QB/T 1308-1991
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1308-1991.
5.4.4辊式粘合 机的粘合输送带在沿辊轴轴线方向上受压应均匀;板式粘合机的加热板在工作区域内受压应均匀。
5.4.5粘合机的压力应能调节,其调节范围为:
a.辊式: 0~0.4MPa;
b.板式: 0~0.2MPa.
5.4.6辊式钻 合机粘合输送带的线速度可在0 ~ 10m/ min范围内连续可调;板式粘合机粘合
时间可在0 ~ 2min范围内可调。
5.5 外观质量
5:5.1铭牌应位置端正、 安装牢固、无擦伤痕迹。
5.5.2嘖涂油漆表面光滑,色泽- -致,附着牢固,可见部位应无明显流挂、起泡、剥落等缺陷。
5.5.3电镀件的镀层应牢固, 表面应平整光滑,色泽一致,不应有漏镀、起皮、斑点、擦伤及锈蚀等缺陷。
5.5.4黑色氧化件表面色泽一致,色质美观,无明显锈蚀、红斑、白点等缺陷。
5.5.5. 压力辊橡胶表面应光滑,无夹杂、气泡、凹凸、裂纹等缺陷。
5.5.6粘合输送带表面应光滑平整, 无折痕,边緣整齐光滑,无裂口。
5.5.7不得 有漏油、漏气、漏水现象。
6试验方法
6.1电器安全性能试验
按照CB 5226有关规定进行试验。
6.2装配要求试验
6.2.1第5.2.1~5.2.3条 在开机空运转过程中目视和手动检查。
6.2.2第5.2.4条按以 下方法试验
6.2.2.1试验条件
a.拆除上下平板间的毡垫及粘合输送带等;
b.上下平板之间的压力为粘合压力的50%。
6.2.2.2开机使上下平板接触,用0.5mm塞 尺测其四周间隙,插进塞尺的长度应不超过15mm。
6.3*运转性能试验
6.3.1粘合输送带运转过程中相对偏移量试验
6.3.1.1试验条件
5.4.4辊式粘合 机的粘合输送带在沿辊轴轴线方向上受压应均匀;板式粘合机的加热板在工作区域内受压应均匀。
5.4.5粘合机的压力应能调节,其调节范围为:
a.辊式: 0~0.4MPa;
b.板式: 0~0.2MPa.
5.4.6辊式钻 合机粘合输送带的线速度可在0 ~ 10m/ min范围内连续可调;板式粘合机粘合
时间可在0 ~ 2min范围内可调。
5.5 外观质量
5:5.1铭牌应位置端正、 安装牢固、无擦伤痕迹。
5.5.2嘖涂油漆表面光滑,色泽- -致,附着牢固,可见部位应无明显流挂、起泡、剥落等缺陷。
5.5.3电镀件的镀层应牢固, 表面应平整光滑,色泽一致,不应有漏镀、起皮、斑点、擦伤及锈蚀等缺陷。
5.5.4黑色氧化件表面色泽一致,色质美观,无明显锈蚀、红斑、白点等缺陷。
5.5.5. 压力辊橡胶表面应光滑,无夹杂、气泡、凹凸、裂纹等缺陷。
5.5.6粘合输送带表面应光滑平整, 无折痕,边緣整齐光滑,无裂口。
5.5.7不得 有漏油、漏气、漏水现象。
6试验方法
6.1电器安全性能试验
按照CB 5226有关规定进行试验。
6.2装配要求试验
6.2.1第5.2.1~5.2.3条 在开机空运转过程中目视和手动检查。
6.2.2第5.2.4条按以 下方法试验
6.2.2.1试验条件
a.拆除上下平板间的毡垫及粘合输送带等;
b.上下平板之间的压力为粘合压力的50%。
6.2.2.2开机使上下平板接触,用0.5mm塞 尺测其四周间隙,插进塞尺的长度应不超过15mm。
6.3*运转性能试验
6.3.1粘合输送带运转过程中相对偏移量试验
6.3.1.1试验条件
标准图片预览
标准内容
主题内容与适用范围
中华人民共和国行业标准
热熔粘合机
QB/T1308—91
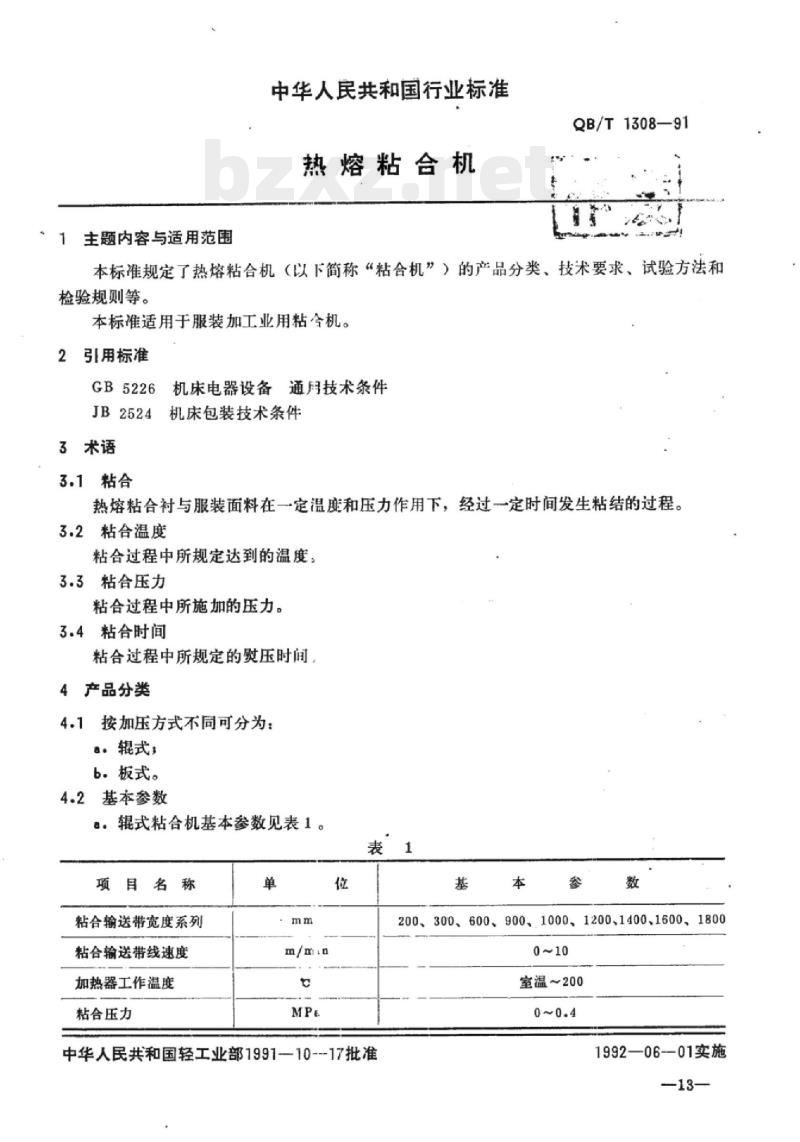
本标准规定了热熔粘合机(以下简称“粘合机”)的产品分类、技术要求、试验方法和检验规则等。
本标准适用于服装加工业用粘今机。2引用标准
GB5226机床电器设备通用技术条件JB2524机床包装技术条件
3术语
3.1粘合
热熔粘合衬与服装面料在一定温度和压力作用下,经过一定时间发生粘结的过程。3.2粘合温度
粘合过程中所规定达到的温度:3.3粘合压力
粘合过程中所施加的压力。
3.4粘合时间
粘合过程中所规定的熨压时间
4产品分类
4.1按加压方式不同可分为:
a.辊式,bzxz.net
b.板式。
4.2基本参数
:辊式粘合机基本参数见表1
项目名称
粘合输送带宽度系列
粘合输送带线速度
加热器工作温度
粘合压力
中华人民共和国轻工业部1991—10--17批准1
200、300、600、900、1000、1200、1400、1600、18000~10
室温200
1992—06-01实施
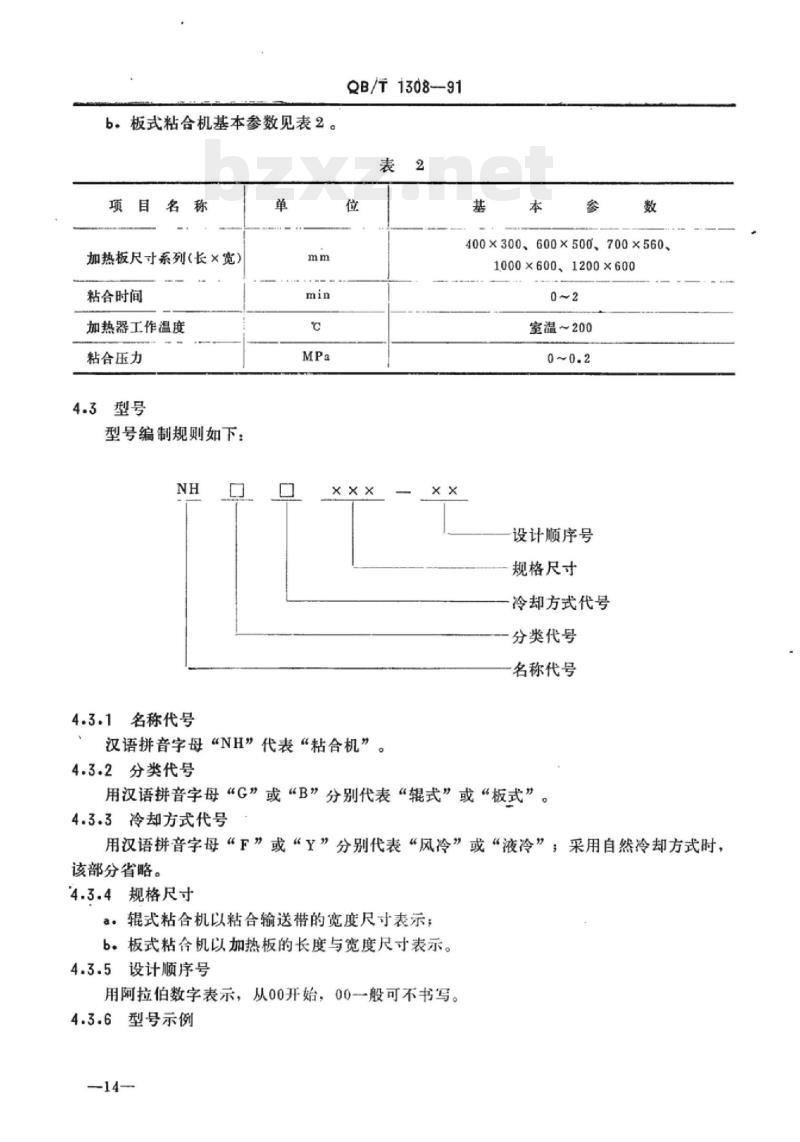
b.板式粘合机基本参数见表2。
加热板尺寸系列(长×宽)
粘合时间
加热器工作温度
粘合压力
型号编制规则如下:
4.3.1名称代号
QB/T1308--91
400×300、600×500、700×5601000x600、1200x600
室温~200
汉语拼音字母“NH”代表“粘合机”4.3.2分类代号
设计顺序号
规格尺寸
冷却方式代号
分类代号
名称代号
用汉语拼音字母“G”或“B”分别代表“辑式”或“板式”4.3.3冷却方式代号
用汉语拼音字母“F”或“Y”分别代表“风冷”或“液冷”;采用自然冷却方式时,该部分省略。
4.3.4规格尺寸
a:辑式粘合机以粘合输送带的宽度尺寸表示;b。板式粘合机以加热板的长度与宽度尺寸表示。4.3.5设计顺序号
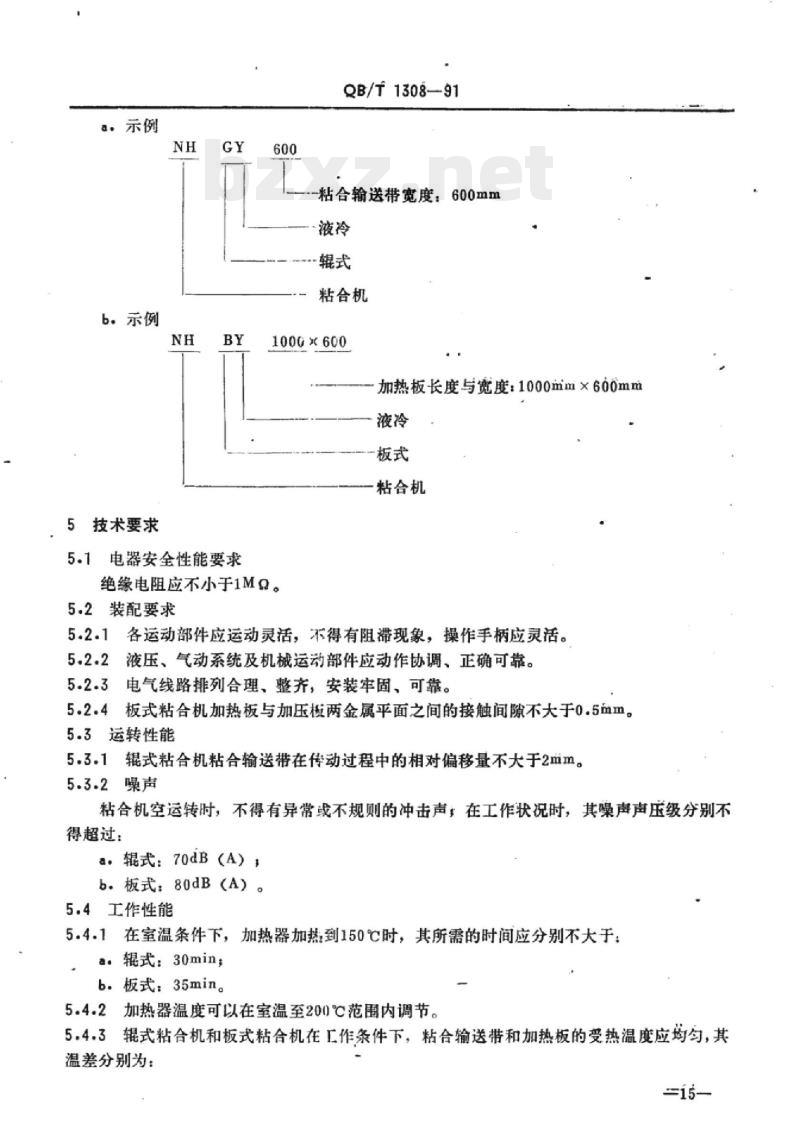
用阿拉伯数字表示,从00开始,00一般可不书写。4.3.6型号示例
5技术要求
5.1电器安全性能要求
QB/T1308-91
粘合输送带宽度:600mm
粘合机
100GX600
加热板长度与宽度:1000mm×600mm液冷
一板式
粘合机
绝缘电阻应不小于1MQ。
5.2装配要求
5.2.1各运动部件应运动灵活,不得有阻滞现象,操作手柄应灵活。5.2.2液压、气动系统及机械运动部件应动作协调、正确可靠。5.2.3电气线路排列合理、整齐,安装牢固、可靠。5.2.4板式粘合机加热板与加压板两金属平面之间的接触间隙不大于0.5血m5.3运转性能
5.3.1辑式粘合机粘合输送带在传动过程中的相对偏移量不大于2mm。5.3.2噪声
粘合机空运转时,不得有异常或不规则的冲击声,在工作状况时,其噪声声压级分别不得超过:
a.辊式:70dB(A);
b.板式:80dB(A)。
5.4工作性能
5.4.1在室温条件下,加热器加热到150℃时,其所需的时间应分别不大于:a:辊式:30min
b.板式:35min。
5.4.2加热器温度可以在室温至200℃范围内调节。5.4.3辊式粘合机和板式粘合机在工作条件下,粘合输送带和加热板的变热温度应均匀,其温差分别为:
QB/T1308-91
:粘合送带在平行于辊轴轴线方向上不大于10℃;b:加热板在有效工作范围内不大于15℃。5.4.4辊式粘合机的粘合输送带在沿辊轴轴线方向上受压应均勾;板式粘合机的加热板在工作区域内受压应均勾。
5.4.5粘合机的压力应能调节,其调节范围为:a.辊式:0~0.4MPa,
b.板式:0~0.2MPa。
5.4.6辊式粘合机粘合输送带的线速度可在0~10m/min范围内连续可调;板式粘合机粘合时间可在0~2min范围内可调。
5.5外观质量
5:5.1铭牌应位置端正、安装牢固、无擦伤痕迹。5.5.2喷涂油漆表面光滑,色泽一致,附着牢固,可见部位应无明显流挂,起泡、剥落等缺陷。
5.5.3电镀件的镀层应牢固,表面应平整光滑,色泽一致,不应有漏镀、起皮、斑点、擦伤及锈蚀等缺陷。
5.5.4黑色氧化件表面色泽一致,色质美观,无明显锈蚀、红斑、白点等缺陷。5.5.5·压力辊橡胶表面应光滑,无夹杂、气泡、凹凸、裂纹等缺陷。5.5.6粘合输送带表面应光滑平整,无折痕,边缘整齐光滑,无裂口。5.5.7不得有漏油、漏气、漏水现象。6试验方法
6.1电器安全性能试验
按照GB5226有关规定进行试验。6.2装配要求试验
6.2.1第5.2.1~5.2.3条在开机空运转过程中目视和手动检查。6.2.2第5.2.4条按以下方法试验6.2.2.1试验条件
a.拆除上下平板间的毡垫及粘合输送带等;b:上下平板之间的压力为粘合压力的50%。6.2.2.2开机使上下平板接触,用0.5mm塞尺测其四周间隙,插进塞尺的长度应不超过15mm。
6.3运转性能试验
6.3.1粘合输送带运转过程中相对偏移量试验6.3.1.1试验条件
a:粘合输送带线速度为3m/min,b:粘合压力为最大压力的50%。6.3.1.2试验方法
开机前,在粘合输送带边缘做一测量标记,测量该点相对于基准点沿辊轴轴线方向上的-16-
QB/T1308-91
距离,然后,开机运转一个周期,再测量上述距离,前后测得距离相减,即为绝对偏移量。相对偏移量按下式计算:
绝对偏移量×工作行程
相对偏移量=
粘合输送带周长
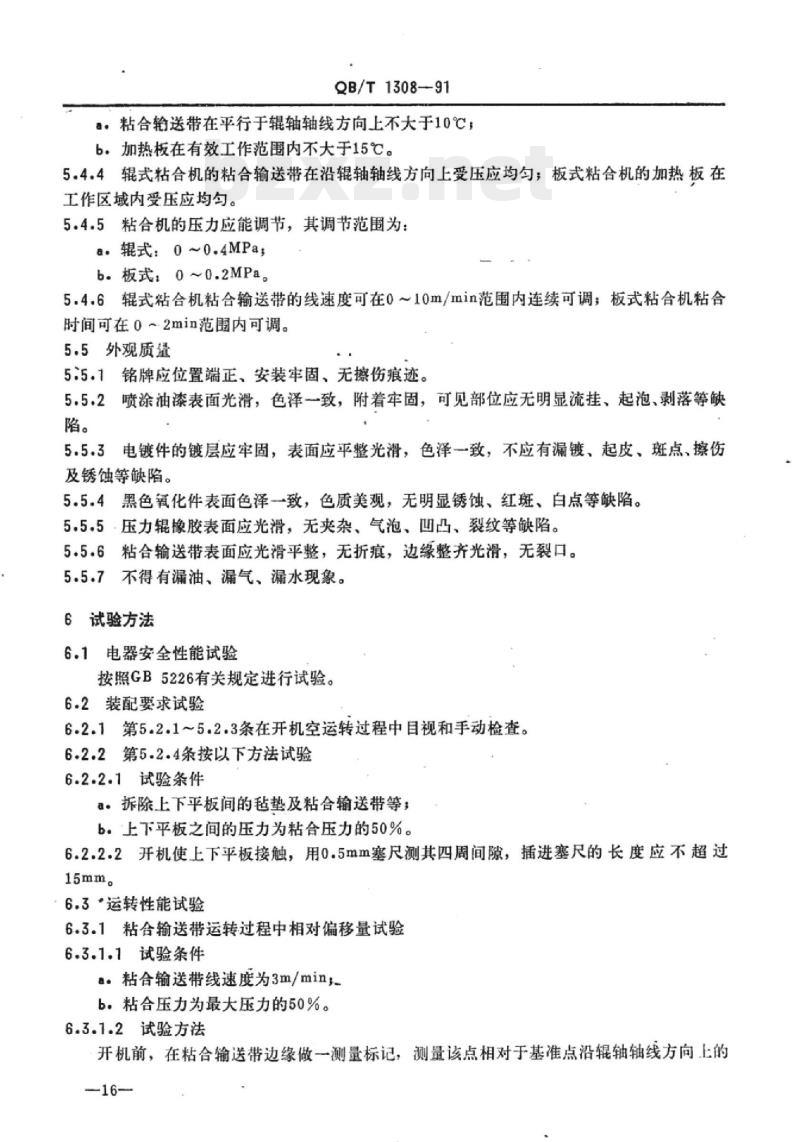
分别按上述方法测试上下粘合输送带相对偏移量,取较大值为测试结果。其中工作行程见图1所示。
工作行程
6.3.2噪声试验
6.3.2:1测量仪器
普通声级计精度为0.7dB(A)。6.3.2.2测量条件
a:粘合机周围无障碍物;
b粘合机与墙壁距离不得少于2000mm;1
c:环境噪声应比粘合机运转时噪声声压级至少低10dB(A)6.3.2.3测量方法
。传声器应面向粘合机噪声源,并与水平面平行;b.传声器距离地面高度为1000mm,测量四点位置应按图2所示,并以各点所测的最大读数值作为粘合机的噪声声压级值。基准体表面
测量点(4处)
6.4-工作性能试验
6.4.1加热器加热时间试验
QB/T1308—91-
在室温和无风的条件下,将加热器温度调节至150℃,然后用秒表计时,观察温度升至150℃时所需的时间。
6.4.2加热器温度调节试验
调节粘合机上的加热器温度调节仪测试温度变化情况。6.4.3工作表面温度均匀性试验
6.4.3.1粘合输送带温度均勾性试验可用两种方法进行试验,当试验发生矛盾时,以A法仲裁。A法:用测温仪试验
a:试验条件室温、无风;加热器工作温度150℃,粘合输送带线速度为3m/min;b.试验仪器具有长薄片温度传感器的数显测温仪,测量精度为土1.5℃:c试验方法当加热器温度达到150℃时,保温10min,然后将长薄片温度传感器由进料端插入加热区中部,按图8所示测量三点,记取数显测温仪显示的读数,三次读数之间的最大差值即为所求值。
输送带中心线
*输送带
B法:用测温试纸试验
a:试验条件与测温仪试验条件相同;b。试验材料精度为每格5℃的测温试纸B/15
测量点(3处)
加热区中心线
c.试验方法当加热器温度达到150℃时,保温10min,然后将测温试纸按图8所示安放,从进料端送人,待测温试纸从出料端送出后,比较三处测温试纸的温度示值,三处示值之间的最大差值即为所求值。
6.4.3.2、加热板温度均匀性试验a:试验条件室温、无风,加热平板温度为150℃:b.试验仪器.测温仪,测量精度不得低于土1.5℃:—18-
QB/T1308—91
c.试验方法当加热板温度达到150℃时,保温10min,然后,用测温仪的传感器触点按图4所示位置测量,传感器点应同加热板测点保持接触15s以上,记下测温仪的指示值。取测得温度的最大和最小值,其差值即为所求值。50
6.4.4工作表面受压均勾性试验
6.4.4.1粘合输送带受压均句性试验加热板
测量点(9处)
a:试验条件·室温、无风,加热器工作温度为150℃;压力为最大额定压力的50%,粘合输送带线速度为3m/min;
b.试验材料蓝色双面薄型复写纸和70g复印纸:c:试验方法将复写纸夹在二张复印纸之间,并由若干份拼成一定的长度(略小于粘合输送带宽度),复写纸的宽度应考虑大于压力辊的周长,将复写纸从进料端送入,等到复写纸输出时,揭开上、下层复印纸,观察复印纸上留下的复写纸的蓝色痕迹,其深浅应无明显差异。
6.4.4.2加热板受压均匀性
a.试验条件室温、无风,加热板温度为1i0℃,压力为0.1MPa;b.试验材料与粘合输送带受压均匀性试验材料相同;c试验方法将复写纸夹在二张复印纸之间,平放在加热平板的四角和中部,完成-一次压烫后,取下试样,揭开上、下层复印纸,观察复印纸上留下的复写纸的蓝色痕迹,其深浅应无明显差异。
6.4.5压力调节试验
利用粘合机上的压力调节和显示装置,目视压力表上的数值变化。6.4.6速度调节试验
利用粘合机上的线速度调节装置或显示装置,目视其数值变化。辊式粘合机,允许换算为电机转速变化。
6.5外观质量试验
月视和手感。
,检验规则
7.1检验分类
QB/T1308-91
产品检验分出厂检验和型式检验。7.2检验项目的分类
按产品不合格项目分类见表3所示。表8
检验类别
5.1,5.4.3
出厂检验
型式检验
A类不合格
5.2.1,5.2.2,,5.3.1,5.5.1,5.5.2,5.5.3,5.5.4,5.5.5,5.5.6,5.5.75.4.1,5.4.2,5.4.5
技术要求的全部项目
7.3检验样本的抽取
7.3.1出厂检验样本的抽取
项目同出厂
B类不合格
项目同出厂
按批量产品的10%抽检,最少不得少于2台,最小批量不得少于5台。分
C类不合格
除A类、B类
外的项目
7.3.2型式检验样本的抽取
型式检验样本原则上按出厂检验抽样样本的50%检验,至少必须检验1台。7.4出广检验样本的判定规则
7.4.1样本单位的合格判定
·A类不合格项目和B类不合格项目的合格判定样本单位A类不合格项目、B类不合格项目均合格,即可判定该样本单位的A类不合格项目、B类不合格项目合格;
bC类不合格项目的合格判定
样本单位的C类不合格项目的不合格项数不超过2项(含2项),即可判定该样本单位的C类不合格项目合格:
c。样本单位的A类不合格项目、B类不合格项目、C类不合格项目均判定合格后,即可判定该样本单位合格。
7.4.2样本的合格判定
抽检样本单位均判定合格后即可判定该批量产品为合格品。7.4.3样本在消除不合格项目后方能出厂。7.5型式检验
7.5.1型式检验一般在下述情况之一时进行。。·新产品定型鉴定或老产品转厂生产时:—20-
QB/T1308-91
b。正式生产后,如结构、村料、工艺有较大改变,可能影响产品性能时:c。正常生产时,每年进行次
d。出厂检验结果与上次型式检验有较大差异时:e:停产半年以上(含半年)恢复生产时:f。国家质量监督机构提出进行型式检验要求时。7.5.2型式检验项目按表3规定,必要时按双方协议,还可增加试验项目。7.5.3型式检验样本的判定规则
a:A类不合格项目和B类不合格项目的合格判定A类不合格项目、B类不合格项目均合格,即可判定该样本单位的A类不合格项目和B类不合格项目合格,A类不合格项目和B类不合格项目不允许出现不合格项。bC类不合格项目的合格判定
C类不合格项目的不合格数不超过3项(含3项)时,即可判定该样本C类不合格项目合格;C类不合格项目的不合格数为4项时,复验另一台样本的相同项目,检验合格,即可判定该样本C类不合格项目合格。c:型式检验样本的A类不台格项目、B类不合格项目和C类不合格项目全部判定合格后,即可判定该批产品为合格品。7.5.4型式检验样本在消除不合格项目后,方能出8标志、包装、运输、贮存
8.1标志
机器应具有下列标志:
a·产品名称;
b。操作润滑指示标牌;
C.制造厂名称;
d.商标:
e:制造日期或编号:
f。产品型号。
8.2包装
按照JB2524的规定。
8.3运输
搬运和装卸时小心轻放,严禁倒置。8.4贮存
机器应贮存在干燥通风处,严禁较长时间存放在露天仓库,机器装箱后,防锈有效期一年。
附加说明
QB/T.1308—91
本标准由轻工业部技术装备司提出。本标准由全国服装机械标准化中心归口。本标准主要起草单位:宿州服装机械厂。本标准主要起草人:马传耐、祁凡、庄根美、林振华。22
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国行业标准
热熔粘合机
QB/T1308—91
本标准规定了热熔粘合机(以下简称“粘合机”)的产品分类、技术要求、试验方法和检验规则等。
本标准适用于服装加工业用粘今机。2引用标准
GB5226机床电器设备通用技术条件JB2524机床包装技术条件
3术语
3.1粘合
热熔粘合衬与服装面料在一定温度和压力作用下,经过一定时间发生粘结的过程。3.2粘合温度
粘合过程中所规定达到的温度:3.3粘合压力
粘合过程中所施加的压力。
3.4粘合时间
粘合过程中所规定的熨压时间
4产品分类
4.1按加压方式不同可分为:
a.辊式,bzxz.net
b.板式。
4.2基本参数
:辊式粘合机基本参数见表1
项目名称
粘合输送带宽度系列
粘合输送带线速度
加热器工作温度
粘合压力
中华人民共和国轻工业部1991—10--17批准1
200、300、600、900、1000、1200、1400、1600、18000~10
室温200
1992—06-01实施
b.板式粘合机基本参数见表2。
加热板尺寸系列(长×宽)
粘合时间
加热器工作温度
粘合压力
型号编制规则如下:
4.3.1名称代号
QB/T1308--91
400×300、600×500、700×5601000x600、1200x600
室温~200
汉语拼音字母“NH”代表“粘合机”4.3.2分类代号
设计顺序号
规格尺寸
冷却方式代号
分类代号
名称代号
用汉语拼音字母“G”或“B”分别代表“辑式”或“板式”4.3.3冷却方式代号
用汉语拼音字母“F”或“Y”分别代表“风冷”或“液冷”;采用自然冷却方式时,该部分省略。
4.3.4规格尺寸
a:辑式粘合机以粘合输送带的宽度尺寸表示;b。板式粘合机以加热板的长度与宽度尺寸表示。4.3.5设计顺序号
用阿拉伯数字表示,从00开始,00一般可不书写。4.3.6型号示例
5技术要求
5.1电器安全性能要求
QB/T1308-91
粘合输送带宽度:600mm
粘合机
100GX600
加热板长度与宽度:1000mm×600mm液冷
一板式
粘合机
绝缘电阻应不小于1MQ。
5.2装配要求
5.2.1各运动部件应运动灵活,不得有阻滞现象,操作手柄应灵活。5.2.2液压、气动系统及机械运动部件应动作协调、正确可靠。5.2.3电气线路排列合理、整齐,安装牢固、可靠。5.2.4板式粘合机加热板与加压板两金属平面之间的接触间隙不大于0.5血m5.3运转性能
5.3.1辑式粘合机粘合输送带在传动过程中的相对偏移量不大于2mm。5.3.2噪声
粘合机空运转时,不得有异常或不规则的冲击声,在工作状况时,其噪声声压级分别不得超过:
a.辊式:70dB(A);
b.板式:80dB(A)。
5.4工作性能
5.4.1在室温条件下,加热器加热到150℃时,其所需的时间应分别不大于:a:辊式:30min
b.板式:35min。
5.4.2加热器温度可以在室温至200℃范围内调节。5.4.3辊式粘合机和板式粘合机在工作条件下,粘合输送带和加热板的变热温度应均匀,其温差分别为:
QB/T1308-91
:粘合送带在平行于辊轴轴线方向上不大于10℃;b:加热板在有效工作范围内不大于15℃。5.4.4辊式粘合机的粘合输送带在沿辊轴轴线方向上受压应均勾;板式粘合机的加热板在工作区域内受压应均勾。
5.4.5粘合机的压力应能调节,其调节范围为:a.辊式:0~0.4MPa,
b.板式:0~0.2MPa。
5.4.6辊式粘合机粘合输送带的线速度可在0~10m/min范围内连续可调;板式粘合机粘合时间可在0~2min范围内可调。
5.5外观质量
5:5.1铭牌应位置端正、安装牢固、无擦伤痕迹。5.5.2喷涂油漆表面光滑,色泽一致,附着牢固,可见部位应无明显流挂,起泡、剥落等缺陷。
5.5.3电镀件的镀层应牢固,表面应平整光滑,色泽一致,不应有漏镀、起皮、斑点、擦伤及锈蚀等缺陷。
5.5.4黑色氧化件表面色泽一致,色质美观,无明显锈蚀、红斑、白点等缺陷。5.5.5·压力辊橡胶表面应光滑,无夹杂、气泡、凹凸、裂纹等缺陷。5.5.6粘合输送带表面应光滑平整,无折痕,边缘整齐光滑,无裂口。5.5.7不得有漏油、漏气、漏水现象。6试验方法
6.1电器安全性能试验
按照GB5226有关规定进行试验。6.2装配要求试验
6.2.1第5.2.1~5.2.3条在开机空运转过程中目视和手动检查。6.2.2第5.2.4条按以下方法试验6.2.2.1试验条件
a.拆除上下平板间的毡垫及粘合输送带等;b:上下平板之间的压力为粘合压力的50%。6.2.2.2开机使上下平板接触,用0.5mm塞尺测其四周间隙,插进塞尺的长度应不超过15mm。
6.3运转性能试验
6.3.1粘合输送带运转过程中相对偏移量试验6.3.1.1试验条件
a:粘合输送带线速度为3m/min,b:粘合压力为最大压力的50%。6.3.1.2试验方法
开机前,在粘合输送带边缘做一测量标记,测量该点相对于基准点沿辊轴轴线方向上的-16-
QB/T1308-91
距离,然后,开机运转一个周期,再测量上述距离,前后测得距离相减,即为绝对偏移量。相对偏移量按下式计算:
绝对偏移量×工作行程
相对偏移量=
粘合输送带周长
分别按上述方法测试上下粘合输送带相对偏移量,取较大值为测试结果。其中工作行程见图1所示。
工作行程
6.3.2噪声试验
6.3.2:1测量仪器
普通声级计精度为0.7dB(A)。6.3.2.2测量条件
a:粘合机周围无障碍物;
b粘合机与墙壁距离不得少于2000mm;1
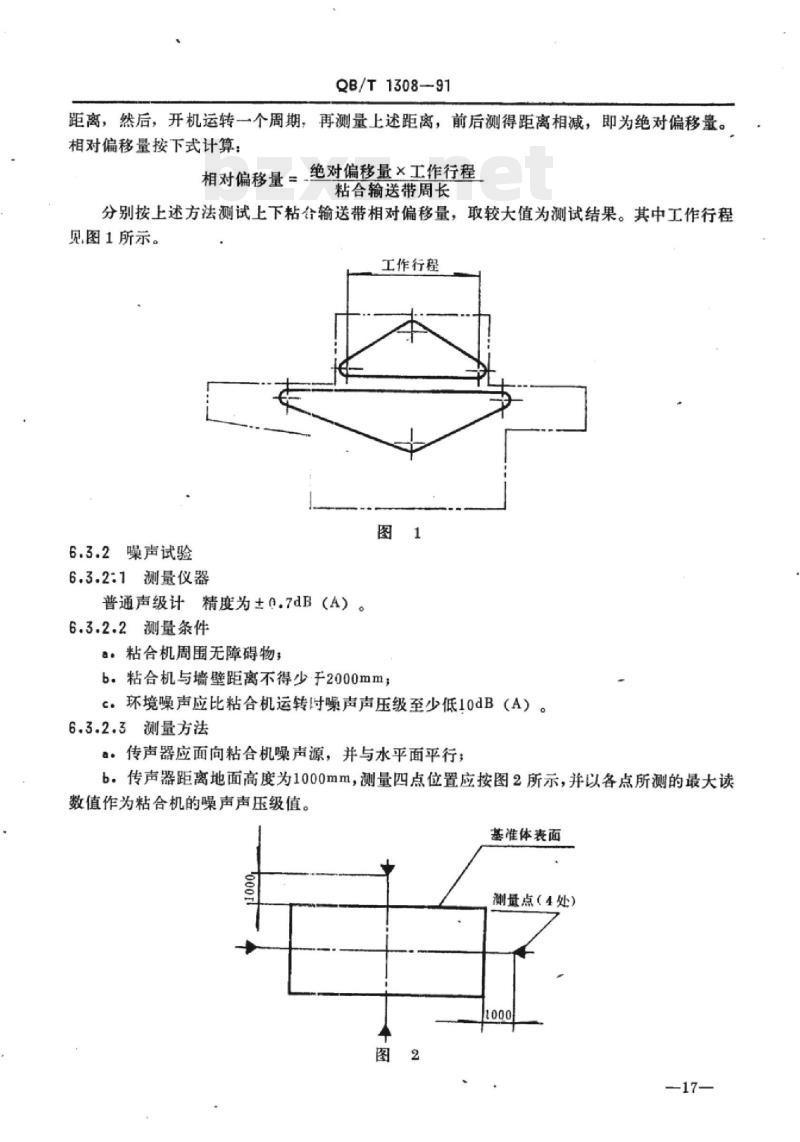
c:环境噪声应比粘合机运转时噪声声压级至少低10dB(A)6.3.2.3测量方法
。传声器应面向粘合机噪声源,并与水平面平行;b.传声器距离地面高度为1000mm,测量四点位置应按图2所示,并以各点所测的最大读数值作为粘合机的噪声声压级值。基准体表面
测量点(4处)
6.4-工作性能试验
6.4.1加热器加热时间试验
QB/T1308—91-
在室温和无风的条件下,将加热器温度调节至150℃,然后用秒表计时,观察温度升至150℃时所需的时间。
6.4.2加热器温度调节试验
调节粘合机上的加热器温度调节仪测试温度变化情况。6.4.3工作表面温度均匀性试验
6.4.3.1粘合输送带温度均勾性试验可用两种方法进行试验,当试验发生矛盾时,以A法仲裁。A法:用测温仪试验
a:试验条件室温、无风;加热器工作温度150℃,粘合输送带线速度为3m/min;b.试验仪器具有长薄片温度传感器的数显测温仪,测量精度为土1.5℃:c试验方法当加热器温度达到150℃时,保温10min,然后将长薄片温度传感器由进料端插入加热区中部,按图8所示测量三点,记取数显测温仪显示的读数,三次读数之间的最大差值即为所求值。
输送带中心线
*输送带
B法:用测温试纸试验
a:试验条件与测温仪试验条件相同;b。试验材料精度为每格5℃的测温试纸B/15
测量点(3处)
加热区中心线
c.试验方法当加热器温度达到150℃时,保温10min,然后将测温试纸按图8所示安放,从进料端送人,待测温试纸从出料端送出后,比较三处测温试纸的温度示值,三处示值之间的最大差值即为所求值。
6.4.3.2、加热板温度均匀性试验a:试验条件室温、无风,加热平板温度为150℃:b.试验仪器.测温仪,测量精度不得低于土1.5℃:—18-
QB/T1308—91
c.试验方法当加热板温度达到150℃时,保温10min,然后,用测温仪的传感器触点按图4所示位置测量,传感器点应同加热板测点保持接触15s以上,记下测温仪的指示值。取测得温度的最大和最小值,其差值即为所求值。50
6.4.4工作表面受压均勾性试验
6.4.4.1粘合输送带受压均句性试验加热板
测量点(9处)
a:试验条件·室温、无风,加热器工作温度为150℃;压力为最大额定压力的50%,粘合输送带线速度为3m/min;
b.试验材料蓝色双面薄型复写纸和70g复印纸:c:试验方法将复写纸夹在二张复印纸之间,并由若干份拼成一定的长度(略小于粘合输送带宽度),复写纸的宽度应考虑大于压力辊的周长,将复写纸从进料端送入,等到复写纸输出时,揭开上、下层复印纸,观察复印纸上留下的复写纸的蓝色痕迹,其深浅应无明显差异。
6.4.4.2加热板受压均匀性
a.试验条件室温、无风,加热板温度为1i0℃,压力为0.1MPa;b.试验材料与粘合输送带受压均匀性试验材料相同;c试验方法将复写纸夹在二张复印纸之间,平放在加热平板的四角和中部,完成-一次压烫后,取下试样,揭开上、下层复印纸,观察复印纸上留下的复写纸的蓝色痕迹,其深浅应无明显差异。
6.4.5压力调节试验
利用粘合机上的压力调节和显示装置,目视压力表上的数值变化。6.4.6速度调节试验
利用粘合机上的线速度调节装置或显示装置,目视其数值变化。辊式粘合机,允许换算为电机转速变化。
6.5外观质量试验
月视和手感。
,检验规则
7.1检验分类
QB/T1308-91
产品检验分出厂检验和型式检验。7.2检验项目的分类
按产品不合格项目分类见表3所示。表8
检验类别
5.1,5.4.3
出厂检验
型式检验
A类不合格
5.2.1,5.2.2,,5.3.1,5.5.1,5.5.2,5.5.3,5.5.4,5.5.5,5.5.6,5.5.75.4.1,5.4.2,5.4.5
技术要求的全部项目
7.3检验样本的抽取
7.3.1出厂检验样本的抽取
项目同出厂
B类不合格
项目同出厂
按批量产品的10%抽检,最少不得少于2台,最小批量不得少于5台。分
C类不合格
除A类、B类
外的项目
7.3.2型式检验样本的抽取
型式检验样本原则上按出厂检验抽样样本的50%检验,至少必须检验1台。7.4出广检验样本的判定规则
7.4.1样本单位的合格判定
·A类不合格项目和B类不合格项目的合格判定样本单位A类不合格项目、B类不合格项目均合格,即可判定该样本单位的A类不合格项目、B类不合格项目合格;
bC类不合格项目的合格判定
样本单位的C类不合格项目的不合格项数不超过2项(含2项),即可判定该样本单位的C类不合格项目合格:
c。样本单位的A类不合格项目、B类不合格项目、C类不合格项目均判定合格后,即可判定该样本单位合格。
7.4.2样本的合格判定
抽检样本单位均判定合格后即可判定该批量产品为合格品。7.4.3样本在消除不合格项目后方能出厂。7.5型式检验
7.5.1型式检验一般在下述情况之一时进行。。·新产品定型鉴定或老产品转厂生产时:—20-
QB/T1308-91
b。正式生产后,如结构、村料、工艺有较大改变,可能影响产品性能时:c。正常生产时,每年进行次
d。出厂检验结果与上次型式检验有较大差异时:e:停产半年以上(含半年)恢复生产时:f。国家质量监督机构提出进行型式检验要求时。7.5.2型式检验项目按表3规定,必要时按双方协议,还可增加试验项目。7.5.3型式检验样本的判定规则
a:A类不合格项目和B类不合格项目的合格判定A类不合格项目、B类不合格项目均合格,即可判定该样本单位的A类不合格项目和B类不合格项目合格,A类不合格项目和B类不合格项目不允许出现不合格项。bC类不合格项目的合格判定
C类不合格项目的不合格数不超过3项(含3项)时,即可判定该样本C类不合格项目合格;C类不合格项目的不合格数为4项时,复验另一台样本的相同项目,检验合格,即可判定该样本C类不合格项目合格。c:型式检验样本的A类不台格项目、B类不合格项目和C类不合格项目全部判定合格后,即可判定该批产品为合格品。7.5.4型式检验样本在消除不合格项目后,方能出8标志、包装、运输、贮存
8.1标志
机器应具有下列标志:
a·产品名称;
b。操作润滑指示标牌;
C.制造厂名称;
d.商标:
e:制造日期或编号:
f。产品型号。
8.2包装
按照JB2524的规定。
8.3运输
搬运和装卸时小心轻放,严禁倒置。8.4贮存
机器应贮存在干燥通风处,严禁较长时间存放在露天仓库,机器装箱后,防锈有效期一年。
附加说明
QB/T.1308—91
本标准由轻工业部技术装备司提出。本标准由全国服装机械标准化中心归口。本标准主要起草单位:宿州服装机械厂。本标准主要起草人:马传耐、祁凡、庄根美、林振华。22
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。