QB/T 4868—2015
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 4868—2015.Footwear machines—Seat and side lasting machine.
1范围
QB/T 4868规定了中后帮机的组成、型号和基本参数、要求、试验方法、检验规则、标志、包装、运输和贮存。
QB/T 4868适用于制鞋生产中利用数控技术自动上胶,以胶黏法使鞋帮脚与内底结合的中后帮机。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191包装储运图示标志
GB/T 1958—2004产品技术规范(GPS)形状和位置公差检测规定GB/T 3766液压系统通用技术条件
GB 5226.1—2008机械电气安全瞭机械电气设备第1部分:通用技术条件GB/T 6576机床润滑系统
GB/T 7932气动系统通用技术条件GB/T 8196—2003机械安全防护装置固定式和活动式防护装置设计与制造一般要求
GB/T 9969工业产品使用说明书总则
GB/T 13306标牌
GB/T 13384机电产品包装通用技术条件
GB/T 15969.2 可编程序控制器第⒉部分:设备要求和测试GB 16754机械安全急停设计原则
GB/T 16769金属切削机床噪声声压级测量方法
GB/T 16855.1—2008机械安全控制系统有关安全部件瞭第1部分:设计通则GB/T 21067—2007工业机械电气设备电磁兼容通用抗扰度要求
GB 23821—2009机械安全防止上下肢触及危险区的安全距离
GB/T 24342—2009工业机械电气设备惇保护接地电路连续性试验规范GB/T 24343—2009工业机械电气设备绝缘电阻试验规范
GB/T 24344—2009工业机械电气设备耐压试验规范QB/T 1525制鞋机械产品型号编制方法
QB/T 1588.1轻工机械焊接通用技术条件QB/T 1588.2轻工机械切削加工通用技术条件JB/T 8832-2001机床数控系统通用技术条件3组成、型号和基本参数
3.1组成
中后帮机由机身、檀座机构、压脚机构、束紧器机构(包含中帮束紧器和后帮束紧器)、卡板机构(包括中帮压块、拉紧钳)、扫刀机构、输胶涂胶装置、液压(气动)系统和数控系统(或扫描成像系统)等组成。
3.2型号
中后帮机的型号编制规则宜符合QB/T 1525的规定,并按以下方法编制:
1范围
QB/T 4868规定了中后帮机的组成、型号和基本参数、要求、试验方法、检验规则、标志、包装、运输和贮存。
QB/T 4868适用于制鞋生产中利用数控技术自动上胶,以胶黏法使鞋帮脚与内底结合的中后帮机。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191包装储运图示标志
GB/T 1958—2004产品技术规范(GPS)形状和位置公差检测规定GB/T 3766液压系统通用技术条件
GB 5226.1—2008机械电气安全瞭机械电气设备第1部分:通用技术条件GB/T 6576机床润滑系统
GB/T 7932气动系统通用技术条件GB/T 8196—2003机械安全防护装置固定式和活动式防护装置设计与制造一般要求
GB/T 9969工业产品使用说明书总则
GB/T 13306标牌
GB/T 13384机电产品包装通用技术条件
GB/T 15969.2 可编程序控制器第⒉部分:设备要求和测试GB 16754机械安全急停设计原则
GB/T 16769金属切削机床噪声声压级测量方法
GB/T 16855.1—2008机械安全控制系统有关安全部件瞭第1部分:设计通则GB/T 21067—2007工业机械电气设备电磁兼容通用抗扰度要求
GB 23821—2009机械安全防止上下肢触及危险区的安全距离
GB/T 24342—2009工业机械电气设备惇保护接地电路连续性试验规范GB/T 24343—2009工业机械电气设备绝缘电阻试验规范
GB/T 24344—2009工业机械电气设备耐压试验规范QB/T 1525制鞋机械产品型号编制方法
QB/T 1588.1轻工机械焊接通用技术条件QB/T 1588.2轻工机械切削加工通用技术条件JB/T 8832-2001机床数控系统通用技术条件3组成、型号和基本参数
3.1组成
中后帮机由机身、檀座机构、压脚机构、束紧器机构(包含中帮束紧器和后帮束紧器)、卡板机构(包括中帮压块、拉紧钳)、扫刀机构、输胶涂胶装置、液压(气动)系统和数控系统(或扫描成像系统)等组成。
3.2型号
中后帮机的型号编制规则宜符合QB/T 1525的规定,并按以下方法编制:
标准图片预览

标准内容
ICS61.080
分类号:Y99
备案号:51160-2015
中华人民共和国轻工行业标准
QB/T4868-2015
制鞋机械
中后帮机
Footwear machines-Seat and side lasting machine2015-07-14发布
中华人民共和国工业和信息化部2016-01-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。本标准由全国毛皮制革机械标准化中心归口。QB/T4868-2015
本标准起草单位:东莞市奇峰液压科技有限公司、中国皮革和制鞋工业研究院、国家轻工业皮革制鞋机械质量监督检测中心。
本标准主要起草人:李国阳、李刚、孔培利。本标准为首次发布。
1范围
制鞋机械中后帮机
QB/T4868—2015
本标准规定了中后帮机的组成、型号和基本参数、要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于制鞋生产中利用数控技术自动上胶,以胶黏法使鞋帮脚与内底结合的中后帮机。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T191包装储运图示标志
GB/T1958一2004产品技术规范(GPS)形状和位置公差检测规定GB/T3766液压系统通用技术条件GB5226.1-2008机械电气安全机械电气设备第1部分:通用技术条件
GB/T6576机床润滑系统
GB/T7932
气动系统通用技术条件
固定式和活动式防护装置设计与制造一般要求GB/T8196—2003机械安全防护装置GB/T9969工业产品使用说明书总则标牌
GB/T13306
GB/T13384
机电产品包装通用技术条件
可编程序控制器第2部分:设备要求和测试GB/T15969.2
GB16754机械安全急停设计原则
金属切削机床噪声声压级测量方法GB/T16769
GB/T16855.1一2008机械安全控制系统有关安全部件第1部分:设计通则GB/T21067-2007工业机械电气设备电磁兼容通用抗扰度要求GB23821一2009机械安全防止上下肢触及危险区的安全距离GB/T24342—2009
工业机械电气设备保护接地电路连续性试验规范GB/T24343—2009
GB/T24344-2009
工业机械电气设备绝缘电阻试验规范工业机械电气设备耐压试验规范QB/T1525
制鞋机械产品型号编制方法
QB/T1588.1
轻工机械焊接通用技术条件
轻工机械切削加工通用技术条件QB/T1588.2
JB/T8832-2001机床数控系统通用技术条件3组成型号和基本参数
3.1组成
中后帮机由机身、植座机构、压脚机构、束紧器机构(包含中帮束紧器和后帮束紧器)、卡板机构(包括中帮压块、拉紧钳)、扫刀机构、输胶涂胶装置、液压(气动)系统和数控系统(或扫描成像系统)等组成。
3.2型号
中后帮机的型号编制规则宜符合QB/T1525的规定,并按以下方法编制:1
QB/T4868-2015
设计序号:第1次设计为A(不标识),第2次设计为B....生产效率:单位为双/h
胶黏绷中后帮机
联合绷帮
绷帮类
制鞋机械
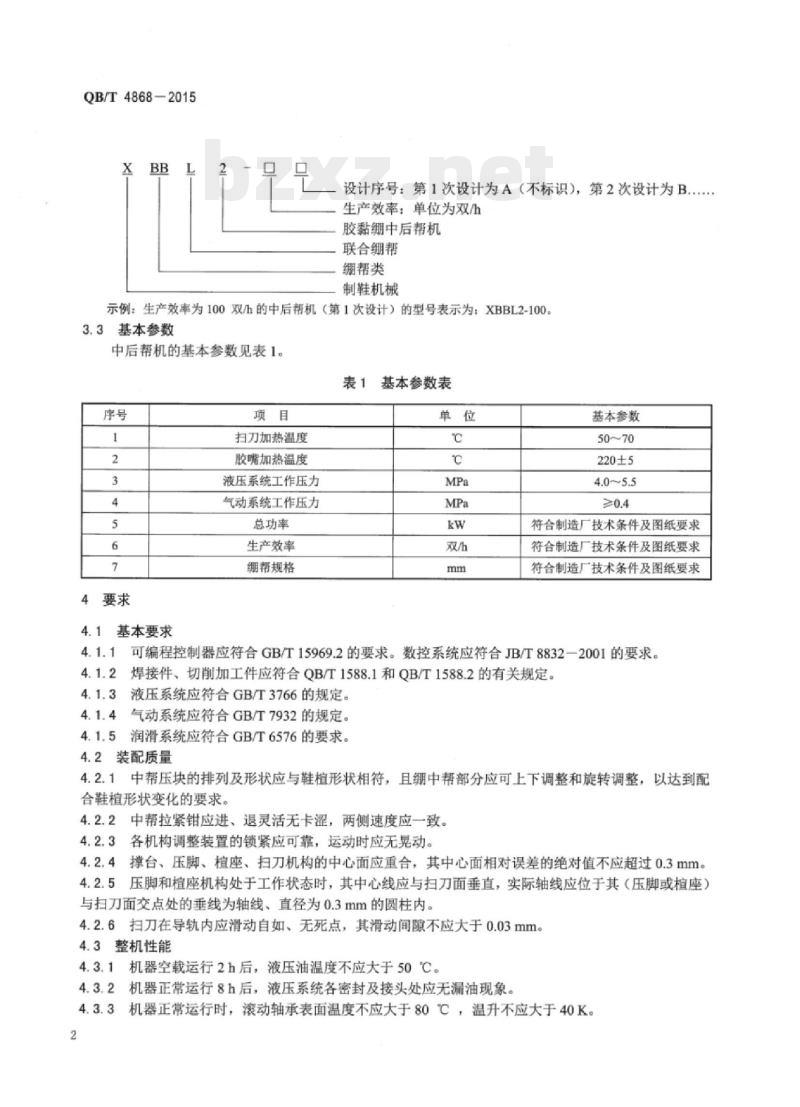
示例:生产效率为100双/h的中后帮机(第1次设计)的型号表示为:XBBL2-100。3.3基本参数
中后帮机的基本参数见表1。
表1基本参数表
4要求
4.1基本要求
扫刀加热温度
胶嘴加热温度
液压系统工作压力
气动系统工作压力
总功率
生产效率
帮规格
基本参数
220±5
符合制造厂技术条件及图纸要求符合制造厂技术条件及图纸要求符合制造厂技术条件及图纸要求4.1.1可编程控制器应符合GB/T15969.2的要求。数控系统应符合JB/T8832一2001的要求。4.1.2焊接件、切削加工件应符合QB/T1588.1和QB/T1588.2的有关规定。4.1.3液压系统应符合GB/T3766的规定。4.1.4气动系统应符合GB/T7932的规定。4.1.5润滑系统应符合GB/T6576的要求。4.2装配质量
4.2.1中帮压块的排列及形状应与鞋植形状相符,且绷中帮部分应可上下调整和旋转调整,以达到配合鞋植形状变化的要求。
4.2.2中帮拉紧钳应进、退灵活无卡涩,两侧速度应一致。4.2.3各机构调整装置的锁紧应可靠,运动时应无晃动。4.2.4撑台、压脚、植座、扫刀机构的中心面应重合,其中心面相对误差的绝对值不应超过0.3mm。4.2.5压脚和植座机构处于工作状态时,其中心线应与扫刀面垂直,实际轴线应位于其(压脚或植座)与扫刀面交点处的垂线为轴线、直径为0.3mm的圆柱内。4.2.6扫刀在导轨内应滑动自如、无死点,其滑动间隙不应大于0.03mm。4.3整机性能
机器空载运行2h后,液压油温度不应大于50℃。4.3.1
机器正常运行8h后,液压系统各密封及接头处应无漏油现象。4.3.2
机器正常运行时,滚动轴承表面温度不应大于80℃,温升不应大于40K。4.3.4机器正常运转时,整机噪声声功率级不应大于85dB(A)。4.4扫刀
扫刀应符合以下要求:
QB/T4868-2015
a)热处理硬度应高于HB220,滑动部分可硬化处理表面的硬度应高于HRC30;b)上、下板面的平面度误差不应大于0.03mm,两平面平行度误差不应大于0.03mm:c)前端弧面的表面粗糙度Ra不应大于0.8μm;d)扫刀加热温度应可调,温度调节范围宜为50℃~80C,温度显示误差不应大于10%。4.5数控系统
4.5.1数控系统应有手动和自动切换功能、程序编辑功能、自诊断功能和报警显示功能4.5.2连续运行:机器在工作负载和工作速度下连续运行120h,工作应正常。4.5.3可靠性:数控系统的可靠性用平均无故障工作时间(MTBF)来评定,MTBF不应小于2000h4.6喷胶装置
4.6.1喷胶轨迹应可由可编程控制器设定,实际喷胶轨迹应与植形底面的中后帮相应部位相符,实际轨迹与理论轨迹偏差的绝对值不应超过士1.5mm。4.6.2喷嘴与柱塞应配合良好:无喷胶工作时喷嘴应自动封闭,且动作灵活、不漏胶。4.6.3输胶器应节距准确、动作无误、输胶通畅。4.6.4胶嘴热熔胶温度显示误差的绝对值不应大于5℃。4.7束紧器机构
束紧器内缘曲线应与鞋檀后部形状和底盘弧度相吻合:中帮束紧器以及后帮束紧器前后位置、张合大小应可灵活调节。
4.8机械安全
4.8.1除帮区外,运动的机械部件应设置符合GB/T8196一2003要求的固定封闭式防护装置或护栏进行防护。其中护栏的位置应符合GB23821一2009中表1、表3和表4中对距离的要求。4.8.2固定封闭式防护装置和护栏应根据GB/T8196一2003中3.2、3.9、3.10的要求,设计为使用工具才能安装或拆除。
4.8.3停止和释放控制装置应根据GB/T16754的要求,设计和布局为由踏板和/或膝盖进行控制。控制系统有关部件应符合GB/T16855.1一2008规定的PLce4.8.4当压脚与植头之间的间隙不小于8mm时,压脚和植托架间产生的锁紧力不应大于250N4.9电气安全
4.9.1急停装置应符合GB5226.1-2008中10.7和GB16754的规定。4.9.2控制装置和动力源均应有接地点。不能明显表明的接地点,应在其附近标注明显的接地符号或字母PE。保护接地电路的连续性应符合GB/T24342一2009中第6章的规定4.9.3绝缘电阻应符合GB/T24343一2009中第6章的规定。4.9.4耐压试验应符合GB/T24344一2009中第7章的规定。4.10电磁兼容性(EMC)
中后帮机电磁兼容性应符合GB/T21067一2007的4.3中性能判据B的规定。4.11工作质量
绷帮后,帮面与鞋檀表面应服帖,不松弛;帮面应平整、光滑、无皱;帮脚应整齐、打褶均匀,无内翻外翻现象;前帮与中帮接合处应帮脚平整:后帮帮脚楞边应清晰且无皱褶;帮脚应黏合牢固,鞋口、鞋围、鞋盖端正,同一双鞋应风格一致并对称。4.12外观质量
4.12.1机器表面不应有明显的凹痕、裂缝和变形;漆膜及镀层应均匀,无起泡、刮伤、脱落等缺陷。3
QB/T4868-2015
4.12.2电镀件和发蓝件表面不应有斑痕、锈蚀、起壳和脱层等现象。5试验方法
5.1基本要求
目测检查4.1。
5.2装配质量
5.2.1一般要求
调节和运转机器,目测检查4.2.1~4.2.3。5.2.2撑台、压脚、檀座、扫刀机构中心面相对误差5.2.2.1取一精确测试平板固定于撑台上,平板中心面与扫刀面垂直,并使平板两侧面到扫刀同侧侧面的距离相等。
5.2.2.2撑台中心面相对误差检验:用游标卡尺测量撑台两侧面到测试平板的垂直距离并计算两侧实测尺寸之差。
5.2.2.3压脚中心面相对误差检验:用游标卡尺测量压脚两侧(圆柱)面到测试平板的垂直距离并计算两侧实测之差。
5.2.2.4植座中心面相对误差检验:用游标卡尺测量檀座两侧(圆柱)面到测试平板的垂直距离并计算两侧实测之差。
5.2.3压脚和座机构中心线与扫刀面的垂直度5.2.3.1压脚中心线与扫刀面的垂直度检验:使压脚伸出,用一直角尺的一直角边紧靠扫刀面(或与扫刀面平行的平面)上,另一直角边靠在压脚圆柱面上,直角尺顶部与压脚上部对齐,用塞规检查压脚圆柱面与直角尺边的间隙。直角尺沿压脚轴线转过90°,用同样方法检查压脚圆柱面与直角尺边的间隙。所测最大值为压脚中心线与扫刀面的垂直度。5.2.3.2植座机构中心线与扫刀面的垂直度检验:使座机构处于工作位置,用5.2.3.1的方法测量。5.2.4扫刀与导轨间隙
用塞尺检查扫刀与导轨间隙。
5.3整机性能
5.3.1机器空载运行2h后,用温度计测量油温。5.3.2机器正常运行8h后,检查液压系统各密封及接头处有无漏油现象。5.3.3机器正常运行2h后,采用精度等级1.5的温度计测量轴承表面温度及环境温度,轴承表面温度与该时刻环境温度之差即为轴承的温升,测量3次,取最大值。5.3.4整机噪声按GB/T16769规定的方法进行检测。5.4扫刀
5.4.1用硬度计检测扫刀硬度。
5.4.2按GB/T1958一2004附录A中表A3和表A.8的方法分别检查扫刀上、下板面的平面度和平行度。
5.4.3用表面粗糙度仪采用针描法检测扫刀前端弧面的表面粗糙度。5.4.4在扫刀表面安装数字式温度计(精度等级1.5),待所设置加热温度稳定后,计算实测温度与显示温度的偏差。www.bzxz.net
5.5数控系统
5.5.1操作运转机器,对数控系统进行各功能的转换和程序编辑,检查机器运转是否正常。4
QB/T4868-2015
5.5.2连续运行试验:对机器进行示教编程,在实际工作状态下连续运行120h,检查机器工作是否正常。运行中如出现故障,经排除后,重新启动机器,但运行时间应重新计算。在连续运行试验的同时,检查动力源功率消耗、压力变化和温升。5.5.3可靠性试验:按JB/T8832一2001中附录B和附录C的规定,并按其附录C中C2.2的方案进行试验。
5.6喷胶装置
5.6.1机器空载运行2h后,对喷胶装置进行调整,设置喷胶轨迹和喷胶量,并进行试喷作业,用游标卡尺测量实际喷胶轨迹尺寸并目测检查4.6.1~4.6.3。5.6.2在喷嘴部位安装数字式温度计(精度等级1.5)实测胶嘴温度,待所设置加热温度稳定后,计算实测温度与机器显示温度偏差。5.7束紧器机构
目测检查。
5.8机械安全
5.8.1目测检查4.8.1的防护装置,并按GB23821一2009中表1、表3和表4中对距离的要求进行距离测量。
5.8.2根据GB/T8196-2003中3.2、3.9、3.10的要求检查固定封闭式防护装置和护栏的设置形式。5.8.3根据GB/T16754的要求检查停止和释放控制装置;根据GB/T16855.1一2008规定的PLc,检查控制系统的有关部件。
5.8.4使用拉压力计测量压脚和檀托架间产生的锁紧力。5.9电气安全
5.9.1急停试验:接通主电源,使机器空载启动,待机器平稳运行30s以后,随即按下急停开关,重复试验3次,检查机器停机情况,有无异响、震动、发热等现象;检查主电源开关动作是否灵活可靠,有无异常温升、发热现象。
5.9.2目测检查保护接地电路:保护接地电路的连续性按GB/T24342一2009规定的方法进行试验。5.9.3绝缘电阻试验按GB/T24343一2009规定的方法进行。5.9.4耐压试验按GB/T24344一2009规定的方法进行。5.10电磁兼容性(EMC)
电磁兼容性试验按GB/T21067-2007第8章中表1~表5规定的性能判据B类试验项目进行。5.11工作质量
每台机器进行不少于10双鞋的绷中后帮试验,试验用的帮面材料为皮革或帆布。5.12外观质量
自测检查。
6检验规则
6.1检验分类
产品检验分为出厂检验和型式检验。6.2出厂检验
6.2.1出厂检验项目为本标准的4.2、4.3、4.5.1、4.6、4.7、4.8、4.9、4.11、4.12。6.2.2每台产品均需厂质量检验部门按本标准检验合格并签发产品合格证书,方可出厂。6.3型式检验
6.3.1型式检验项目为本标准要求的全部内容。6.3.2有下列情况之一时,应进行型式检验:5
QB/T4868-2015
a)新产品或老产品转厂生产的试制、定型鉴定时:b)正常生产后,如结构、材料、工艺有较大改变,可能影响产品性能时:c)在正常生产的条件下,每24个月应周期性进行检验1次:d)产品连续停产12个月以上,又恢复生产时:e)出厂检验结果与上次型式检验有较大差异时:f)产品质量监督机构提出进行型式检验的要求时。6.3.3型式检验的样机应从出厂检验合格产品中随机抽取10%,至少为1台。6.4复验与判断规则
6.4.1出厂检验中有某项不合格时,应消除造成该项目不合格的因素,并经复验合格,则判为合格。否则判为不合格。
6.4.2型式检验中有某项不合格时,应加倍抽样,对不合格项目进行复验,如仍不合格,则判型式检验不合格。
7标志、包装、运输和贮存
7.1标志
7.1.1每台机器应在明显位置固定永久性铭牌,铭牌应符合GB/T13306的规定,其内容应包括:a)制造厂名称;
b)产品名称、型号及商标:
c)主要技术参数:
d)生产日期及出厂编号:
e)产品执行标准编号。
7.1.2每台产品应在相关位置安装有操作指示及安全警示标志。7.1.3包装箱外壁应有包装标示,其包装储运图示标示应符合GB/T191的规定。7.2包装
产品包装应符合GB/T13384的有关规定,在产品包装箱内应有以下技术文件:a)装箱单;
b)产品检验合格证:
c)产品使用说明书,应符合GB/T9969的规定。7.3运输
包装完成的产品应用可靠的交通工具运输,在运输和装卸过程中应防止剧烈的冲击和震动,防止雨淋、倒置等现象。
7.4贮存
产品应贮存在干燥、通风、防雨的场所,并应平稳放置。在规定的贮存期内,产品不应发生锈蚀现象。
人民共和国
轻工行业标准
制鞋机械中后帮机
QB/T4868-2015
中国轻工业出版社出版发行
地址:北京东长安街6号
邮政编码:100740
发行电话:(010)65241695
网址:http://chlip.com.cnEmail:[email protected]
轻工业标准化编辑出版委员会编辑地址:北京西城区下斜街29号
邮政编码:100053
电话:(010)68049923/24/25
版权所有侵权必究
书号:155019·4614
印数:1-200册
定价:18.00元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:Y99
备案号:51160-2015
中华人民共和国轻工行业标准
QB/T4868-2015
制鞋机械
中后帮机
Footwear machines-Seat and side lasting machine2015-07-14发布
中华人民共和国工业和信息化部2016-01-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。本标准由全国毛皮制革机械标准化中心归口。QB/T4868-2015
本标准起草单位:东莞市奇峰液压科技有限公司、中国皮革和制鞋工业研究院、国家轻工业皮革制鞋机械质量监督检测中心。
本标准主要起草人:李国阳、李刚、孔培利。本标准为首次发布。
1范围
制鞋机械中后帮机
QB/T4868—2015
本标准规定了中后帮机的组成、型号和基本参数、要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于制鞋生产中利用数控技术自动上胶,以胶黏法使鞋帮脚与内底结合的中后帮机。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T191包装储运图示标志
GB/T1958一2004产品技术规范(GPS)形状和位置公差检测规定GB/T3766液压系统通用技术条件GB5226.1-2008机械电气安全机械电气设备第1部分:通用技术条件
GB/T6576机床润滑系统
GB/T7932
气动系统通用技术条件
固定式和活动式防护装置设计与制造一般要求GB/T8196—2003机械安全防护装置GB/T9969工业产品使用说明书总则标牌
GB/T13306
GB/T13384
机电产品包装通用技术条件
可编程序控制器第2部分:设备要求和测试GB/T15969.2
GB16754机械安全急停设计原则
金属切削机床噪声声压级测量方法GB/T16769
GB/T16855.1一2008机械安全控制系统有关安全部件第1部分:设计通则GB/T21067-2007工业机械电气设备电磁兼容通用抗扰度要求GB23821一2009机械安全防止上下肢触及危险区的安全距离GB/T24342—2009
工业机械电气设备保护接地电路连续性试验规范GB/T24343—2009
GB/T24344-2009
工业机械电气设备绝缘电阻试验规范工业机械电气设备耐压试验规范QB/T1525
制鞋机械产品型号编制方法
QB/T1588.1
轻工机械焊接通用技术条件
轻工机械切削加工通用技术条件QB/T1588.2
JB/T8832-2001机床数控系统通用技术条件3组成型号和基本参数
3.1组成
中后帮机由机身、植座机构、压脚机构、束紧器机构(包含中帮束紧器和后帮束紧器)、卡板机构(包括中帮压块、拉紧钳)、扫刀机构、输胶涂胶装置、液压(气动)系统和数控系统(或扫描成像系统)等组成。
3.2型号
中后帮机的型号编制规则宜符合QB/T1525的规定,并按以下方法编制:1
QB/T4868-2015
设计序号:第1次设计为A(不标识),第2次设计为B....生产效率:单位为双/h
胶黏绷中后帮机
联合绷帮
绷帮类
制鞋机械
示例:生产效率为100双/h的中后帮机(第1次设计)的型号表示为:XBBL2-100。3.3基本参数
中后帮机的基本参数见表1。
表1基本参数表
4要求
4.1基本要求
扫刀加热温度
胶嘴加热温度
液压系统工作压力
气动系统工作压力
总功率
生产效率
帮规格
基本参数
220±5
符合制造厂技术条件及图纸要求符合制造厂技术条件及图纸要求符合制造厂技术条件及图纸要求4.1.1可编程控制器应符合GB/T15969.2的要求。数控系统应符合JB/T8832一2001的要求。4.1.2焊接件、切削加工件应符合QB/T1588.1和QB/T1588.2的有关规定。4.1.3液压系统应符合GB/T3766的规定。4.1.4气动系统应符合GB/T7932的规定。4.1.5润滑系统应符合GB/T6576的要求。4.2装配质量
4.2.1中帮压块的排列及形状应与鞋植形状相符,且绷中帮部分应可上下调整和旋转调整,以达到配合鞋植形状变化的要求。
4.2.2中帮拉紧钳应进、退灵活无卡涩,两侧速度应一致。4.2.3各机构调整装置的锁紧应可靠,运动时应无晃动。4.2.4撑台、压脚、植座、扫刀机构的中心面应重合,其中心面相对误差的绝对值不应超过0.3mm。4.2.5压脚和植座机构处于工作状态时,其中心线应与扫刀面垂直,实际轴线应位于其(压脚或植座)与扫刀面交点处的垂线为轴线、直径为0.3mm的圆柱内。4.2.6扫刀在导轨内应滑动自如、无死点,其滑动间隙不应大于0.03mm。4.3整机性能
机器空载运行2h后,液压油温度不应大于50℃。4.3.1
机器正常运行8h后,液压系统各密封及接头处应无漏油现象。4.3.2
机器正常运行时,滚动轴承表面温度不应大于80℃,温升不应大于40K。4.3.4机器正常运转时,整机噪声声功率级不应大于85dB(A)。4.4扫刀
扫刀应符合以下要求:
QB/T4868-2015
a)热处理硬度应高于HB220,滑动部分可硬化处理表面的硬度应高于HRC30;b)上、下板面的平面度误差不应大于0.03mm,两平面平行度误差不应大于0.03mm:c)前端弧面的表面粗糙度Ra不应大于0.8μm;d)扫刀加热温度应可调,温度调节范围宜为50℃~80C,温度显示误差不应大于10%。4.5数控系统
4.5.1数控系统应有手动和自动切换功能、程序编辑功能、自诊断功能和报警显示功能4.5.2连续运行:机器在工作负载和工作速度下连续运行120h,工作应正常。4.5.3可靠性:数控系统的可靠性用平均无故障工作时间(MTBF)来评定,MTBF不应小于2000h4.6喷胶装置
4.6.1喷胶轨迹应可由可编程控制器设定,实际喷胶轨迹应与植形底面的中后帮相应部位相符,实际轨迹与理论轨迹偏差的绝对值不应超过士1.5mm。4.6.2喷嘴与柱塞应配合良好:无喷胶工作时喷嘴应自动封闭,且动作灵活、不漏胶。4.6.3输胶器应节距准确、动作无误、输胶通畅。4.6.4胶嘴热熔胶温度显示误差的绝对值不应大于5℃。4.7束紧器机构
束紧器内缘曲线应与鞋檀后部形状和底盘弧度相吻合:中帮束紧器以及后帮束紧器前后位置、张合大小应可灵活调节。
4.8机械安全
4.8.1除帮区外,运动的机械部件应设置符合GB/T8196一2003要求的固定封闭式防护装置或护栏进行防护。其中护栏的位置应符合GB23821一2009中表1、表3和表4中对距离的要求。4.8.2固定封闭式防护装置和护栏应根据GB/T8196一2003中3.2、3.9、3.10的要求,设计为使用工具才能安装或拆除。
4.8.3停止和释放控制装置应根据GB/T16754的要求,设计和布局为由踏板和/或膝盖进行控制。控制系统有关部件应符合GB/T16855.1一2008规定的PLce4.8.4当压脚与植头之间的间隙不小于8mm时,压脚和植托架间产生的锁紧力不应大于250N4.9电气安全
4.9.1急停装置应符合GB5226.1-2008中10.7和GB16754的规定。4.9.2控制装置和动力源均应有接地点。不能明显表明的接地点,应在其附近标注明显的接地符号或字母PE。保护接地电路的连续性应符合GB/T24342一2009中第6章的规定4.9.3绝缘电阻应符合GB/T24343一2009中第6章的规定。4.9.4耐压试验应符合GB/T24344一2009中第7章的规定。4.10电磁兼容性(EMC)
中后帮机电磁兼容性应符合GB/T21067一2007的4.3中性能判据B的规定。4.11工作质量
绷帮后,帮面与鞋檀表面应服帖,不松弛;帮面应平整、光滑、无皱;帮脚应整齐、打褶均匀,无内翻外翻现象;前帮与中帮接合处应帮脚平整:后帮帮脚楞边应清晰且无皱褶;帮脚应黏合牢固,鞋口、鞋围、鞋盖端正,同一双鞋应风格一致并对称。4.12外观质量
4.12.1机器表面不应有明显的凹痕、裂缝和变形;漆膜及镀层应均匀,无起泡、刮伤、脱落等缺陷。3
QB/T4868-2015
4.12.2电镀件和发蓝件表面不应有斑痕、锈蚀、起壳和脱层等现象。5试验方法
5.1基本要求
目测检查4.1。
5.2装配质量
5.2.1一般要求
调节和运转机器,目测检查4.2.1~4.2.3。5.2.2撑台、压脚、檀座、扫刀机构中心面相对误差5.2.2.1取一精确测试平板固定于撑台上,平板中心面与扫刀面垂直,并使平板两侧面到扫刀同侧侧面的距离相等。
5.2.2.2撑台中心面相对误差检验:用游标卡尺测量撑台两侧面到测试平板的垂直距离并计算两侧实测尺寸之差。
5.2.2.3压脚中心面相对误差检验:用游标卡尺测量压脚两侧(圆柱)面到测试平板的垂直距离并计算两侧实测之差。
5.2.2.4植座中心面相对误差检验:用游标卡尺测量檀座两侧(圆柱)面到测试平板的垂直距离并计算两侧实测之差。
5.2.3压脚和座机构中心线与扫刀面的垂直度5.2.3.1压脚中心线与扫刀面的垂直度检验:使压脚伸出,用一直角尺的一直角边紧靠扫刀面(或与扫刀面平行的平面)上,另一直角边靠在压脚圆柱面上,直角尺顶部与压脚上部对齐,用塞规检查压脚圆柱面与直角尺边的间隙。直角尺沿压脚轴线转过90°,用同样方法检查压脚圆柱面与直角尺边的间隙。所测最大值为压脚中心线与扫刀面的垂直度。5.2.3.2植座机构中心线与扫刀面的垂直度检验:使座机构处于工作位置,用5.2.3.1的方法测量。5.2.4扫刀与导轨间隙
用塞尺检查扫刀与导轨间隙。
5.3整机性能
5.3.1机器空载运行2h后,用温度计测量油温。5.3.2机器正常运行8h后,检查液压系统各密封及接头处有无漏油现象。5.3.3机器正常运行2h后,采用精度等级1.5的温度计测量轴承表面温度及环境温度,轴承表面温度与该时刻环境温度之差即为轴承的温升,测量3次,取最大值。5.3.4整机噪声按GB/T16769规定的方法进行检测。5.4扫刀
5.4.1用硬度计检测扫刀硬度。
5.4.2按GB/T1958一2004附录A中表A3和表A.8的方法分别检查扫刀上、下板面的平面度和平行度。
5.4.3用表面粗糙度仪采用针描法检测扫刀前端弧面的表面粗糙度。5.4.4在扫刀表面安装数字式温度计(精度等级1.5),待所设置加热温度稳定后,计算实测温度与显示温度的偏差。www.bzxz.net
5.5数控系统
5.5.1操作运转机器,对数控系统进行各功能的转换和程序编辑,检查机器运转是否正常。4
QB/T4868-2015
5.5.2连续运行试验:对机器进行示教编程,在实际工作状态下连续运行120h,检查机器工作是否正常。运行中如出现故障,经排除后,重新启动机器,但运行时间应重新计算。在连续运行试验的同时,检查动力源功率消耗、压力变化和温升。5.5.3可靠性试验:按JB/T8832一2001中附录B和附录C的规定,并按其附录C中C2.2的方案进行试验。
5.6喷胶装置
5.6.1机器空载运行2h后,对喷胶装置进行调整,设置喷胶轨迹和喷胶量,并进行试喷作业,用游标卡尺测量实际喷胶轨迹尺寸并目测检查4.6.1~4.6.3。5.6.2在喷嘴部位安装数字式温度计(精度等级1.5)实测胶嘴温度,待所设置加热温度稳定后,计算实测温度与机器显示温度偏差。5.7束紧器机构
目测检查。
5.8机械安全
5.8.1目测检查4.8.1的防护装置,并按GB23821一2009中表1、表3和表4中对距离的要求进行距离测量。
5.8.2根据GB/T8196-2003中3.2、3.9、3.10的要求检查固定封闭式防护装置和护栏的设置形式。5.8.3根据GB/T16754的要求检查停止和释放控制装置;根据GB/T16855.1一2008规定的PLc,检查控制系统的有关部件。
5.8.4使用拉压力计测量压脚和檀托架间产生的锁紧力。5.9电气安全
5.9.1急停试验:接通主电源,使机器空载启动,待机器平稳运行30s以后,随即按下急停开关,重复试验3次,检查机器停机情况,有无异响、震动、发热等现象;检查主电源开关动作是否灵活可靠,有无异常温升、发热现象。
5.9.2目测检查保护接地电路:保护接地电路的连续性按GB/T24342一2009规定的方法进行试验。5.9.3绝缘电阻试验按GB/T24343一2009规定的方法进行。5.9.4耐压试验按GB/T24344一2009规定的方法进行。5.10电磁兼容性(EMC)
电磁兼容性试验按GB/T21067-2007第8章中表1~表5规定的性能判据B类试验项目进行。5.11工作质量
每台机器进行不少于10双鞋的绷中后帮试验,试验用的帮面材料为皮革或帆布。5.12外观质量
自测检查。
6检验规则
6.1检验分类
产品检验分为出厂检验和型式检验。6.2出厂检验
6.2.1出厂检验项目为本标准的4.2、4.3、4.5.1、4.6、4.7、4.8、4.9、4.11、4.12。6.2.2每台产品均需厂质量检验部门按本标准检验合格并签发产品合格证书,方可出厂。6.3型式检验
6.3.1型式检验项目为本标准要求的全部内容。6.3.2有下列情况之一时,应进行型式检验:5
QB/T4868-2015
a)新产品或老产品转厂生产的试制、定型鉴定时:b)正常生产后,如结构、材料、工艺有较大改变,可能影响产品性能时:c)在正常生产的条件下,每24个月应周期性进行检验1次:d)产品连续停产12个月以上,又恢复生产时:e)出厂检验结果与上次型式检验有较大差异时:f)产品质量监督机构提出进行型式检验的要求时。6.3.3型式检验的样机应从出厂检验合格产品中随机抽取10%,至少为1台。6.4复验与判断规则
6.4.1出厂检验中有某项不合格时,应消除造成该项目不合格的因素,并经复验合格,则判为合格。否则判为不合格。
6.4.2型式检验中有某项不合格时,应加倍抽样,对不合格项目进行复验,如仍不合格,则判型式检验不合格。
7标志、包装、运输和贮存
7.1标志
7.1.1每台机器应在明显位置固定永久性铭牌,铭牌应符合GB/T13306的规定,其内容应包括:a)制造厂名称;
b)产品名称、型号及商标:
c)主要技术参数:
d)生产日期及出厂编号:
e)产品执行标准编号。
7.1.2每台产品应在相关位置安装有操作指示及安全警示标志。7.1.3包装箱外壁应有包装标示,其包装储运图示标示应符合GB/T191的规定。7.2包装
产品包装应符合GB/T13384的有关规定,在产品包装箱内应有以下技术文件:a)装箱单;
b)产品检验合格证:
c)产品使用说明书,应符合GB/T9969的规定。7.3运输
包装完成的产品应用可靠的交通工具运输,在运输和装卸过程中应防止剧烈的冲击和震动,防止雨淋、倒置等现象。
7.4贮存
产品应贮存在干燥、通风、防雨的场所,并应平稳放置。在规定的贮存期内,产品不应发生锈蚀现象。
人民共和国
轻工行业标准
制鞋机械中后帮机
QB/T4868-2015
中国轻工业出版社出版发行
地址:北京东长安街6号
邮政编码:100740
发行电话:(010)65241695
网址:http://chlip.com.cnEmail:[email protected]
轻工业标准化编辑出版委员会编辑地址:北京西城区下斜街29号
邮政编码:100053
电话:(010)68049923/24/25
版权所有侵权必究
书号:155019·4614
印数:1-200册
定价:18.00元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。