QB/T 1201—2017
基本信息
标准号: QB/T 1201—2017
中文名称:手用木工凿
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:3380993
相关标签: 木工
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1201—2017.Hand woodworking chisels.
4.3刃口冲击强度
经冲击强度试验后,刃口应无裂纹或缺口等影响使用性能的缺陷。
4.4弯曲强度
平口凿凿身经弯曲强度试验后,手柄前端测量点(A点)永久弯曲度不应大于1 mm,载荷施加测量点(B点)永久弯曲度不应大于3 mm。
4.5 手柄
4.5.1木制手柄木材含水率不应大于12%。
4.5.2手柄强度4.5.2.1冲击试验
经冲击试验后,手柄不应开裂或折断,有加强箍的手柄加强箍应固定在原处。
4.5.2.2拉拔试验
在冲击试验后,手柄应进行轴向拉拔试验,经试验后手柄不应有松动现象。
4.5.2.3 扭矩试验
在冲击试验后,手柄应进行扭矩试验,经试验后手柄不应有松动现象。
5试验方法
5.1基本尺寸
手用木工凿的基本尺寸用通用量具检验。
5.2外观
5.2.1 表面粗糙度用符合GB/T 6060.2的标准样块进行对照检验。
5.2.2其他外观用目测和手感检验。
5.3硬度
硬度按GB/T 230.1的规定进行检验。
5.4刃口冲击强度
在工作台上放置一块长、宽大于刃口长、宽且符合GB/T 1470标准的牌号为PbSbq的铅板,用手握住手用木工凿的柄部,借手腕和肘部的力量,在铅块表面猛击6次。
5.5弯曲强度
弯曲强度试验如图4所示。载荷F应施加在距手柄前端75 mm处,在施加载荷F前、后,测出自固定基点到A点和B点的距离。永久弯曲度为两读数之差。斜边平口凿施加的载荷F应符合表5的规定,平边平口凿施加的载荷F应符合表6的规定。载荷F也可按下列公式(1)计算得出:
4.3刃口冲击强度
经冲击强度试验后,刃口应无裂纹或缺口等影响使用性能的缺陷。
4.4弯曲强度
平口凿凿身经弯曲强度试验后,手柄前端测量点(A点)永久弯曲度不应大于1 mm,载荷施加测量点(B点)永久弯曲度不应大于3 mm。
4.5 手柄
4.5.1木制手柄木材含水率不应大于12%。
4.5.2手柄强度4.5.2.1冲击试验
经冲击试验后,手柄不应开裂或折断,有加强箍的手柄加强箍应固定在原处。
4.5.2.2拉拔试验
在冲击试验后,手柄应进行轴向拉拔试验,经试验后手柄不应有松动现象。
4.5.2.3 扭矩试验
在冲击试验后,手柄应进行扭矩试验,经试验后手柄不应有松动现象。
5试验方法
5.1基本尺寸
手用木工凿的基本尺寸用通用量具检验。
5.2外观
5.2.1 表面粗糙度用符合GB/T 6060.2的标准样块进行对照检验。
5.2.2其他外观用目测和手感检验。
5.3硬度
硬度按GB/T 230.1的规定进行检验。
5.4刃口冲击强度
在工作台上放置一块长、宽大于刃口长、宽且符合GB/T 1470标准的牌号为PbSbq的铅板,用手握住手用木工凿的柄部,借手腕和肘部的力量,在铅块表面猛击6次。
5.5弯曲强度
弯曲强度试验如图4所示。载荷F应施加在距手柄前端75 mm处,在施加载荷F前、后,测出自固定基点到A点和B点的距离。永久弯曲度为两读数之差。斜边平口凿施加的载荷F应符合表5的规定,平边平口凿施加的载荷F应符合表6的规定。载荷F也可按下列公式(1)计算得出:
标准图片预览

标准内容
ICS25.140.30
分类号:J47
备案号:59724-2017
中华人民共和国轻工行业标准
QB/T1201-2017
代替QB/T1201-1991
手用木工凿
Handwoodworking chisels
2017-07-07发布
中华人民共和国工业和信息化部发布
2018-01-01实施
本标准按照GB/T1.1一2009给出的规则起草。QB/T1201-2017
本标准是对QB/T1201一1991《手用木工凿》的修订,与QB/T1201一1991相比,除编辑性修改外主要技术变化如下:
修改了本标准适用范围:
-增加了产品规格:
-删除了无柄型式的产品分类;
增加了产品标记;
修改了硬度要求;
增加了半圆平口凿圆半径的要求;增加了木制手柄含水率的检验方法:修改了手柄冲击试验方法:
-增加了手柄拉拔试验和扭矩试验;修改了检验规则;
修改了标志、包装、运输与贮存。本标准由中国轻工业联合会提出。本标准由全国五金制品标准化技术委员会工具五金分技术委员会(SAC/TC174/SC2)归口。本标准由江苏宏宝工具有限公司、杭州中杰工具有限公司、上海市工具工业研究所负责起草,杭州巨星科技有限公司、宁波长城精工实业有限公司、余姚潘易工业有限公司、国家轻工业工具五金质量监督检查上海站参加起草。
本标准主要起草人:王竹鸣、富灵林、周阿龙、王伟毅、陈立海、杨永岩、单德亮。本标准所代替标准的历次版本发布情况为:QB/T1201-1991。
1范围
手用木工凿
QB/T1201-2017
本标准规定了手用木工凿的产品分类、要求、试验方法、检验规则及标志、包装、运输与贮存。本标准适用于修整、开凿木材的手用木工凿。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T230.1金属材料洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)
GB/T1470
铅及铅锑合金板
GB/T1931木材含水率测定方法
GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T2829
周期检验计数抽样程序及表(适用于对过程稳定性的检验)GB/T5305手工具包装、标志、运输与贮存GB/T6060.2表面粗糙度比较样块磨车镗铣插及刨加工表面3产品分类
3.1产品型式
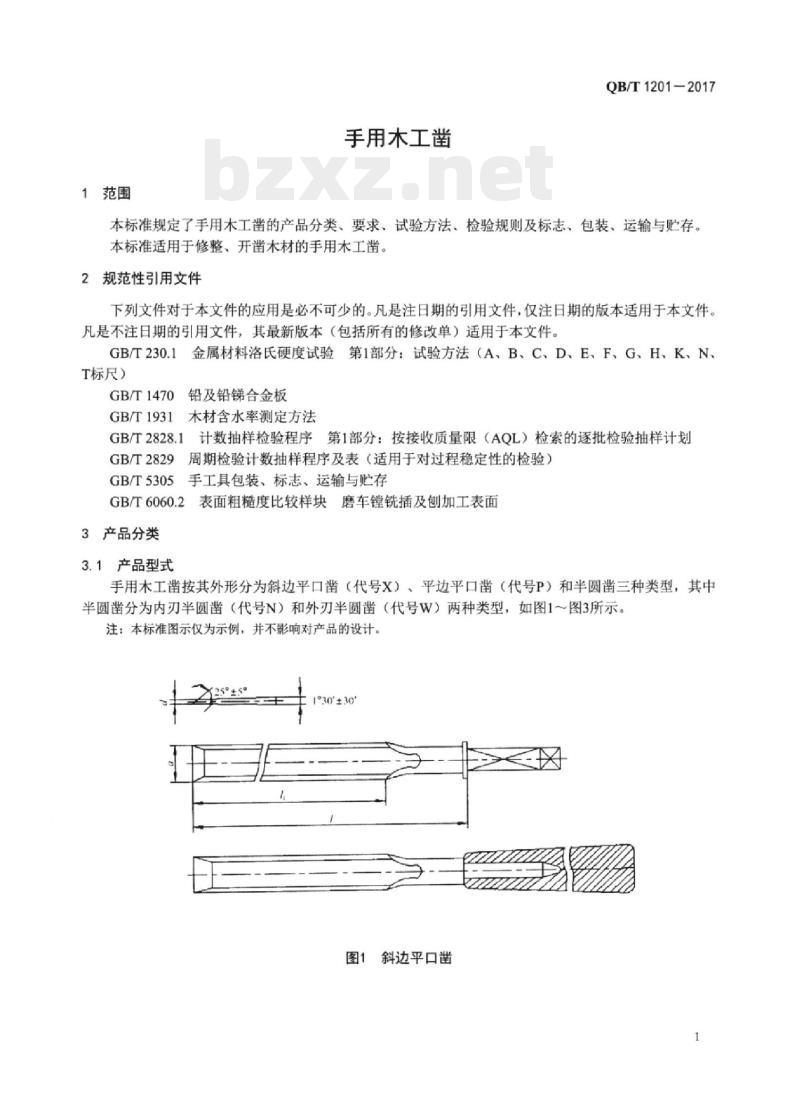
手用木工凿按其外形分为斜边平口凿(代号X)、平边平口凿(代号P)和半圆凿三种类型,其中半圆凿分为内刃半圆凿(代号N)和外刃半圆凿(代号W)两种类型,如图1~图3所示。注:本标准图示仅为示例,并不影响对产品的设计。5959
1930±30
图1斜边平口凿
QB/T1201-2017
基本尺寸
259+59
°30±30
图2平边平口凿
图3半圆凿
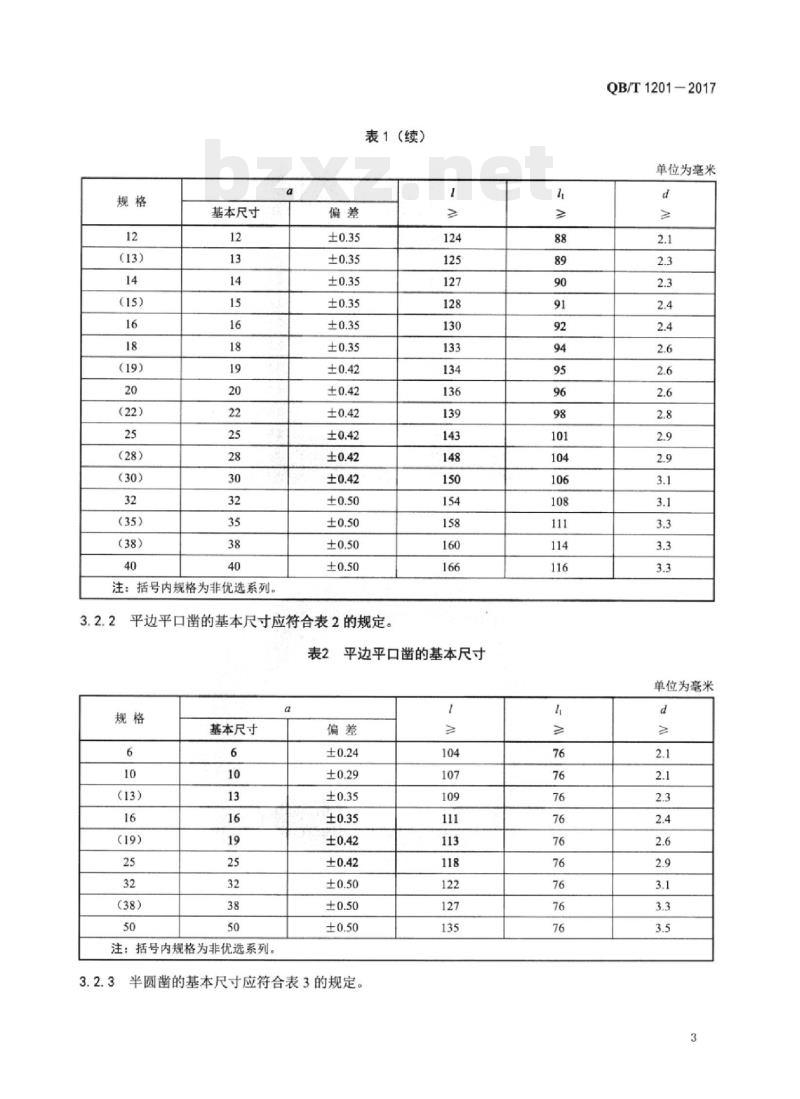
3.2.1斜边平口凿的基本尺寸应符合表1的规定。表1斜边平口凿的基本尺寸
基本尺寸
单位为毫米
(30)
(38)
基本尺寸
注:括号内规格为非优选系列。g
表1(续)
平边平口凿的基本尺寸应符合表2的规定,3.2.2
表2平边平口凿的基本尺寸
基本尺寸
注:括号内规格为非优选系列。Q
3.2.3半圆凿的基本尺寸应符合表3的规定104
QB/T1201-2017
单位为毫米
单位为毫米
QB/T1201-2017
基本尺寸
(13))
注:括号内规格为非优选系列。3.3产品标记
半圆凿的基本尺寸
产品标记由产品名称、标准号、规格和产品型式代号组成。示例1:规格为6mm的斜边平口凿,标记为:手用木工凿QB/T1201一6Xd
示例2:规格为20mm的平边平口凿,标记为:手用木工凿QB/T1201一20P示例3:规格为25mm的内刃半圆凿,标记为:手用木工凿QB/T1201一25N4要求
4.1外观
基本尺寸
凿身表面不应有裂纹、毛刺、锈斑等缺陷。凿身表面粗糙度Ra值不应大于6.3μum。4.1.1
4.1.2刃口应与凿身中心线垂直。4.1.3手柄应表面光滑、握捏舒适,无毛刺、裂纹等影响使用性能的缺陷。单位为毫米
4.1.4木制手柄应有加强箍,木材纹理应纵向,不应有蛀孔和腐朽等缺陷。塑料制手柄不应有缩孔、裂纹等缺陷。
4.2硬度
从刃口开始,不小于2/3的长度范围内的凿身硬度应符合表4的规定。表4
刃口宽度a/mm
55HRC~61HRC
58HRC~61HRC
4.3刃口冲击强度
经冲击强度试验后,刃口应无裂纹或缺口等影响使用性能的缺陷。4.4弯曲强度
QB/T1201-2017
平口凿凿身经弯曲强度试验后,手柄前端测量点(A点)永久弯曲度不应大于1mm,载荷施加测量点(B点)永久弯曲度不应大于3mm。4.5手柄
4.5.1木制手柄木材含水率
不应大于12%。
4.5.2手柄强度
4.5.2.1冲击试验
经冲击试验后,手柄不应开裂或折断,有加强箍的手柄加强箍应固定在原处。4.5.2.2拉拔试验
在冲击试验后,手柄应进行轴向拉拔试验,经试验后手柄不应有松动现象。4.5.2.3扭矩试验
在冲击试验后,手柄应进行扭矩试验,经试验后手柄不应有松动现象。5试验方法
5.1基本尺寸
手用木工凿的基本尺寸用通用量具检验。5.2外观
5.2.1表面粗糙度用符合GB/T6060.2的标准样块进行对照检验。5.2.2其他外观用目测和手感检验。5.3硬度
硬度按GB/T230.1的规定进行检验。5.4刃口冲击强度
在工作台上放置一块长、宽大于刃口长、宽且符合GB/T1470标准的牌号为PbSb4的铅板,用手握住手用木工凿的柄部,借手腕和肘部的力量,在铅块表面猛击6次。5.5弯曲强度
弯曲强度试验如图4所示。载荷F应施加在距手柄前端75mm处,在施加载荷F前、后,测出自固定基点到A点和B点的距离。永久弯曲度为两读数之差。斜边平口凿施加的载荷F应符合表5的规定,平边平口凿施加的载荷F应符合表6的规定。载荷F也可按下列公式(1)计算得出:F=axd\xg
式中:
载荷,单位为牛顿(N):
刃口宽度,单位为毫米(mm);:(1)
凿身厚度修正值,单位为毫米(mm),即d=dmin×f,其中dmin为表1、表2、表3中值,为修正系数,f=0.88:
抗拉强度,单位为牛顿每平方毫米(N/mm2),0-1200N/mm2:载荷施加距离,单位为毫米(mm)。5
QB/T1201—2017
刃口宽度a/mm
图4弯曲强度试验
斜边平口凿弯曲载荷
载荷FN
单位为毫米
5手柄
刃口宽度a/mm
5.6.1木制手柄木材含水率
应按GB/T1931的规定进行检验。5.6.2手柄强度
5.6.2.1冲击试验
表6平边平口凿弯曲载荷
载荷FN
QB/T1201-2017
如图5所示,将去掉切削刃的手用木工凿垂直置于导向套管内,套管内基座硬度不应低于60HRC,一质量为5kg的金属导向重块,按照表7中规定的高度自由落下共12次进行冲击试验导向重块
被测手用木工
导向套管
5手柄冲击试验
刃口宽度a/mm
>10~20
导向重块下落高度
下落高度H/m
QB/T1201—2017免费标准bzxz.net
5.6.2.2拉拨试验
将凿身和手柄固定在拉伸试验机上,缓慢施加表8中规定的拉拔力进行手柄的拉拔试验。5.6.2.3扭矩试验
将凿身和手柄固定在扭转试验机上,缓慢施加表8中规定的试验扭矩进行手柄的扭矩试验。表8手柄拉拔力和试验扭矩
刃口宽度a/mm
>10~20
检验规则
6.1出厂检验
拉拨力/N
6.1.1产品应经检验合格后方可出厂,并附有产品合格证。6.1.2产品的检验按GB/T2828.1规定的二次抽样方案逐项进行。试验扭矩/(Nm)
6.1.3检验的不合格分类、检验项目、接收质量限(AQL)和检验水平按表9的规定。6.1.4对检验中发现的不合格品,制造厂应予调换。6.1.5经检验拒收的产品,可由制造厂重新分类或修整后,再提交验收。表9出厂检验抽样方案
型式检验
不合格分类
检验项目
刃口冲击强度
基本尺寸
有下列情况之一者应进行型式检验:产品定型投产时:
接收质量限(AQL)
正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时:出厂检验结果与上次型式检验有较大差异时:正式生产过程中,每2年进行1次:产品停产1年以上,恢复生产时:用户或第三方有特殊要求时。
型式检验在出厂检验合格的产品中的某个批或若干批随机抽取。型式检验按GB/T2829的规定进行,采用判别水平IⅢI,一次抽样方案。6.2.3
型式检验的项目、不合格类别、不合格质量水平(RQL)按表10规定6.2.5
型式检验不合格处置方法参照GB/T2829的规定进行,或协议双方协商确定。8
检验水平
不合格分类
标志、包装、运输与购存
7.1标志
7.1.1产品标志
检验项目
刃口冲击强度
弯曲强度
基本尺寸
型式检验抽样方案
样本量
不合格质量水平
QB/T12012017
合格判定数
不合格判定数
在产品上应有固定清晰的产品标志,标志内容应包括产品的规格和制造厂商的名称或商标。7.1.2包装标志
产品的包装标志应符合GB/T5305的规定。7.2包装
产品的包装上应有产品标记,产品的包装应按GB/T5305的规定进行。7.3运输与贮存
产品的运输与贮存按GB/T5305的规定进行。9
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:J47
备案号:59724-2017
中华人民共和国轻工行业标准
QB/T1201-2017
代替QB/T1201-1991
手用木工凿
Handwoodworking chisels
2017-07-07发布
中华人民共和国工业和信息化部发布
2018-01-01实施
本标准按照GB/T1.1一2009给出的规则起草。QB/T1201-2017
本标准是对QB/T1201一1991《手用木工凿》的修订,与QB/T1201一1991相比,除编辑性修改外主要技术变化如下:
修改了本标准适用范围:
-增加了产品规格:
-删除了无柄型式的产品分类;
增加了产品标记;
修改了硬度要求;
增加了半圆平口凿圆半径的要求;增加了木制手柄含水率的检验方法:修改了手柄冲击试验方法:
-增加了手柄拉拔试验和扭矩试验;修改了检验规则;
修改了标志、包装、运输与贮存。本标准由中国轻工业联合会提出。本标准由全国五金制品标准化技术委员会工具五金分技术委员会(SAC/TC174/SC2)归口。本标准由江苏宏宝工具有限公司、杭州中杰工具有限公司、上海市工具工业研究所负责起草,杭州巨星科技有限公司、宁波长城精工实业有限公司、余姚潘易工业有限公司、国家轻工业工具五金质量监督检查上海站参加起草。
本标准主要起草人:王竹鸣、富灵林、周阿龙、王伟毅、陈立海、杨永岩、单德亮。本标准所代替标准的历次版本发布情况为:QB/T1201-1991。
1范围
手用木工凿
QB/T1201-2017
本标准规定了手用木工凿的产品分类、要求、试验方法、检验规则及标志、包装、运输与贮存。本标准适用于修整、开凿木材的手用木工凿。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T230.1金属材料洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)
GB/T1470
铅及铅锑合金板
GB/T1931木材含水率测定方法
GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T2829
周期检验计数抽样程序及表(适用于对过程稳定性的检验)GB/T5305手工具包装、标志、运输与贮存GB/T6060.2表面粗糙度比较样块磨车镗铣插及刨加工表面3产品分类
3.1产品型式
手用木工凿按其外形分为斜边平口凿(代号X)、平边平口凿(代号P)和半圆凿三种类型,其中半圆凿分为内刃半圆凿(代号N)和外刃半圆凿(代号W)两种类型,如图1~图3所示。注:本标准图示仅为示例,并不影响对产品的设计。5959
1930±30
图1斜边平口凿
QB/T1201-2017
基本尺寸
259+59
°30±30
图2平边平口凿
图3半圆凿
3.2.1斜边平口凿的基本尺寸应符合表1的规定。表1斜边平口凿的基本尺寸
基本尺寸
单位为毫米
(30)
(38)
基本尺寸
注:括号内规格为非优选系列。g
表1(续)
平边平口凿的基本尺寸应符合表2的规定,3.2.2
表2平边平口凿的基本尺寸
基本尺寸
注:括号内规格为非优选系列。Q
3.2.3半圆凿的基本尺寸应符合表3的规定104
QB/T1201-2017
单位为毫米
单位为毫米
QB/T1201-2017
基本尺寸
(13))
注:括号内规格为非优选系列。3.3产品标记
半圆凿的基本尺寸
产品标记由产品名称、标准号、规格和产品型式代号组成。示例1:规格为6mm的斜边平口凿,标记为:手用木工凿QB/T1201一6Xd
示例2:规格为20mm的平边平口凿,标记为:手用木工凿QB/T1201一20P示例3:规格为25mm的内刃半圆凿,标记为:手用木工凿QB/T1201一25N4要求
4.1外观
基本尺寸
凿身表面不应有裂纹、毛刺、锈斑等缺陷。凿身表面粗糙度Ra值不应大于6.3μum。4.1.1
4.1.2刃口应与凿身中心线垂直。4.1.3手柄应表面光滑、握捏舒适,无毛刺、裂纹等影响使用性能的缺陷。单位为毫米
4.1.4木制手柄应有加强箍,木材纹理应纵向,不应有蛀孔和腐朽等缺陷。塑料制手柄不应有缩孔、裂纹等缺陷。
4.2硬度
从刃口开始,不小于2/3的长度范围内的凿身硬度应符合表4的规定。表4
刃口宽度a/mm
55HRC~61HRC
58HRC~61HRC
4.3刃口冲击强度
经冲击强度试验后,刃口应无裂纹或缺口等影响使用性能的缺陷。4.4弯曲强度
QB/T1201-2017
平口凿凿身经弯曲强度试验后,手柄前端测量点(A点)永久弯曲度不应大于1mm,载荷施加测量点(B点)永久弯曲度不应大于3mm。4.5手柄
4.5.1木制手柄木材含水率
不应大于12%。
4.5.2手柄强度
4.5.2.1冲击试验
经冲击试验后,手柄不应开裂或折断,有加强箍的手柄加强箍应固定在原处。4.5.2.2拉拔试验
在冲击试验后,手柄应进行轴向拉拔试验,经试验后手柄不应有松动现象。4.5.2.3扭矩试验
在冲击试验后,手柄应进行扭矩试验,经试验后手柄不应有松动现象。5试验方法
5.1基本尺寸
手用木工凿的基本尺寸用通用量具检验。5.2外观
5.2.1表面粗糙度用符合GB/T6060.2的标准样块进行对照检验。5.2.2其他外观用目测和手感检验。5.3硬度
硬度按GB/T230.1的规定进行检验。5.4刃口冲击强度
在工作台上放置一块长、宽大于刃口长、宽且符合GB/T1470标准的牌号为PbSb4的铅板,用手握住手用木工凿的柄部,借手腕和肘部的力量,在铅块表面猛击6次。5.5弯曲强度
弯曲强度试验如图4所示。载荷F应施加在距手柄前端75mm处,在施加载荷F前、后,测出自固定基点到A点和B点的距离。永久弯曲度为两读数之差。斜边平口凿施加的载荷F应符合表5的规定,平边平口凿施加的载荷F应符合表6的规定。载荷F也可按下列公式(1)计算得出:F=axd\xg
式中:
载荷,单位为牛顿(N):
刃口宽度,单位为毫米(mm);:(1)
凿身厚度修正值,单位为毫米(mm),即d=dmin×f,其中dmin为表1、表2、表3中值,为修正系数,f=0.88:
抗拉强度,单位为牛顿每平方毫米(N/mm2),0-1200N/mm2:载荷施加距离,单位为毫米(mm)。5
QB/T1201—2017
刃口宽度a/mm
图4弯曲强度试验
斜边平口凿弯曲载荷
载荷FN
单位为毫米
5手柄
刃口宽度a/mm
5.6.1木制手柄木材含水率
应按GB/T1931的规定进行检验。5.6.2手柄强度
5.6.2.1冲击试验
表6平边平口凿弯曲载荷
载荷FN
QB/T1201-2017
如图5所示,将去掉切削刃的手用木工凿垂直置于导向套管内,套管内基座硬度不应低于60HRC,一质量为5kg的金属导向重块,按照表7中规定的高度自由落下共12次进行冲击试验导向重块
被测手用木工
导向套管
5手柄冲击试验
刃口宽度a/mm
>10~20
导向重块下落高度
下落高度H/m
QB/T1201—2017免费标准bzxz.net
5.6.2.2拉拨试验
将凿身和手柄固定在拉伸试验机上,缓慢施加表8中规定的拉拔力进行手柄的拉拔试验。5.6.2.3扭矩试验
将凿身和手柄固定在扭转试验机上,缓慢施加表8中规定的试验扭矩进行手柄的扭矩试验。表8手柄拉拔力和试验扭矩
刃口宽度a/mm
>10~20
检验规则
6.1出厂检验
拉拨力/N
6.1.1产品应经检验合格后方可出厂,并附有产品合格证。6.1.2产品的检验按GB/T2828.1规定的二次抽样方案逐项进行。试验扭矩/(Nm)
6.1.3检验的不合格分类、检验项目、接收质量限(AQL)和检验水平按表9的规定。6.1.4对检验中发现的不合格品,制造厂应予调换。6.1.5经检验拒收的产品,可由制造厂重新分类或修整后,再提交验收。表9出厂检验抽样方案
型式检验
不合格分类
检验项目
刃口冲击强度
基本尺寸
有下列情况之一者应进行型式检验:产品定型投产时:
接收质量限(AQL)
正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时:出厂检验结果与上次型式检验有较大差异时:正式生产过程中,每2年进行1次:产品停产1年以上,恢复生产时:用户或第三方有特殊要求时。
型式检验在出厂检验合格的产品中的某个批或若干批随机抽取。型式检验按GB/T2829的规定进行,采用判别水平IⅢI,一次抽样方案。6.2.3
型式检验的项目、不合格类别、不合格质量水平(RQL)按表10规定6.2.5
型式检验不合格处置方法参照GB/T2829的规定进行,或协议双方协商确定。8
检验水平
不合格分类
标志、包装、运输与购存
7.1标志
7.1.1产品标志
检验项目
刃口冲击强度
弯曲强度
基本尺寸
型式检验抽样方案
样本量
不合格质量水平
QB/T12012017
合格判定数
不合格判定数
在产品上应有固定清晰的产品标志,标志内容应包括产品的规格和制造厂商的名称或商标。7.1.2包装标志
产品的包装标志应符合GB/T5305的规定。7.2包装
产品的包装上应有产品标记,产品的包装应按GB/T5305的规定进行。7.3运输与贮存
产品的运输与贮存按GB/T5305的规定进行。9
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。