QB/T 2083-2017
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 2083-2017.Putty knife.
4.3.1刀片应无裂纹、毛刺、缺损、锈斑等影响使用性能的缺陷,抛光部分的表面粗糙度Ra值不应大于3.2 um。
4.3.2 手柄不应有裂纹、飞边、毛刺等缺陷。刀口与手柄应垂直,不应有明显的歪斜。
4.4形状偏差
4.4.1刀片应平整,其平面度误差不应大于1.5 mm。
4.4.2刀口直线度误差不应大于0.1 mm.
4.5手柄拉拔
刀片与手柄装配应牢固,木质手柄在250 N拉力下,其他材质手柄在360 N拉力下,手柄不应松动、脱落。
4.6弹性
刀片应具有较好的弹性,刀片经弹性试验后,应能回复原状,不应有可视的变形。
4.7跌落性能
产品应进行跌落试验,试验后产品应无断裂、变形、松动等影响外观和使用功能的损伤。
5试验方法
5.1基本尺寸
产品的基本尺寸用通用量具检验。
5.2材料
材料由供应商提供相关材料的质量保证书,有争议时按相应标准检测。
5.3硬度
刀片硬度检查应按照GB/T 230.1的规定进行。
5.4表面质量
5.4.1表面质量用目测和手感检验。
5.4.2刀片的表面粗糙度用符合GB/T 6060.2的标准样块进行检验。
5.5 形状偏差
5.5.1将油灰刀平置在一平台上,露出手柄,用塞尺检查平面度偏差。
5.5.2︰将油灰刀垂置在一平台上,用塞尺检查刀口直线度偏差。
5.6手柄拉拔
刀片和手柄固定在拉力机上,缓慢施加至规定的拉力,保持1 min后卸载。
5.7弹性
5.7.1普通软片油灰刀的弹性检验,如图4所示,按照表2的规定,在专用装置上进行。
4.3.1刀片应无裂纹、毛刺、缺损、锈斑等影响使用性能的缺陷,抛光部分的表面粗糙度Ra值不应大于3.2 um。
4.3.2 手柄不应有裂纹、飞边、毛刺等缺陷。刀口与手柄应垂直,不应有明显的歪斜。
4.4形状偏差
4.4.1刀片应平整,其平面度误差不应大于1.5 mm。
4.4.2刀口直线度误差不应大于0.1 mm.
4.5手柄拉拔
刀片与手柄装配应牢固,木质手柄在250 N拉力下,其他材质手柄在360 N拉力下,手柄不应松动、脱落。
4.6弹性
刀片应具有较好的弹性,刀片经弹性试验后,应能回复原状,不应有可视的变形。
4.7跌落性能
产品应进行跌落试验,试验后产品应无断裂、变形、松动等影响外观和使用功能的损伤。
5试验方法
5.1基本尺寸
产品的基本尺寸用通用量具检验。
5.2材料
材料由供应商提供相关材料的质量保证书,有争议时按相应标准检测。
5.3硬度
刀片硬度检查应按照GB/T 230.1的规定进行。
5.4表面质量
5.4.1表面质量用目测和手感检验。
5.4.2刀片的表面粗糙度用符合GB/T 6060.2的标准样块进行检验。
5.5 形状偏差
5.5.1将油灰刀平置在一平台上,露出手柄,用塞尺检查平面度偏差。
5.5.2︰将油灰刀垂置在一平台上,用塞尺检查刀口直线度偏差。
5.6手柄拉拔
刀片和手柄固定在拉力机上,缓慢施加至规定的拉力,保持1 min后卸载。
5.7弹性
5.7.1普通软片油灰刀的弹性检验,如图4所示,按照表2的规定,在专用装置上进行。
标准图片预览
标准内容
ICS25.140.30
分类号:J47
备案号:59727-2017
中华人民共和国轻工行业标准
QB/T2083-2017
代替QB/T2083-1995
平口式油灰刀
Puttyknife
2017-07-07发布
中华人民共和国工业和信息化部2018-01-01实施
本标准按照GB/T1.1一2009给出的规则起草。QB/T2083-2017
本标准是对QB/T2083一1995《平口式油灰刀》的修订,与QB/T2083一1995相比,除编辑性修改外主要技术变化如下:
修改了规范性引用文件:
增加了产品型式:
修改了基本尺寸:
修改了产品标记:
修改了材料的要求:
修改了手柄拉拔的要求和手柄拉拨的检验方法:增加了跌落性能要求和跌落性能的检验方法:增加了弹性试验方法:
一修改了出厂检验抽样方案
本标准由中国轻工业联合会提出。本标准由全国五金制品标准化技术委员会工具五金分技术委员会(SAC/TC174/SC2)归口。本标准由杭州巨星科技股份有限公司、营南县舜耕五金工具有限公司、上海市工具工业研究所负责起草,宁波潘易卷尺有限公司,文登威力工具集团有限公司,莱茵技术(上海)有限公司参加起草。本标准主要起草人:王伟毅、徐春雷、顾青、杨永岩、翰家平、张立。本标准所代替标准的历次版本发布情况为:QB/T2083-1995;
SG195-1980。
1范围
平口式油灰刀
QB/T2083—2017
本标准规定了平口式油灰刀的产品分类、要求、试验方法、检验规则和标志、包装、运输与贮存。本标准适用于嵌油灰、调漆及铲漆等用途的平口式油灰刀,以下简称“油灰刀”2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T230.1金属材料洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)
GB/T699优质碳素结构钢
GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T5305手工具包装、标志、运输与贮存GB/T6060.2表面粗糙度比较样块磨、车、镗、铣、插及刨加工表面YB/T5058弹簧钢、工具钢冷轧钢带3产品分类
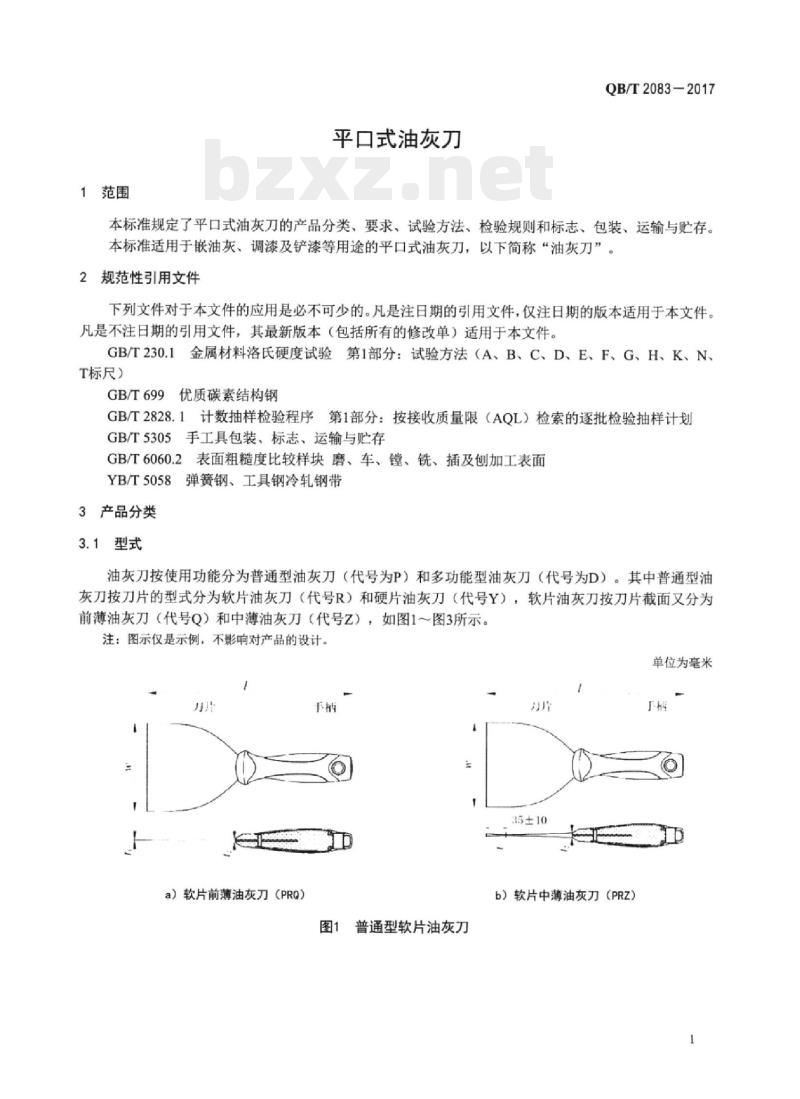
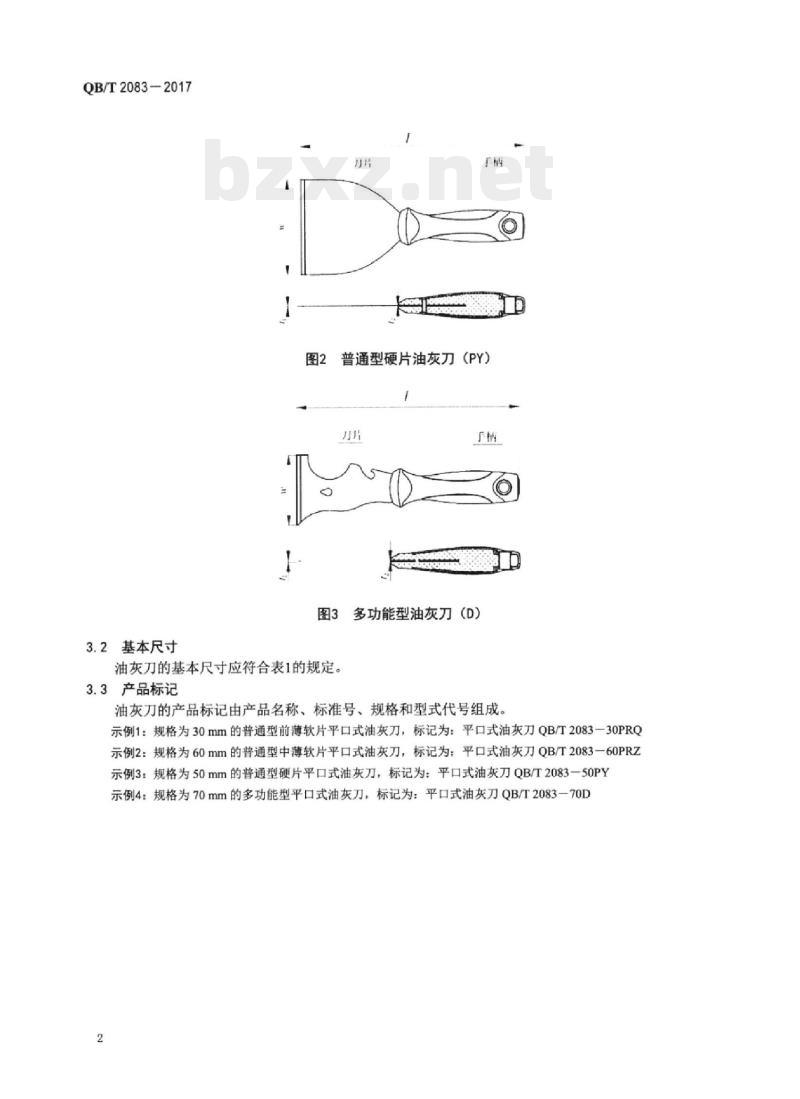
油灰刀按使用功能分为普通型油灰刀(代号为P)和多功能型油灰刀(代号为D)。其中普通型油灰刀按刀片的型式分为软片油灰刀(代号R)和硬片油灰刀(代号Y),软片油灰刀按刀片截面又分为前薄油灰刀(代号Q)和中薄油灰刀(代号乙),如图1~图3所示。注:图示仅是示例,不影响对产品的设计。单位为毫米
a)软片前薄油灰刀(PRQ)
图1普通型软片油灰刀
b)软片中薄油灰刀(PRZ)
QB/T2083-2017
3.2基本尺寸
普通型硬片油灰刀(PY)
图3多功能型油灰刀(D)
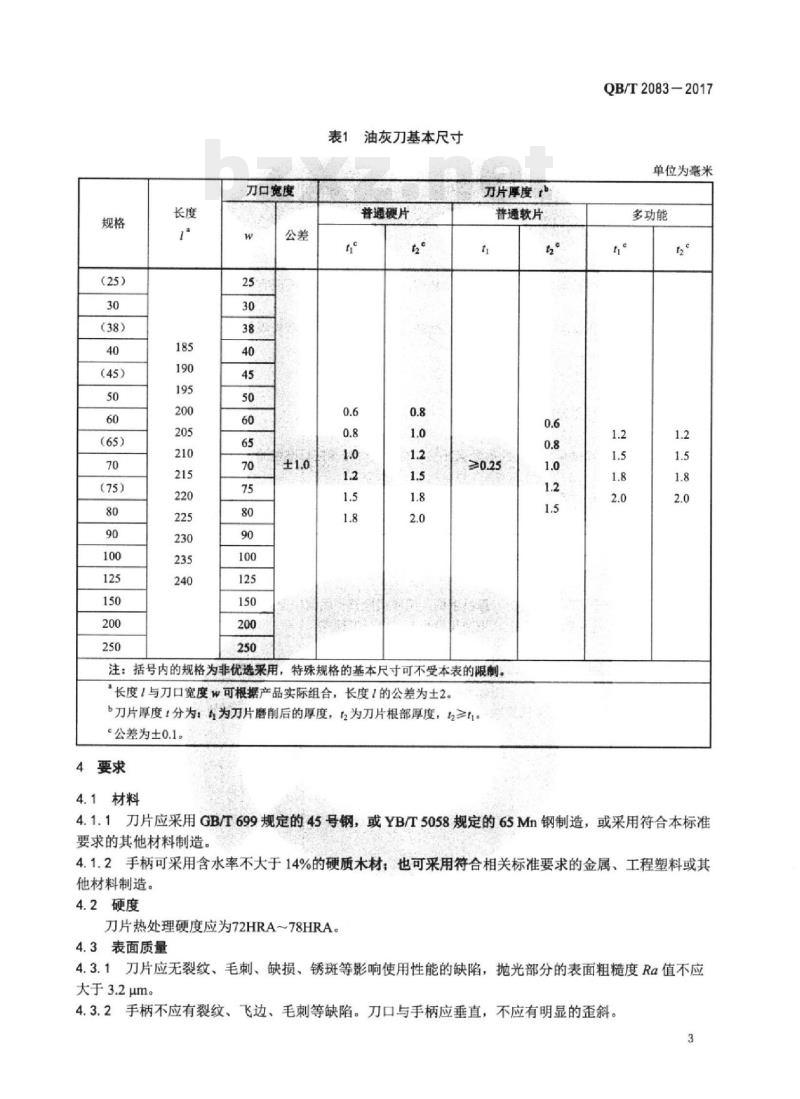
油灰刀的基本尺寸应符合表1的规定。3.3产品标记免费标准下载网bzxz
油灰刀的产品标记由产品名称、标准号、规格和型式代号组成。示例1:规格为30mm的普通型前薄软片平口式油灰刀,标记为:平口式油灰刀QB/T2083一30PRQ示例2:规格为60mm的普通型中薄软片平口式油灰刀,标记为:平口式油灰刀QB/T2083一60PRZ示例3:规格为50mm的普通型硬片平口式油灰刀,标记为:平口式油灰刀QB/T2083一50PY示例4:规格为70mm的多功能型平口式油灰刀,标记为:平口式油灰刀QB/T2083一70D2
刀口宽度
表1油灰刀基本尺寸
普通硬片
刀片厚度
普通软片
注:括号内的规格为非优选采用,特殊规格的基本尺寸可不受本表的限制。“长度1与刀口宽度w可根据产品实际组合,长度1的公差为土2。b刀片厚度分为:为刀片磨削后的厚度,为刀片根部厚度,≥t。“公差为士0.1。
4要求
4.1材料
QB/T2083—2017
单位为毫米
多功能
4.1.1刀片应采用GB/T699规定的45号钢,或YB/T5058规定的65Mn钢制造,或采用符合本标准要求的其他材料制造。
4.1.2手柄可采用含水率不大于14%的硬质木材:也可采用符合相关标准要求的金属、工程塑料或其他材料制造。
4.2硬度
刀片热处理硬度应为72HRA~78HRA。4.3表面质量
4.3.1刀片应无裂纹、毛刺、缺损、锈斑等影响使用性能的缺陷,抛光部分的表面粗糙度Ra值不应大于3.2μm。
4.3.2手柄不应有裂纹、飞边、毛刺等缺陷。刀口与手柄应垂直,不应有明显的歪斜。3
QB/T2083-2017
4.4形状偏差
4.4.1刀片应平整,其平面度误差不应大于1.5mm。4.4.2刀口直线度误差不应大于0.1mm。4.5手柄拉拔
刀片与手柄装配应牢固,木质手柄在250N拉力下,其他材质手柄在360N拉力下,手柄不应松动、脱落。
4.6弹性
刀片应具有较好的弹性,刀片经弹性试验后,应能回复原状,不应有可视的变形。4.7跌落性能
产品应进行跌落试验,试验后产品应无断裂、变形、松动等影响外观和使用功能的损伤。5试验方法
5.1基本尺寸
产品的基本尺寸用通用量具检验。5.2材料
材料由供应商提供相关材料的质量保证书,有争议时按相应标准检测。5.3硬度
刀片硬度检查应按照GB/T230.1的规定进行。5.4表面质量
5.4.1表面质量用目测和手感检验。5.4.2刀片的表面粗糙度用符合GB/T6060.2的标准样块进行检验。5.5形状偏差
5.5.1将油灰刀平置在一平台上,露出手柄,用塞尺检查平面度偏差。5.5.2将油灰刀垂置在一平台上,用塞尺检查刀口直线度偏差。5.6手柄拉拔
刀片和手柄固定在拉力机上,缓慢施加至规定的拉力,保持1min后卸载,5.7弹性
5.7.1普通软片油灰刀的弹性检验,如图4所示,按照表2的规定,在专用装置上进行。图4普通软片油灰刀弹性试验
规格/mm
代r/mm
号a/()
普通软片油灰刀弹性试验值
QB/T2083—2017
200250
5.7.2普通硬片油灰刀和多功能型油灰刀的弹性检验,如图5所示,在离刀片刃口20mm和离手柄末梢20mm处支撑,在手柄与刀片的结合处,缓慢施加100N的下压力F。单位为毫米
硬片和多功能油灰刀弹性试验
5.8跌落性能
油灰刀产品在常温条件下,将油灰刀平置,距水泥平地高1m处,做自由落体试验3次。6检验规则
6.1产品应经检验合格并附有产品合格证方可出厂。6.2产品的检验应按GB/T2828.1规定的一次抽样方案逐项进行。6.3产品检验的不合格分类、检验项目、接收质量限(AQL)和检验水平按表3的规定。6.4对检验中发现的不合格品及进行试验破坏后的样本,制造厂应予调换。6.5经检验拒收产品,可由制造厂重新分类修整后,再提交验收。表3检验抽样方案
不合格分类
检验项目
手柄拉拨
形状偏差
弹性试验
跌落性能
基本尺寸
表面质量
接收质量限(AQL)
检验水平
QB/T2083—2017
7标志,包装、运输与贮存
7.1标志
7.1.1产品标志
在产品上应有固定清晰的产品标志,标志内容应包括产品的规格和制造厂商的名称或商标。7.1.2包装标志
产品的包装标志应符合GB/T5305的规定。7.2包装
产品的包装上应有产品标记,产品的包装应按GB/T5305的规定进行。7.3运输与贮存
产品的运输与贮存按GB/T5305的规定进行。6
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:J47
备案号:59727-2017
中华人民共和国轻工行业标准
QB/T2083-2017
代替QB/T2083-1995
平口式油灰刀
Puttyknife
2017-07-07发布
中华人民共和国工业和信息化部2018-01-01实施
本标准按照GB/T1.1一2009给出的规则起草。QB/T2083-2017
本标准是对QB/T2083一1995《平口式油灰刀》的修订,与QB/T2083一1995相比,除编辑性修改外主要技术变化如下:
修改了规范性引用文件:
增加了产品型式:
修改了基本尺寸:
修改了产品标记:
修改了材料的要求:
修改了手柄拉拔的要求和手柄拉拨的检验方法:增加了跌落性能要求和跌落性能的检验方法:增加了弹性试验方法:
一修改了出厂检验抽样方案
本标准由中国轻工业联合会提出。本标准由全国五金制品标准化技术委员会工具五金分技术委员会(SAC/TC174/SC2)归口。本标准由杭州巨星科技股份有限公司、营南县舜耕五金工具有限公司、上海市工具工业研究所负责起草,宁波潘易卷尺有限公司,文登威力工具集团有限公司,莱茵技术(上海)有限公司参加起草。本标准主要起草人:王伟毅、徐春雷、顾青、杨永岩、翰家平、张立。本标准所代替标准的历次版本发布情况为:QB/T2083-1995;
SG195-1980。
1范围
平口式油灰刀
QB/T2083—2017
本标准规定了平口式油灰刀的产品分类、要求、试验方法、检验规则和标志、包装、运输与贮存。本标准适用于嵌油灰、调漆及铲漆等用途的平口式油灰刀,以下简称“油灰刀”2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T230.1金属材料洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)
GB/T699优质碳素结构钢
GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T5305手工具包装、标志、运输与贮存GB/T6060.2表面粗糙度比较样块磨、车、镗、铣、插及刨加工表面YB/T5058弹簧钢、工具钢冷轧钢带3产品分类
油灰刀按使用功能分为普通型油灰刀(代号为P)和多功能型油灰刀(代号为D)。其中普通型油灰刀按刀片的型式分为软片油灰刀(代号R)和硬片油灰刀(代号Y),软片油灰刀按刀片截面又分为前薄油灰刀(代号Q)和中薄油灰刀(代号乙),如图1~图3所示。注:图示仅是示例,不影响对产品的设计。单位为毫米
a)软片前薄油灰刀(PRQ)
图1普通型软片油灰刀
b)软片中薄油灰刀(PRZ)
QB/T2083-2017
3.2基本尺寸
普通型硬片油灰刀(PY)
图3多功能型油灰刀(D)
油灰刀的基本尺寸应符合表1的规定。3.3产品标记免费标准下载网bzxz
油灰刀的产品标记由产品名称、标准号、规格和型式代号组成。示例1:规格为30mm的普通型前薄软片平口式油灰刀,标记为:平口式油灰刀QB/T2083一30PRQ示例2:规格为60mm的普通型中薄软片平口式油灰刀,标记为:平口式油灰刀QB/T2083一60PRZ示例3:规格为50mm的普通型硬片平口式油灰刀,标记为:平口式油灰刀QB/T2083一50PY示例4:规格为70mm的多功能型平口式油灰刀,标记为:平口式油灰刀QB/T2083一70D2
刀口宽度
表1油灰刀基本尺寸
普通硬片
刀片厚度
普通软片
注:括号内的规格为非优选采用,特殊规格的基本尺寸可不受本表的限制。“长度1与刀口宽度w可根据产品实际组合,长度1的公差为土2。b刀片厚度分为:为刀片磨削后的厚度,为刀片根部厚度,≥t。“公差为士0.1。
4要求
4.1材料
QB/T2083—2017
单位为毫米
多功能
4.1.1刀片应采用GB/T699规定的45号钢,或YB/T5058规定的65Mn钢制造,或采用符合本标准要求的其他材料制造。
4.1.2手柄可采用含水率不大于14%的硬质木材:也可采用符合相关标准要求的金属、工程塑料或其他材料制造。
4.2硬度
刀片热处理硬度应为72HRA~78HRA。4.3表面质量
4.3.1刀片应无裂纹、毛刺、缺损、锈斑等影响使用性能的缺陷,抛光部分的表面粗糙度Ra值不应大于3.2μm。
4.3.2手柄不应有裂纹、飞边、毛刺等缺陷。刀口与手柄应垂直,不应有明显的歪斜。3
QB/T2083-2017
4.4形状偏差
4.4.1刀片应平整,其平面度误差不应大于1.5mm。4.4.2刀口直线度误差不应大于0.1mm。4.5手柄拉拔
刀片与手柄装配应牢固,木质手柄在250N拉力下,其他材质手柄在360N拉力下,手柄不应松动、脱落。
4.6弹性
刀片应具有较好的弹性,刀片经弹性试验后,应能回复原状,不应有可视的变形。4.7跌落性能
产品应进行跌落试验,试验后产品应无断裂、变形、松动等影响外观和使用功能的损伤。5试验方法
5.1基本尺寸
产品的基本尺寸用通用量具检验。5.2材料
材料由供应商提供相关材料的质量保证书,有争议时按相应标准检测。5.3硬度
刀片硬度检查应按照GB/T230.1的规定进行。5.4表面质量
5.4.1表面质量用目测和手感检验。5.4.2刀片的表面粗糙度用符合GB/T6060.2的标准样块进行检验。5.5形状偏差
5.5.1将油灰刀平置在一平台上,露出手柄,用塞尺检查平面度偏差。5.5.2将油灰刀垂置在一平台上,用塞尺检查刀口直线度偏差。5.6手柄拉拔
刀片和手柄固定在拉力机上,缓慢施加至规定的拉力,保持1min后卸载,5.7弹性
5.7.1普通软片油灰刀的弹性检验,如图4所示,按照表2的规定,在专用装置上进行。图4普通软片油灰刀弹性试验
规格/mm
代r/mm
号a/()
普通软片油灰刀弹性试验值
QB/T2083—2017
200250
5.7.2普通硬片油灰刀和多功能型油灰刀的弹性检验,如图5所示,在离刀片刃口20mm和离手柄末梢20mm处支撑,在手柄与刀片的结合处,缓慢施加100N的下压力F。单位为毫米
硬片和多功能油灰刀弹性试验
5.8跌落性能
油灰刀产品在常温条件下,将油灰刀平置,距水泥平地高1m处,做自由落体试验3次。6检验规则
6.1产品应经检验合格并附有产品合格证方可出厂。6.2产品的检验应按GB/T2828.1规定的一次抽样方案逐项进行。6.3产品检验的不合格分类、检验项目、接收质量限(AQL)和检验水平按表3的规定。6.4对检验中发现的不合格品及进行试验破坏后的样本,制造厂应予调换。6.5经检验拒收产品,可由制造厂重新分类修整后,再提交验收。表3检验抽样方案
不合格分类
检验项目
手柄拉拨
形状偏差
弹性试验
跌落性能
基本尺寸
表面质量
接收质量限(AQL)
检验水平
QB/T2083—2017
7标志,包装、运输与贮存
7.1标志
7.1.1产品标志
在产品上应有固定清晰的产品标志,标志内容应包括产品的规格和制造厂商的名称或商标。7.1.2包装标志
产品的包装标志应符合GB/T5305的规定。7.2包装
产品的包装上应有产品标记,产品的包装应按GB/T5305的规定进行。7.3运输与贮存
产品的运输与贮存按GB/T5305的规定进行。6
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。