及使用说明书。合格证上应注明本产品所采用的标准编号,并有检验员盖章。
9.2每把琴在音孔内应贴有商标。9.3每把琴应附有同等级的琴弓和琴盒。9.4琴盒内衬应与琴形相符。
9.5外包使用纸箱、木箱或其他代用材料。内壁应衬以防潮纸,箱内空隙应用防震材料垫实,箱外应标明品名、品种、数量、重量、厂名、厂址、体积,并应有“轻放”“防晒”“防潮”等字样或标志。9.6装卸和码放时应小心轻放,不应压以重物,运输时使用有遮盖的运输工具,不应雨淋、日晒及受潮。
产品应放置在温度0℃~40℃、相对湿度40%~75%的室内存放室内保管,不应直接雨淋、日9.7
9.8产品存放应距热源和有机溶剂2000mm以外、距地面大于100mm、距墙壁大于300mm的地台板或货架上。
rKacerkAca-
附录A
(资料性附录)
小提琴主要部位名称免费标准下载网bzxz
A.1小提琴主要部位名称,见图A.1。琴头
KaeerkAca-
QB/T2167-2019
QB/T2167-2019
B.1小提琴定弦音高,见图B.1。?
附录B
(规范性附录)
小提琴定弦音高
nKaerkAca-
C.1小提琴弦轴,见图C.1。
C.2小提琴琴马,见图C.2。
附录C
(资料性附录)
小提琴配件尺寸
-KaeerKAca-
QB/T2167-2019
QB/T2167-2019
C.3小提琴指板,见图C.3。
C.4小提琴弦总,见图C.4。
-rrKaeerKca-
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:Y58
中华人民共和国轻工行业标准
QB/T2167-2019
代替QB/T2167-2013
小提琴
Violin
2019-08-02发布
中华人民共和国工业和信息化部rrkaeerkca-
2020-01-01实施
本标准按照GB/T1.1一2009给出的规定起草。本标准是对QB/T2167—2013《小提琴》的修订。本标准与QB/T2167一2013相比,除做编辑性修改外,主要技术变化如下:增加了1/4小提琴的规格及要求,见4.2;修改了尺寸及允许公差的表述方式,见表2~表10;删除了主要原材料中受保护濒危树种的使用。本标准由中国轻工业联合会提出。本标准由全国乐器标准化技术委员会(SAC/TC371)归口。QB/T2167-2019
本标准起草单位:国家轻工业乐器质量监督检测中心(广州)、广东红棉乐器股份有限公司、广州珠江钢琴集团股份有限公司、江苏凤灵乐器文化产业有限公司。本标准主要起草人:龙洁勤、陈钊明、黄毅、何志强、肖巍、潘绮珊、陈建华、李书。本标准所代替标准的历次版本发布情况为:QB/T2167-1995;
QB/T2167-2003:
QB/T2167-2013。
-KaeerKAca-
1范围
小提琴
QB/T2167-2019
本标准规定了弦鸣乐器小提琴产品的分类及主要部位名称、要求、主要原材料、废旧乐器回收利用、试验方法、检验规则及标志、包装、运输、贮存。本标准适用于4/4、3/4、1/2、1/4规格的小提琴。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T2828.1一2012计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB/T2829-2002
周期检验计数抽样程序及表(适用于对生产过程稳定性的检验)GB/T3451-1982
标准调音频率
GB/T28489-2012
2乐器有害物质限量
GB/T31109-2014
乐器声学品质评价方法
GB/T31731-2015
分类及主要部位名称
废旧乐器回收利用通用技术规范3.1根据产品的声学品质、主要原材料、外观及工艺分为高级品、中级品、普及品。3.2小提琴主要部位名称参见附录A中图A.1。4要求
4.1声学品质
4.1.1律制
采用十二平均律。
4.1.2标准音
小字一组a音应为440Hz。
4.1.3定弦音高
定弦音高应为g、d'、al、e,见图B.1。4.1.4音质
应符合表1的规定。
高级品
中级品
普及品
2琴体尺寸
应符合GB/T31109一2014表2中的优级应符合GB/T31109-2014表2中的良级应符合GB/T31109—2014表2中的中级琴体主要部位尺寸应符合表2、表3、表4的规定。1
-KaeerKAca-
QB/T2167-2019
注:客户特殊尺寸要求除外。
琴身长度
琴身上宽度
琴身中宽度
琴身下宽度
注:客户特殊尺寸要求除外。
侧板上高度
侧板下高度
琴颈上厚度
琴颈下厚度
琴颈长度
指板面距面板高度
注:客户特殊尺寸要求除外。
琴配件尺寸
有效弦长
规格及尺寸
规格及尺寸
弦轴、琴马、指板、
弦总的艺术造型式样不限。
弦轴锥度应为1:30,基本造型参见图C.1。弦轴主要尺寸应符合表5的规定,表5
直径d
长度L
规格及尺寸
-KacerKAca-
单位为毫米
允许公差
单位为毫米
允许公差
单位为毫米
允许公差
单位为毫米
允许公差
4.3.3琴马主要尺寸应符合表6的规定,基本造型参见图C.2.表
上宽B
下宽B2
下厚T2
4.3.4指板主要尺寸应符合表7、部位
长度L
上宽B
下宽B2
全厚H
下厚H2
规格及尺寸
表8的规定,
本造型修
规格及尺寸
4.3.5弦总主要尺寸应符合表9的规定,基本造型参见图C.4。表9
长度L
宽度B
外观及工艺
琴体不应有裂缝。
琴体不应有磕伤、划伤。
胶合部位应严密、不应有开胶。4.4.3
规格及尺寸
QB/T2167-2019
单位为毫米
允许公差
单位为毫米
充许公差
单位为毫米
允许公差
单位为毫米
允许公差
琴体造型应优美,比例应匀称,线条应流畅,琴头、琴颈、指板应平直、不偏斜。琴形及音孔位置左右应对称,边缘修饰应整洁。3
rrKaeerKAca-
QB/T2167-2019
4.4.6高、中级品油漆着色应匀净,色泽应自然,漆膜应透明,普及品油漆应均匀。4.4.7弦轴与轴孔的配合应严密
不应相互挤压。
4.4.8琴马脚与面板应
应适宜,转动应灵活
物合,四弦间匣应均等。零马、孩枕处10
规格及尺
琴马处一至四弦直线距离
弦枕处一至四弦直线距离
4.5乐器有害物质限量
应符合GB/T28489—2012中5.2、5.3的规定。5主要原材料
5.1琴体
面板采用云杉树种或机质料
木材均宜径切。各种木材的材质应符合表11的规定。表11
背板、侧板、琴头
5.2琴配件
纹理正直
疏密分布合理,年
不应有拖
解囊和补
有较好花
线、虫鲜
观等峡籍
不应有疤节、
脑朽及损害木材美
使用乌木、黄杨木,枣木、械大材,宜径切:弦总用械木树
废旧乐器回收利用
轴缠弦不应与槽底摩擦,弦槽内弦轴至四弦的直线
距离应符合表10规定。
单位为毫米
允许公差
中级品
疏密分布合理
为种或材质相似的其他树种,
普及品
理基本正直,疏密分布合
应有疤节、虫蛙、树雕和明
显的镶补
不应有疤节、虫
有一般花纹,
蛀、腐朽和较明显的黑线
成材质相似的其他硬质木材,
从的其他木材,也可用
按GB/T31731-2015第4章~第10章7
试验方法
7.1测试环境
除另有要求的项目外,全部测试应符合下述规定:温度:(23±2)℃;
相对湿度:(60±15)%。
rrKaeerKAca-
腐朽、虫蛙
不应有腐朽
虫蛀和严重的变
马用械木树种或材质相似的其他木特合国家环保要求的塑料或金属材料。7.2声学品质
7.2.1律制、标准音
用符合GB/T3451-1982要求的音准仪或频率计检查。7.2.2定弦音高
将各弦的音以标准音440Hz为基准,调至对应的定弦音高。7.2.3音质
按GB/T31109一2014中第4章~第7章中的规定。7.3琴体、琴配件尺寸
7.3.1尺寸用长度量具检查。
各尺寸的测量部位见表12。
有效弦长
琴身长度
琴身上宽度
琴身中宽度
琴身下宽度
侧板上高度
侧板下高度
琴颈上厚度
琴颈下厚度
琴颈长度
指板面距面板高度
琴马处一至四弦直线距离
弦枕处一至四弦直线距离
弦枕中心线至琴马顶端之间的距离按琴板中线量取,肩钮不计在内琴板上部最宽处
琴板中部最窄处
琴板下部最宽处
在琴颈木样处量取
在尾柱处量取
测量部位
QB/T2167—2019
距指板顶端4/4琴在20mm处、3/4琴在19mm处、1/2琴在18mm处、1/4琴在17mm处量取距指板顶端4/4琴在90mm处、3/4琴在85mm处、1/2琴在80mm处、1/4琴在75mm处量取面板项端至指板顶端距离
弦未张紧时,音孔内缺口连线中心点的垂直高与指板弧面纵向延长交点的距离将弦调至定弦音高后,在琴马处测量第一弦弦中心点至第四弦弦中心点将弦调至定弦音高后,在弦枕处测量第一弦弦中心点至第四弦弦中心点7.3.3琴配件尺寸的测量部位参见图C.1、图C.2、图C.3、图C.4。7.4
外观及工艺
有计量项目的采用长度量具检查,无计量项目的采用感官检查。乐器有害物质限量
按GB/T28489一2012中6.3、6.4进行检验。其中可迁移元素的测试,所提供的测试样本应保证与被测产品的用料一致。
检验规则
检验分类
产品检验分为出厂检验和型式检验。8.2出厂检验
8.2.1产品应由收购部门验收或委托生产厂质量管理部门检验,产品应附有产品合格证书方可出厂。8.2.2高级品的出厂检验应按全部技术指标逐把进行。8.2.3中级品、普及品出厂检验的抽样方案应符合GB/T2828.1一2012中关于正常检查一次抽样方案的规定。
-KaeerKAca-
QB/T2167-2019
中级品、普及品出厂检验的项目、检验水平、接收质量限(AQL)应符合表13的规定。8.2.4
不合格类别
8.3型式检验
无法调到定弦音高
琴体有裂缝
胶合部位不严密、开胶
琴颈、指板不平直、偏斜
琴体尺寸,有4项主要部位尺寸计量不符琴体有磕伤、划伤
音孔左右不对称
弦槽内弦轴相互挤压
试验方法
检验水平
接收质量限
8.3.1本标准4.1~4.4项目的型式检验每年进行1次,4.5的型式检验按GB/T28489-2012中7.2规定。在更改结构、制造工艺及主要原材料、停产6个月以上恢复生产或国家质量监督部门要求时也应进行。
8.3.2本标准4.1~4.4项目的型式检验的样品应从当前生产的、经出厂检验合格的产品中随机抽取,4.5项目检验的抽样按GB/T28489一2012中6.1的规定。8.3.3按照GB/T2829-2002中判别水平II的一次抽样方案规定。8.3.4型式检验所抽取的全部样品应先按出厂检验项目检验。若有不合格品,应以合格品换取,同时分析原因,但不作为型式检验结果的依据。8.3.5型式检验按本标准全部技术指标进行,不合格质量水平(RQL)为50,判定数组为(12)。8.3.6经型式检验的产品,应加以整理,并得到订货方的允许,才可作为合格品出厂。9标志、包装、运输、购存
9.1产品出厂时应附产品合格证及使用说明书。合格证上应注明本产品所采用的标准编号,并有检验员盖章。
9.2每把琴在音孔内应贴有商标。9.3每把琴应附有同等级的琴弓和琴盒。9.4琴盒内衬应与琴形相符。
9.5外包使用纸箱、木箱或其他代用材料。内壁应衬以防潮纸,箱内空隙应用防震材料垫实,箱外应标明品名、品种、数量、重量、厂名、厂址、体积,并应有“轻放”“防晒”“防潮”等字样或标志。9.6装卸和码放时应小心轻放,不应压以重物,运输时使用有遮盖的运输工具,不应雨淋、日晒及受潮。
产品应放置在温度0℃~40℃、相对湿度40%~75%的室内存放室内保管,不应直接雨淋、日9.7
9.8产品存放应距热源和有机溶剂2000mm以外、距地面大于100mm、距墙壁大于300mm的地台板或货架上。
rKacerkAca-
附录A
(资料性附录)
小提琴主要部位名称免费标准下载网bzxz
A.1小提琴主要部位名称,见图A.1。琴头
KaeerkAca-
QB/T2167-2019
QB/T2167-2019
B.1小提琴定弦音高,见图B.1。?
附录B
(规范性附录)
小提琴定弦音高
nKaerkAca-
C.1小提琴弦轴,见图C.1。
C.2小提琴琴马,见图C.2。
附录C
(资料性附录)
小提琴配件尺寸
-KaeerKAca-
QB/T2167-2019
QB/T2167-2019
C.3小提琴指板,见图C.3。
C.4小提琴弦总,见图C.4。
-rrKaeerKca-
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。