QB/T 1672-1992

标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1672-1992.
4.2.3 YQ Z-15型可调切纸刀调距机构应符合如下规定:
a.抽动式前定距板调距时,调距旋钮转动灵活,锁紧后定距板不应有松动现象;
b.滑动式后定距板调距时,移动轻松,锁紧后其下平面应与大底板的上平面紧密贴合,滑动定距板在任间位置时的贴合区均应大于定距板全长的40%,并靠近标尺座一方贴合长度不少于30mm;
c.调距刻度指示值应与实际切样尺寸一致,误差- -般不应超过1mm,且经过调节应能达到准确值。
4.3切纸刀的 外观质量
4.3.1机械加工件外观表面应符合 GB/T 14253 中的有关规定。
4.3.2涂漆件表面应符合 GB/T 14253 中的有关规定。
4.3.3镀铬件镀层牢固, 不应有烧伤、铬刺、镀层脱落等缺陷。
4.3.4发黑件表 面智化层均匀,色泽一致,无未氧化处。
4.4切纸刀整机装配应符合 GB/T 12453中的有关规定,有特殊要求的部位在装配技术文件中应另作规定。
5试验方法
5.1本标准表2中第一项切纸宽度的检验
5.1.1检验用标准量具,钢板尺和分度值0.02mm游标卡尺。
5.1.2检验方法
用0.15~0.3mm的薄纸板试切,试样长度不应小于250mm,用游标卡尺测量试样宽度尺寸。对YQ-Z-14型标准切纸刀,试切时的试样宽度为15mm,试切条数不应少于五条,对YQ-Z-15型可调距切纸刀,试切时应切取15mm、30mm和70mm三种宽 度的试样。每种尺寸试切条数不应少于五条(五条均应达到要求)。
5.2 本标准表2中第二项,试样两长边平行度的检验应与5.1的检验同时进行。在测量试样宽度尺寸时,取试样的两端和中间三个测量点,三点实测值中的最大值与最小值之差即为试样条两长边平行度误差。
5.3本标准表 2中第三项导向面与切刀下刃口垂直度的检验
用厚度0.3mm左右的纸板试切,先任意切一条直边,然后用此直边靠在标尺座的导向面上,再切一条直边,两条切边成直角,然后用2级宽度直角尺测量。垂直度误差不应超过0.1mm(可目测武样直角边与霓边直角尺测量面间的缝隙大小),试切时注意,所切试样的直角边长度为100mm。
5.4本标准4.2.1切刀刃口 锋利的检验
用打字纸试切,检查切口情况,切样长度不应少于250mm,观察切边齐整且无起毛现象
4.2.3 YQ Z-15型可调切纸刀调距机构应符合如下规定:
a.抽动式前定距板调距时,调距旋钮转动灵活,锁紧后定距板不应有松动现象;
b.滑动式后定距板调距时,移动轻松,锁紧后其下平面应与大底板的上平面紧密贴合,滑动定距板在任间位置时的贴合区均应大于定距板全长的40%,并靠近标尺座一方贴合长度不少于30mm;
c.调距刻度指示值应与实际切样尺寸一致,误差- -般不应超过1mm,且经过调节应能达到准确值。
4.3切纸刀的 外观质量
4.3.1机械加工件外观表面应符合 GB/T 14253 中的有关规定。
4.3.2涂漆件表面应符合 GB/T 14253 中的有关规定。
4.3.3镀铬件镀层牢固, 不应有烧伤、铬刺、镀层脱落等缺陷。
4.3.4发黑件表 面智化层均匀,色泽一致,无未氧化处。
4.4切纸刀整机装配应符合 GB/T 12453中的有关规定,有特殊要求的部位在装配技术文件中应另作规定。
5试验方法
5.1本标准表2中第一项切纸宽度的检验
5.1.1检验用标准量具,钢板尺和分度值0.02mm游标卡尺。
5.1.2检验方法
用0.15~0.3mm的薄纸板试切,试样长度不应小于250mm,用游标卡尺测量试样宽度尺寸。对YQ-Z-14型标准切纸刀,试切时的试样宽度为15mm,试切条数不应少于五条,对YQ-Z-15型可调距切纸刀,试切时应切取15mm、30mm和70mm三种宽 度的试样。每种尺寸试切条数不应少于五条(五条均应达到要求)。
5.2 本标准表2中第二项,试样两长边平行度的检验应与5.1的检验同时进行。在测量试样宽度尺寸时,取试样的两端和中间三个测量点,三点实测值中的最大值与最小值之差即为试样条两长边平行度误差。
5.3本标准表 2中第三项导向面与切刀下刃口垂直度的检验
用厚度0.3mm左右的纸板试切,先任意切一条直边,然后用此直边靠在标尺座的导向面上,再切一条直边,两条切边成直角,然后用2级宽度直角尺测量。垂直度误差不应超过0.1mm(可目测武样直角边与霓边直角尺测量面间的缝隙大小),试切时注意,所切试样的直角边长度为100mm。
5.4本标准4.2.1切刀刃口 锋利的检验
用打字纸试切,检查切口情况,切样长度不应少于250mm,观察切边齐整且无起毛现象
标准图片预览

标准内容
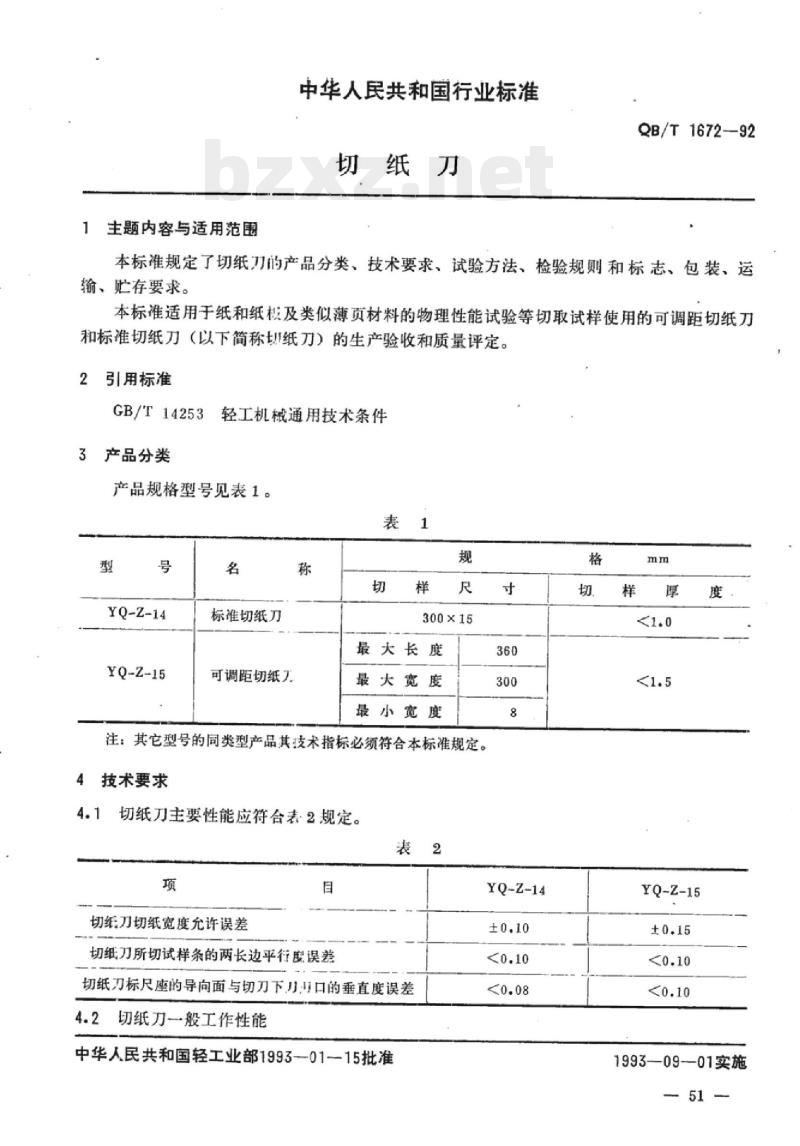
1主题内容与适用范围
中华人民共和国行业标准
切纸刀
QB/T1672-—92Www.bzxZ.net
本标准规定了切纸刀的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存要求。
本标准适用于纸和纸极及类似薄页材料的物理性能试验等切取试样使用的可调距切纸刀和标准切纸刀(以下简称划纸)的生产验收和质量评定。2
引用标准
GB/T14253轻工机械通用技术条件3产品分类
产品规格型号见表1。
YQ-Z-14
YQ-Z-15
标准切纸刀
可调距切纸
300×15
最大长度
最大宽度
最小宽度
注:其它型号的同类型产品其技术指标必须符合本标准规定。4技术要求
4.1切纸刀主要性能应符合表2规定。表
切纸刀切纸宽度允许误差
切纸刀所切试样条的两长边平行度误差切纸刀标尺座的导向面与切刀下小口的垂直度误差4.2切纸刀-般工作性能
中华人民共和国轻工业部1993-01-15批准2
YQ-Z-14
YQ-Z-15
1993--09-—01实施
—51-
QB/+1672--92
4.2.1切纸刀切刀锋利,所切试样切口应平直齐整,不应有起毛现象。4.2.2切纸刀切纸时,试样压紧机构压纸可靠,试样被压紧后不应有松动和移位现象。4.2.3YQ-Z-15型可调切纸刀调距机构应符合如下规定:。抽动式前定距板调距时,调距旋钮转动灵活,锁紧后定距板不应有松动现象;b。滑动式后定距板调距时,移动轻松,锁紧后其下平面应与大底板的上平面紧密贴合,滑动定距板在任向位置时的贴合区均应大于定距板全长的40%,并靠近标尺座一方贴合长度不少于30mm:
c。调距刻度指示值应与实际切样尺寸一致,误差一般不应超过1mm,且经过调节应能达到准确值。
4.3切纸刀的外观质量
4.3.1机械加工件外观表面应符合GB/T14253中的有关规定。4.3.2涂漆件表面应符合GB/T14253中的有关规定。4.3.3镀铬件镀层牢固,不应有烧伤、铬刺、镀层脱落等缺陷。4.3.4发黑件表面氧化层均匀,色泽一致,无未氧化处。4.4切纸刀整机装配应符合GB/T12453中的有关规定,有特殊要求的部位在装配技术文件中应另作规定。
5试验方法
5.1本标准表2中第一项切纸宽度的检验5.1.1检验用标准量具,钢板尺和分度值0.02mm游标卡尺。5.1.2检验方法
用0.15~0.3mm的薄纸板试切,试样长度不应小于250mm,用游标卡尺测量试样宽度尺寸。对YQ-Z-14型标准切纸刀,试切时的试样宽度为15mm,试切条数不应少于五条,对YQ-Z-15型可调距切纸刀,试切时应切取15mm、30mm和70mm三种宽度的试样。每种尺寸试切条数不应少于五条(五条均应达到要求)。5.2本标准表2中第二项,试样两长边平行度的检验应与5.1的检验同时进行。在测量试样宽度尺寸时,取试样的两端和中间三个测量点,三点实测值中的最大值与最小值之差即为试样条两长边平行度误差。
5.3本标准表2中第三项导向面与切刀下刃口垂直度的检验用厚度0。3mm左右的纸板试切,先任意切一条直边,然后用此直边靠在标尺座的导向面上,再切一条直边,两条切边成直角,然后用2级宽度直角尺测量。垂直度误差不应超过0.1mm(可目测式样直角边与宽边直角尺测量面间的缝隙大小),试切时注意,所切试样的直角边长度为100mm。
5.4本标准4.2.1切刀刃口锋利的检验用打字纸试切,检查切口情况,切样长度不应少于250mm,观察切边齐整且无起毛现象即为合格。
5.5本标准4.2.21纸机构性能的检验用100mm宽的打字纸试验,将打字纸放在压纸板下,然后压下压纸板,试样被压紧后用-52
QB/T1672-92
手拉动试样,试样无松动移位现象即为合格。5.6本标准4.2.3、4.3、1.4按要求进行实测或目测检查。6检验规则
6。1切纸刀出厂检验应按本标准要求,对交验批量进行全数检查。6.2切纸刀可计量主要性能指标必须全部达到本标准要求,非计量的一般性能指标允许通过返修达到合格。
6.3切纸刀包装前需进行扫样复检,复检规则如下:a。复检采取分层随机抛样:
b,复检合格判定数为零:
c.复检样本为交验批量的10%,复检发现不合格项则应扩大抽样比例至20%(不包括第一次抽取的样本),二次抽样中如再出现不合格项,应全批拒收,交验批量少于20台时,抽样台数不应少于2台。
6.4切纸刀出厂检验主要项目的实测数据应记入随机文件,没有证明产品质量合格的文件,产品不能出厂。
7标志、包装、运输、赔
7.1标志
7.1.1产品标志
切纸刀应以标牌为标志,标牌用铜或铝材料制造,标牌的内容包括:a。制造厂名;
b.产品名称;
c.产品型号或标记;
d。产品主要参数:
e。制造日期、编号或生产批号。7.1.2包装标志
产品包装箱应有文字标志和符号标志,内容包括:e。产品名称;
b。制造厂名:
c。收发货标志及出厂年月:
d.箱号:
e。精密仪器、小心轻放、防潮、防晒、正置方向符号;f。毛重。
7.2包装
7.2.1切纸刀外包装采用瓦榜纸板箱或木箱包装,箱内应使用发泡塑料衬垫层将切纸刀与包装箱隔开,切纸刀在箱内不有松动移位。7.2.2采用瓦楞纸板箱包装时:箱外应用塑编带绑牢,采用木箱包装时,封箱后应在加固箱档四角加钉包棱角铁。
QB/T1672-92
7.2.3切纸刀随机技术文件应装在塑料袋内,文件袋固定在包装箱顶盖下面,随机文件内容包括:
.。产品合格证
b,产品使用说明书:
c。装箱单;
d。拆箱说明。
7.3运输
切纸刀包装状态下可采用任何种类运输方式,搬运过程中应防止雨淋、摔碰、撞击和重压。
7.4贮存
7.4.1贮存场所
常温、干燥、通风的库房中。
7.4.2贮存期限半年。半年后应开箱抽检。附加说明:
本标准由中华人民共和国轻工业部技术装备司提出。本标准由全国轻工机械标准化中心归口。本标准由四川长江造纸仪器厂负责起草。本标准主要起草人:吕惠庆、许风娣。54
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国行业标准
切纸刀
QB/T1672-—92Www.bzxZ.net
本标准规定了切纸刀的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存要求。
本标准适用于纸和纸极及类似薄页材料的物理性能试验等切取试样使用的可调距切纸刀和标准切纸刀(以下简称划纸)的生产验收和质量评定。2
引用标准
GB/T14253轻工机械通用技术条件3产品分类
产品规格型号见表1。
YQ-Z-14
YQ-Z-15
标准切纸刀
可调距切纸
300×15
最大长度
最大宽度
最小宽度
注:其它型号的同类型产品其技术指标必须符合本标准规定。4技术要求
4.1切纸刀主要性能应符合表2规定。表
切纸刀切纸宽度允许误差
切纸刀所切试样条的两长边平行度误差切纸刀标尺座的导向面与切刀下小口的垂直度误差4.2切纸刀-般工作性能
中华人民共和国轻工业部1993-01-15批准2
YQ-Z-14
YQ-Z-15
1993--09-—01实施
—51-
QB/+1672--92
4.2.1切纸刀切刀锋利,所切试样切口应平直齐整,不应有起毛现象。4.2.2切纸刀切纸时,试样压紧机构压纸可靠,试样被压紧后不应有松动和移位现象。4.2.3YQ-Z-15型可调切纸刀调距机构应符合如下规定:。抽动式前定距板调距时,调距旋钮转动灵活,锁紧后定距板不应有松动现象;b。滑动式后定距板调距时,移动轻松,锁紧后其下平面应与大底板的上平面紧密贴合,滑动定距板在任向位置时的贴合区均应大于定距板全长的40%,并靠近标尺座一方贴合长度不少于30mm:
c。调距刻度指示值应与实际切样尺寸一致,误差一般不应超过1mm,且经过调节应能达到准确值。
4.3切纸刀的外观质量
4.3.1机械加工件外观表面应符合GB/T14253中的有关规定。4.3.2涂漆件表面应符合GB/T14253中的有关规定。4.3.3镀铬件镀层牢固,不应有烧伤、铬刺、镀层脱落等缺陷。4.3.4发黑件表面氧化层均匀,色泽一致,无未氧化处。4.4切纸刀整机装配应符合GB/T12453中的有关规定,有特殊要求的部位在装配技术文件中应另作规定。
5试验方法
5.1本标准表2中第一项切纸宽度的检验5.1.1检验用标准量具,钢板尺和分度值0.02mm游标卡尺。5.1.2检验方法
用0.15~0.3mm的薄纸板试切,试样长度不应小于250mm,用游标卡尺测量试样宽度尺寸。对YQ-Z-14型标准切纸刀,试切时的试样宽度为15mm,试切条数不应少于五条,对YQ-Z-15型可调距切纸刀,试切时应切取15mm、30mm和70mm三种宽度的试样。每种尺寸试切条数不应少于五条(五条均应达到要求)。5.2本标准表2中第二项,试样两长边平行度的检验应与5.1的检验同时进行。在测量试样宽度尺寸时,取试样的两端和中间三个测量点,三点实测值中的最大值与最小值之差即为试样条两长边平行度误差。
5.3本标准表2中第三项导向面与切刀下刃口垂直度的检验用厚度0。3mm左右的纸板试切,先任意切一条直边,然后用此直边靠在标尺座的导向面上,再切一条直边,两条切边成直角,然后用2级宽度直角尺测量。垂直度误差不应超过0.1mm(可目测式样直角边与宽边直角尺测量面间的缝隙大小),试切时注意,所切试样的直角边长度为100mm。
5.4本标准4.2.1切刀刃口锋利的检验用打字纸试切,检查切口情况,切样长度不应少于250mm,观察切边齐整且无起毛现象即为合格。
5.5本标准4.2.21纸机构性能的检验用100mm宽的打字纸试验,将打字纸放在压纸板下,然后压下压纸板,试样被压紧后用-52
QB/T1672-92
手拉动试样,试样无松动移位现象即为合格。5.6本标准4.2.3、4.3、1.4按要求进行实测或目测检查。6检验规则
6。1切纸刀出厂检验应按本标准要求,对交验批量进行全数检查。6.2切纸刀可计量主要性能指标必须全部达到本标准要求,非计量的一般性能指标允许通过返修达到合格。
6.3切纸刀包装前需进行扫样复检,复检规则如下:a。复检采取分层随机抛样:
b,复检合格判定数为零:
c.复检样本为交验批量的10%,复检发现不合格项则应扩大抽样比例至20%(不包括第一次抽取的样本),二次抽样中如再出现不合格项,应全批拒收,交验批量少于20台时,抽样台数不应少于2台。
6.4切纸刀出厂检验主要项目的实测数据应记入随机文件,没有证明产品质量合格的文件,产品不能出厂。
7标志、包装、运输、赔
7.1标志
7.1.1产品标志
切纸刀应以标牌为标志,标牌用铜或铝材料制造,标牌的内容包括:a。制造厂名;
b.产品名称;
c.产品型号或标记;
d。产品主要参数:
e。制造日期、编号或生产批号。7.1.2包装标志
产品包装箱应有文字标志和符号标志,内容包括:e。产品名称;
b。制造厂名:
c。收发货标志及出厂年月:
d.箱号:
e。精密仪器、小心轻放、防潮、防晒、正置方向符号;f。毛重。
7.2包装
7.2.1切纸刀外包装采用瓦榜纸板箱或木箱包装,箱内应使用发泡塑料衬垫层将切纸刀与包装箱隔开,切纸刀在箱内不有松动移位。7.2.2采用瓦楞纸板箱包装时:箱外应用塑编带绑牢,采用木箱包装时,封箱后应在加固箱档四角加钉包棱角铁。
QB/T1672-92
7.2.3切纸刀随机技术文件应装在塑料袋内,文件袋固定在包装箱顶盖下面,随机文件内容包括:
.。产品合格证
b,产品使用说明书:
c。装箱单;
d。拆箱说明。
7.3运输
切纸刀包装状态下可采用任何种类运输方式,搬运过程中应防止雨淋、摔碰、撞击和重压。
7.4贮存
7.4.1贮存场所
常温、干燥、通风的库房中。
7.4.2贮存期限半年。半年后应开箱抽检。附加说明:
本标准由中华人民共和国轻工业部技术装备司提出。本标准由全国轻工机械标准化中心归口。本标准由四川长江造纸仪器厂负责起草。本标准主要起草人:吕惠庆、许风娣。54
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。