QB 1541-1992
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB 1541-1992.
6试验方法
6.1化学成 分仲裁分析方法按CB 223规定 进行。
6.2拉伸试验按CB 228规定进行。
6.3 维氏硬庭试验按GB5030规定进行。
6.4长度用卷尺测量,直径、圆度用分度值为0.01mm或0.001mm的外径千分尺进行测量。
6.5棒材直线度检查在平台上滚动时应无明显跳动,必要时按GB1958附录一中直线度误差检测方案1一1项进行。
6.6外观质:和表面粗糙度用正常视力目测检查,必要时表面粗糙度用轮廓仪测试,按GB 10610规定进行,也可用光切显微镜测出Rz值,再换算为Ra值。
7检验规则
7.1 棒、丝材应由供方质量检验部门检验,并保证产品质量符合本标准要求,需方验收期为到货后30天内。
7.2 棒、线材以同牌号、同规格、同状态组批,每批不大于1000kg。
7.3 棒、丝材应逐根(卷)进行外形尺寸测量和表面质量检查。
7.4化学成分每批取一个试样进行检验。
7.5拉伸试验、 硬度试验从每批中取二根制备试样。
7.6重复试验各 项试验即使有一个试样的试验结果不合格,也应从该批中取双倍试样进行不合格项目的复检,复检结果仍有一个试样不合格,则整批报废或逐根(卷)检验,合格:者单独编批验收。
8包装、标志,运输、贮存
8.1包装
钢棒、钢丝表面应涂- -层清洁的防锈油,用防潮纸、包装材料包紧、扎牢。钢棒每10~20kg为一拥,并用铁丝均匀捆扎不少于三处,短料钢棒单独捆扎,装入衬有防潮纸的木箱或集装箱内。
8.2标志、 运输及贮存按GB 2103中第3, 4, 5章规定。
6试验方法
6.1化学成 分仲裁分析方法按CB 223规定 进行。
6.2拉伸试验按CB 228规定进行。
6.3 维氏硬庭试验按GB5030规定进行。
6.4长度用卷尺测量,直径、圆度用分度值为0.01mm或0.001mm的外径千分尺进行测量。
6.5棒材直线度检查在平台上滚动时应无明显跳动,必要时按GB1958附录一中直线度误差检测方案1一1项进行。
6.6外观质:和表面粗糙度用正常视力目测检查,必要时表面粗糙度用轮廓仪测试,按GB 10610规定进行,也可用光切显微镜测出Rz值,再换算为Ra值。
7检验规则
7.1 棒、丝材应由供方质量检验部门检验,并保证产品质量符合本标准要求,需方验收期为到货后30天内。
7.2 棒、线材以同牌号、同规格、同状态组批,每批不大于1000kg。
7.3 棒、丝材应逐根(卷)进行外形尺寸测量和表面质量检查。
7.4化学成分每批取一个试样进行检验。
7.5拉伸试验、 硬度试验从每批中取二根制备试样。
7.6重复试验各 项试验即使有一个试样的试验结果不合格,也应从该批中取双倍试样进行不合格项目的复检,复检结果仍有一个试样不合格,则整批报废或逐根(卷)检验,合格:者单独编批验收。
8包装、标志,运输、贮存
8.1包装
钢棒、钢丝表面应涂- -层清洁的防锈油,用防潮纸、包装材料包紧、扎牢。钢棒每10~20kg为一拥,并用铁丝均匀捆扎不少于三处,短料钢棒单独捆扎,装入衬有防潮纸的木箱或集装箱内。
8.2标志、 运输及贮存按GB 2103中第3, 4, 5章规定。
标准图片预览
标准内容
1主题内容与适用范围
中华人民共和国行业标准
钟用钢棒与钢丝
QB1541—92
本标准规定了钟用钢棒、钢丝的产品分类、技术要求、试验方法、检验规则及包装、标志、运输、贮存。
本标准适用于各种时钟及儿他机械零件用的碳素圆形钢棒与钢丝。2引用标准
优先数和优先数第:
GB223钢铁化学分析标准方法
金属拉伸试验方社
GB5030
金属小负荷维氏便度试验方法
GB1958
形状和位置公差检测规定
G32103
3术语
3.1圆度
触针式仪器测量表面粗糙度的规则和方法钢丝验收、包装,标志及质量证明书的一般规定在一个横截面上所测量的最直径与最小直径之差值。3.2棒、线材
沿整个长度方向上具有均-横截面的实心加工产品,以直状供应的为棒材,以卷状供应的为线(丝)材。
4产品分类
4.1牌号
钢、钢丝材料为碳素工具钢T9A,优质碳素钢15、70、65Mn。碳素结构钢Q235的A,B级可作为15钢的代用材料,70可为T9A的代用材料。4.2钢库与钢丝基本尺寸按表1规定。4.3钢捧、钢丝供应状态
T9A、70钢丝按抗拉强度分为I组、Ⅱ组、Ⅲ组。其余按硬度分为:硬(Y)、车(M)中华人民共和国轻工业部1992—0706批准1993--03—01实施
QB1541—92
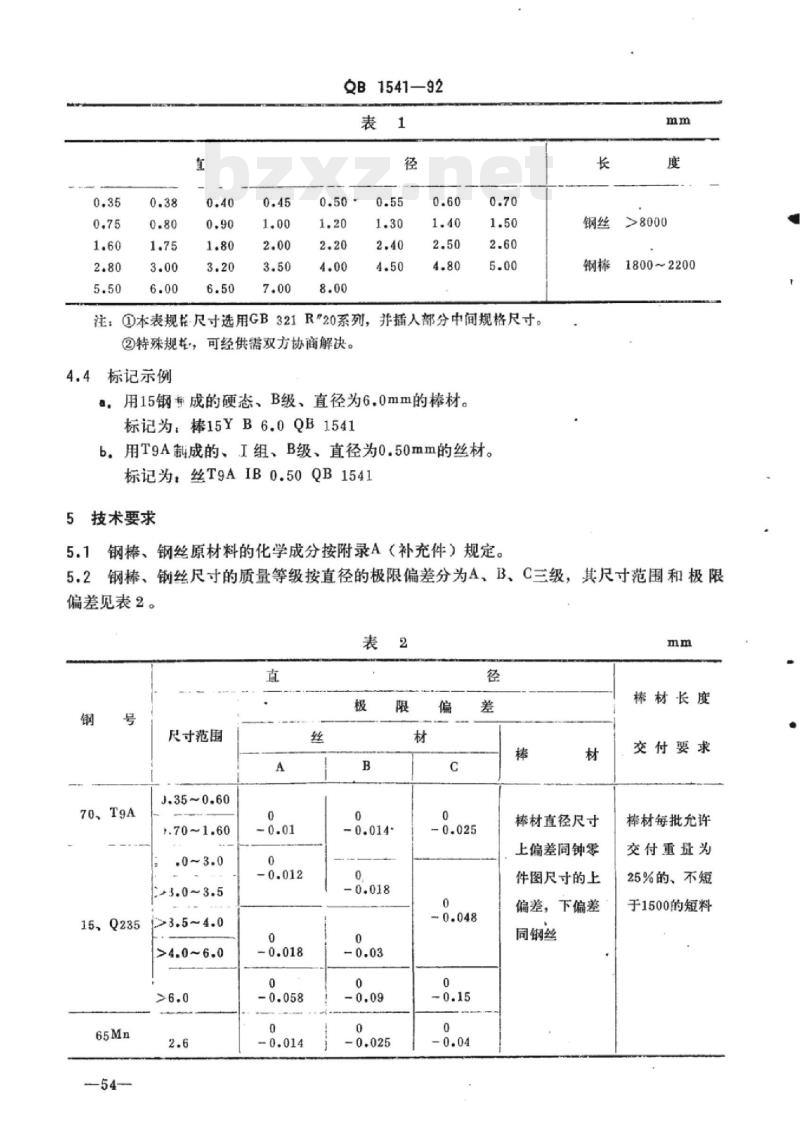
注:①本表规格-尺寸选用GB321R\20系列,并插人部分中间规格尺寸。②特殊规托,可经供需双方协商解决。4.4标记示例
。.用15钢成的硬态、B级、直径为6.0mm的棒材。标记为:棒15YB6.0QB1541
b.用T9A制成的、I组、B级、直径为0.50mm的丝材。标记为.丝T9AIB0.50QB1541
5技术要求
钢棒、钢丝原材料的化学成分按附录A(补充件)规定。5.1
18002200
5.2钢棒、钢丝尺寸的质量等级按直径的极限偏差分为A、3、C三级,其尺寸范围和极限偏差见表2。
70、T9A
15、Q235
尺寸范围
J.35~0.60
.70~1.60
.0~3.0
棒材直径尺寸
上偏差同钟零
件图尺寸的上
偏差,下偏差
同钢丝
棒材长度
交付要求
棒材每批允许
交付重量为
25%的、不短
于1500的短料
QB1541—92
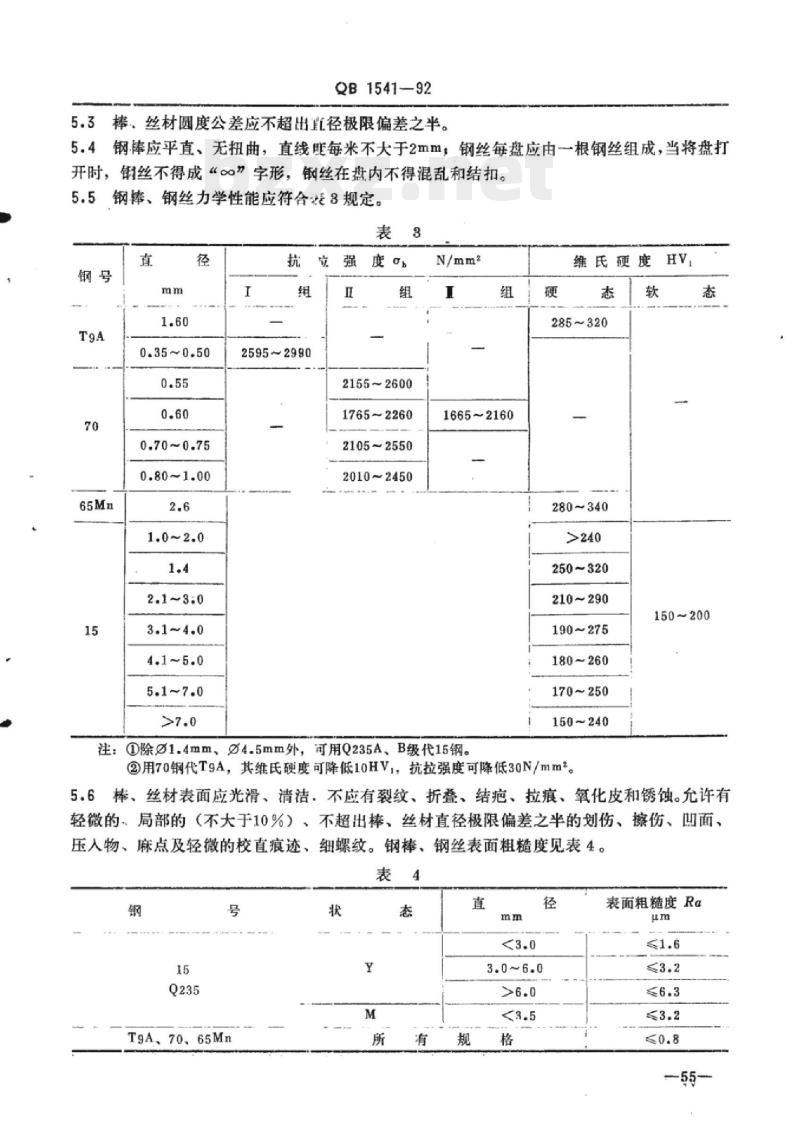
5.3棒,丝材圆度公差应不超出直径极限偏差之半。5.4钢棒应平直、无扭曲,直线睡每米不大于2mm,钢丝每盘应由一根钢丝组成,当将盘打开时,钥丝不得成“”字形,钢丝在盘内不得混乱和结扣。5.5钢棒、钢丝力学性能应符合8规定。表
0.35~0.50
0.80~1.00
2595-2990
2155~2600
1765-2260
21052550
2010~2450
1665~2160
维氏硬
285~320
280-340
250-320
210~290
190~275
180~260
170250
150~240
注:①除@1.4mm、@4.5mm外,可用Q235A、B级代15钢。②用70钢代T9A,其维氏硬度可降低10HV,,抗拉强度可降低30N/mm*。软
150~200
棒、丝材表面应光滑、清洁:不应有裂纹、折叠、结疤、拉痕、氧化皮和锈蚀。允许有轻微的,局部的(不大于10%)、不超出棒、丝材直径极限偏差之半的划伤、擦伤、凹面、压人物、麻点及轻微的校直痕迹、细螺纹。钢棒、钢丝表面粗糙度见表4。表
T9A、70、65Mn
表面粗糙度Ra
6试验方法
QB1541-92
6.1化学成分仲裁分析方法按GB223规定进行。6.2拉伸试验按GB228规定进行。6.3维氏硬庭试验按GB5030规定进行。6.4长度用卷尺测量,直径、圆度用分度值为0.01mm或0.001mm的外径千分尺进行测量。6.5棒材直线度检查在平台上滚动时应无明显跳动,必要时按GB1958附录一中直线度误差检测方案1一1项进行。
6.6外观质:和表面粗糙度用正常视力目测检查,必要时表面粗糙度用轮廓仪测试,按GB10610规定进行,也可用光切显微镜测出Rz值,再换算为Ra值。7检验规则
7.1棒,丝材应由供方质量检验部门检验,并保证产品质量符合本标准要求,需方验收期为到货后30天内。此内容来自标准下载网
7.2棒、线材以同牌号、同规格、同状态组批,每批不大于1000kg。7.3棒、丝材应逐根(卷)进行外形尺寸测量和表面质量检查。7.4化学成分每批取一个试样进行检验。7.5拉伸试验、硬度试验从每批中取二根制备试样。7.6重复试验各项试验即使有一个试样的试验结果不合格,也应从该批中取双倍试样进行不合格项目的复检,复检结果仍有一个试样不合格,则整批报废或逐根(卷)检验,合格者单独编批验收。
8包装、标志、运输、贮存
8.1包装
钢棒、钢丝表面应涂一层清洁的防锈油,用防潮纸、包装材料包紧、扎牢。钢棒每10~20kg为一捆,并用铁丝均勾捆扎不少于三处,短料钢棒单独捆扎,装人衬有防潮纸的木箱或集装箱内。
8.2标志、运输及贮存按GB2103中第3,4,5章规定。56-
QB1541—92
附录A
钢棒、钢丝原材料化学成分
(补充件)
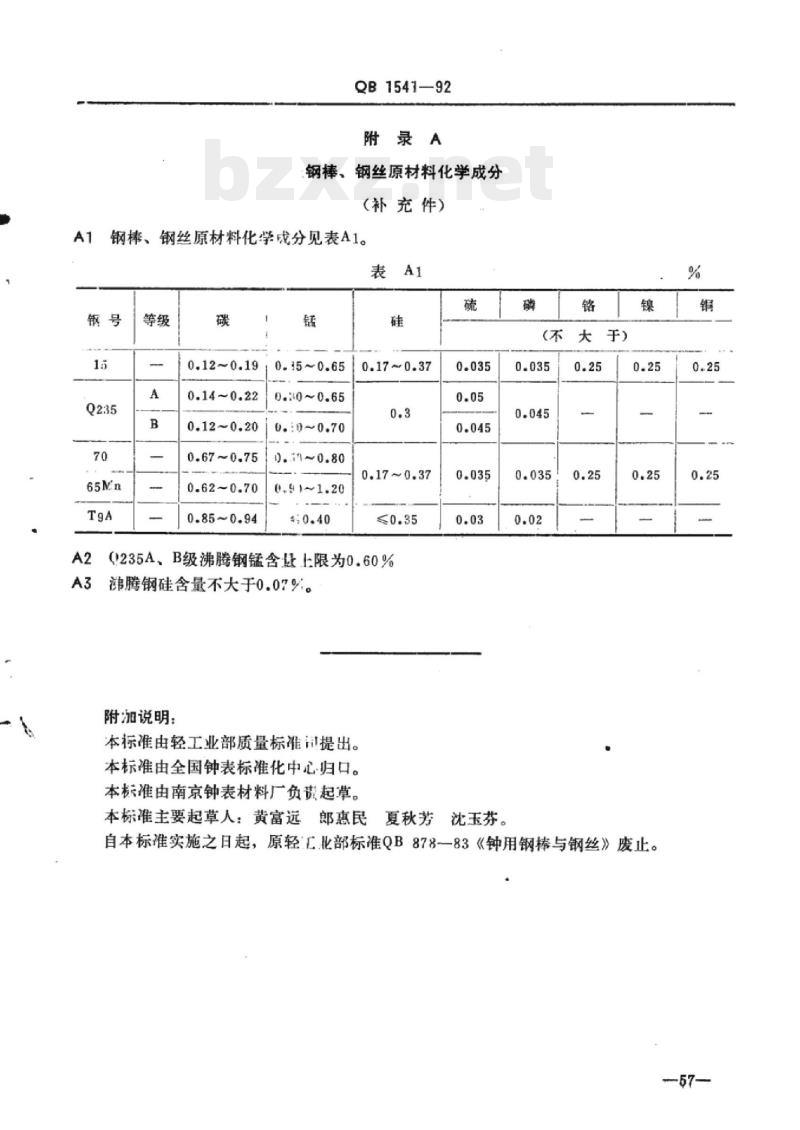
A1钢棒、钢丝原材料化学战分见表A1。表A1
0.12~0.19
0.14~0.22
0.12~0.20
0.67m0.75
0.62-0.70
0.85~0.94
0.35-0.65
0.40~0.65
0.91-1.20
0.17~0.37
(235A、B级沸腾钢锰含址上限为0.60%A3
沸腾钢硅含量不大于0.07%。
附加说明:
本标准由轻工业部质量标准司提出。本标准由全国钟表标准化中心归口。本标准由南京钟表材料厂负责起草。硫
本标准主要起草人:黄富远郎惠民夏秋芳沈玉芬。磷
自本标准实施之日起,原轻工.业部标准QB878-一83《钟用钢棒与钢丝》废止。%
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国行业标准
钟用钢棒与钢丝
QB1541—92
本标准规定了钟用钢棒、钢丝的产品分类、技术要求、试验方法、检验规则及包装、标志、运输、贮存。
本标准适用于各种时钟及儿他机械零件用的碳素圆形钢棒与钢丝。2引用标准
优先数和优先数第:
GB223钢铁化学分析标准方法
金属拉伸试验方社
GB5030
金属小负荷维氏便度试验方法
GB1958
形状和位置公差检测规定
G32103
3术语
3.1圆度
触针式仪器测量表面粗糙度的规则和方法钢丝验收、包装,标志及质量证明书的一般规定在一个横截面上所测量的最直径与最小直径之差值。3.2棒、线材
沿整个长度方向上具有均-横截面的实心加工产品,以直状供应的为棒材,以卷状供应的为线(丝)材。
4产品分类
4.1牌号
钢、钢丝材料为碳素工具钢T9A,优质碳素钢15、70、65Mn。碳素结构钢Q235的A,B级可作为15钢的代用材料,70可为T9A的代用材料。4.2钢库与钢丝基本尺寸按表1规定。4.3钢捧、钢丝供应状态
T9A、70钢丝按抗拉强度分为I组、Ⅱ组、Ⅲ组。其余按硬度分为:硬(Y)、车(M)中华人民共和国轻工业部1992—0706批准1993--03—01实施
QB1541—92
注:①本表规格-尺寸选用GB321R\20系列,并插人部分中间规格尺寸。②特殊规托,可经供需双方协商解决。4.4标记示例
。.用15钢成的硬态、B级、直径为6.0mm的棒材。标记为:棒15YB6.0QB1541
b.用T9A制成的、I组、B级、直径为0.50mm的丝材。标记为.丝T9AIB0.50QB1541
5技术要求
钢棒、钢丝原材料的化学成分按附录A(补充件)规定。5.1
18002200
5.2钢棒、钢丝尺寸的质量等级按直径的极限偏差分为A、3、C三级,其尺寸范围和极限偏差见表2。
70、T9A
15、Q235
尺寸范围
J.35~0.60
.70~1.60
.0~3.0
棒材直径尺寸
上偏差同钟零
件图尺寸的上
偏差,下偏差
同钢丝
棒材长度
交付要求
棒材每批允许
交付重量为
25%的、不短
于1500的短料
QB1541—92
5.3棒,丝材圆度公差应不超出直径极限偏差之半。5.4钢棒应平直、无扭曲,直线睡每米不大于2mm,钢丝每盘应由一根钢丝组成,当将盘打开时,钥丝不得成“”字形,钢丝在盘内不得混乱和结扣。5.5钢棒、钢丝力学性能应符合8规定。表
0.35~0.50
0.80~1.00
2595-2990
2155~2600
1765-2260
21052550
2010~2450
1665~2160
维氏硬
285~320
280-340
250-320
210~290
190~275
180~260
170250
150~240
注:①除@1.4mm、@4.5mm外,可用Q235A、B级代15钢。②用70钢代T9A,其维氏硬度可降低10HV,,抗拉强度可降低30N/mm*。软
150~200
棒、丝材表面应光滑、清洁:不应有裂纹、折叠、结疤、拉痕、氧化皮和锈蚀。允许有轻微的,局部的(不大于10%)、不超出棒、丝材直径极限偏差之半的划伤、擦伤、凹面、压人物、麻点及轻微的校直痕迹、细螺纹。钢棒、钢丝表面粗糙度见表4。表
T9A、70、65Mn
表面粗糙度Ra
6试验方法
QB1541-92
6.1化学成分仲裁分析方法按GB223规定进行。6.2拉伸试验按GB228规定进行。6.3维氏硬庭试验按GB5030规定进行。6.4长度用卷尺测量,直径、圆度用分度值为0.01mm或0.001mm的外径千分尺进行测量。6.5棒材直线度检查在平台上滚动时应无明显跳动,必要时按GB1958附录一中直线度误差检测方案1一1项进行。
6.6外观质:和表面粗糙度用正常视力目测检查,必要时表面粗糙度用轮廓仪测试,按GB10610规定进行,也可用光切显微镜测出Rz值,再换算为Ra值。7检验规则
7.1棒,丝材应由供方质量检验部门检验,并保证产品质量符合本标准要求,需方验收期为到货后30天内。此内容来自标准下载网
7.2棒、线材以同牌号、同规格、同状态组批,每批不大于1000kg。7.3棒、丝材应逐根(卷)进行外形尺寸测量和表面质量检查。7.4化学成分每批取一个试样进行检验。7.5拉伸试验、硬度试验从每批中取二根制备试样。7.6重复试验各项试验即使有一个试样的试验结果不合格,也应从该批中取双倍试样进行不合格项目的复检,复检结果仍有一个试样不合格,则整批报废或逐根(卷)检验,合格者单独编批验收。
8包装、标志、运输、贮存
8.1包装
钢棒、钢丝表面应涂一层清洁的防锈油,用防潮纸、包装材料包紧、扎牢。钢棒每10~20kg为一捆,并用铁丝均勾捆扎不少于三处,短料钢棒单独捆扎,装人衬有防潮纸的木箱或集装箱内。
8.2标志、运输及贮存按GB2103中第3,4,5章规定。56-
QB1541—92
附录A
钢棒、钢丝原材料化学成分
(补充件)
A1钢棒、钢丝原材料化学战分见表A1。表A1
0.12~0.19
0.14~0.22
0.12~0.20
0.67m0.75
0.62-0.70
0.85~0.94
0.35-0.65
0.40~0.65
0.91-1.20
0.17~0.37
(235A、B级沸腾钢锰含址上限为0.60%A3
沸腾钢硅含量不大于0.07%。
附加说明:
本标准由轻工业部质量标准司提出。本标准由全国钟表标准化中心归口。本标准由南京钟表材料厂负责起草。硫
本标准主要起草人:黄富远郎惠民夏秋芳沈玉芬。磷
自本标准实施之日起,原轻工.业部标准QB878-一83《钟用钢棒与钢丝》废止。%
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。