QB/T 4634—2014
基本信息
标准号: QB/T 4634—2014
中文名称:聚丙烯(PP)和双向拉伸聚丙烯(BOPP)面包袋
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:7119893
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 4634—2014.Bread bags made of polypropylene (PP) film orbiaxially oriented polypropylene (BOPP)film.
1范围
QB/T 4634规定了聚丙烯(PP)和双向拉伸聚丙烯(BOPP)面包袋的要求、试验方法、检验规则和标志、包装、运输、贮存。
QB/T 4634适用于以吹塑、流延聚丙烯(PP)和双向拉伸聚丙烯(BOPP)薄膜生产的面包及类似食品包装袋。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191包装储运图示标志
GB/T 1040.3塑料拉伸性能的测定第3部分:薄膜和薄片的试验条件GB/T 2792-1998压敏胶粘带180°剥离强度试验方法
GB/T 2828.1一2012计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB/T 2918塑料试样状态调节和试验的标准环境
GB/T 5009.60食品包装用聚乙烯、聚苯乙烯、聚丙烯成型品卫生标准的分析方法GB/T 6672塑料薄膜和薄片厚度测定机械测量法
GB/T 6673塑料薄膜和薄片长度和宽度的测定GB/T 7707凹版装潢印刷品
GB/T 8807塑料镜面光泽试验方法
GB 9685食品容器、包装材料用添加剂使用卫生标准GB 9688食品包装用聚丙烯成型品卫生标准
GB 9693食品包装用聚丙烯树脂卫生标准GB 12904商品条码零售商品编码与条码表示GB/T14257商品条码条码符号放置指南
GB/T 17497.2柔性版装潢印刷品第2部分:塑料与金属箔类QB/T 2358塑料薄膜包装袋热合强度试验方法
3要求
3.1感官
3.1.1颜色
非印刷部分一般应为无色透明。
3.1.2气味
不应有异嗅。
3.1.3外观
外观应符合表1规定。
1范围
QB/T 4634规定了聚丙烯(PP)和双向拉伸聚丙烯(BOPP)面包袋的要求、试验方法、检验规则和标志、包装、运输、贮存。
QB/T 4634适用于以吹塑、流延聚丙烯(PP)和双向拉伸聚丙烯(BOPP)薄膜生产的面包及类似食品包装袋。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191包装储运图示标志
GB/T 1040.3塑料拉伸性能的测定第3部分:薄膜和薄片的试验条件GB/T 2792-1998压敏胶粘带180°剥离强度试验方法
GB/T 2828.1一2012计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB/T 2918塑料试样状态调节和试验的标准环境
GB/T 5009.60食品包装用聚乙烯、聚苯乙烯、聚丙烯成型品卫生标准的分析方法GB/T 6672塑料薄膜和薄片厚度测定机械测量法
GB/T 6673塑料薄膜和薄片长度和宽度的测定GB/T 7707凹版装潢印刷品
GB/T 8807塑料镜面光泽试验方法
GB 9685食品容器、包装材料用添加剂使用卫生标准GB 9688食品包装用聚丙烯成型品卫生标准
GB 9693食品包装用聚丙烯树脂卫生标准GB 12904商品条码零售商品编码与条码表示GB/T14257商品条码条码符号放置指南
GB/T 17497.2柔性版装潢印刷品第2部分:塑料与金属箔类QB/T 2358塑料薄膜包装袋热合强度试验方法
3要求
3.1感官
3.1.1颜色
非印刷部分一般应为无色透明。
3.1.2气味
不应有异嗅。
3.1.3外观
外观应符合表1规定。
标准图片预览
标准内容
ICS83.140.01
分类号:Y28
备案号:46089-2014
中华人民共和国轻工行业标准
QB/T4634—2014
聚丙烯(PP)和
双向拉伸聚丙烯(BOPP)面包袋Breadbagsmadeofpolypropylene(PP)filmorbiaxially oriented polypropylene(BOPP)film2014-05-06发布
中华人民共和国工业和信息化部2014-10-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。本标准由全国塑料制品标准化技术委员会(SAC/TC48)归口。QB/T4634-2014
本标准起草单位:深圳市万达杰塑料制品有限公司、重庆市联发塑料原料工业有限公司、深圳市正旺塑胶制品有限公司、深圳市佳发塑料制品有限公司、国家塑料制品质量监督检验中心(北京)。本标准主要起草人:魏文昌、裴小勤、许丽丹、周久寿、张坚洪、郑洪标。1范围
QB/T4634-2014
聚丙烯(PP)和双向拉伸聚丙烯(BOPP)面包袋本标准规定了聚丙烯(PP)和双向拉伸聚丙烯(BOPP)面包袋的要求、试验方法、检验规则和标志、包装、运输、贮存。
本标准适用于以吹塑、流延聚丙烯(PP)和双向拉伸聚丙烯(BOPP)薄膜生产的面包及类似食品包装袋。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T191包装储运图示标志
GB/T1040.3塑料拉伸性能的测定第3部分:薄膜和薄片的试验条件GB/T2792-1998压敏胶粘带180°剥离强度试验方法GB/T2828.1-2012计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB/T2918
塑料试样状态调节和试验的标准环境GB/T5009.60
GB/T6672
GB/T6673
GB/T7707
GB/T8807
GB9685
GB9688
GB9693
GB12904
食品包装用聚乙烯、聚苯乙烯、聚丙烯成型品卫生标准的分析方法塑料薄膜和薄片厚度测定机械测量法塑料薄膜和薄片长度和宽度的测定凹版装潢印刷品
塑料镜面光泽试验方法
食品容器、包装材料用添加剂使用卫生标准食品包装用聚丙烯成型品卫生标准食品包装用聚丙烯树脂卫生标准商品条码零售商品编码与条码表示GB/T14257
GB/T17497.2
商品条码条码符号放置指南
柔性版装潢印刷品第2部分:塑料与金属箔类QB/T2358塑料薄膜包装袋热合强度试验方法3要求
3.1感官
3.1.1颜色
非印刷部分一般应为无色透明。3.1.2气味
不应有异嗅。
3.1.3外观
外观应符合表1规定。
QB/T4634-2014
印刷质量
印刷外观
皱纹、划痕
水纹、云等
折皱、损伤
杂质、污染
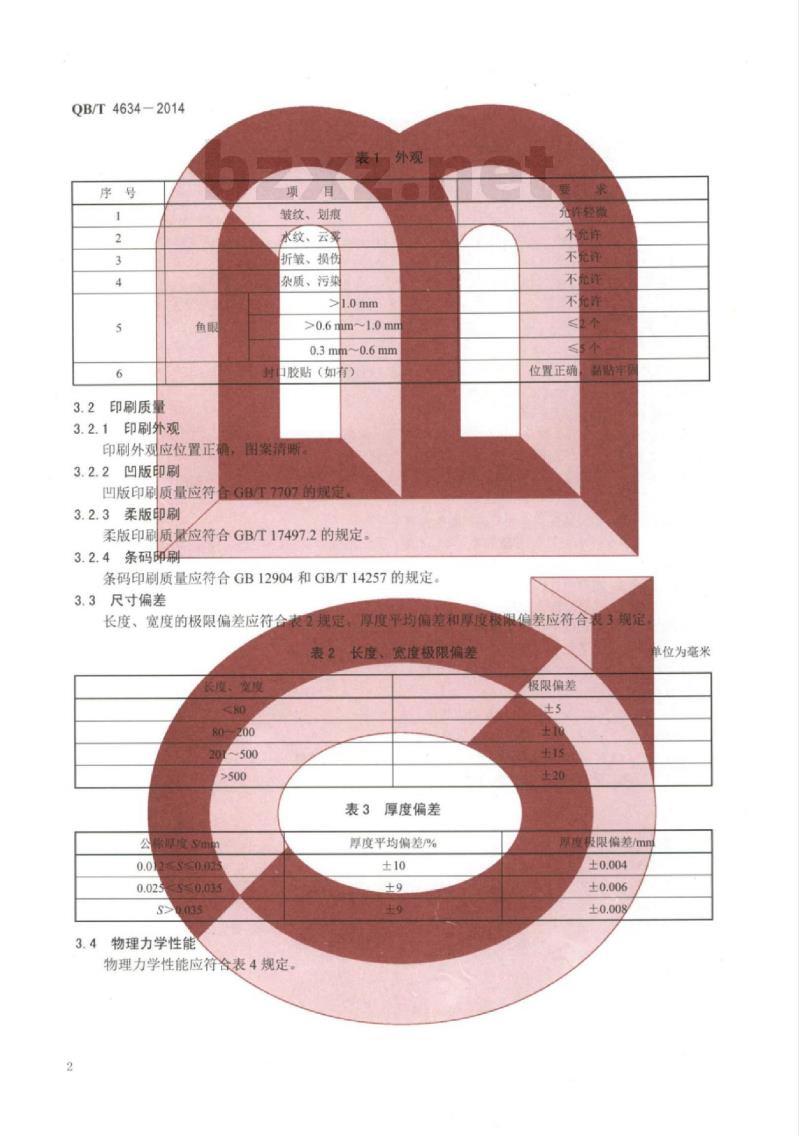
表1外观
>0.6mm~1.0mm
0.3mm~0.6mm
口胶贴(如有)
印刷外观应位置正确,图案清晰。3.2.2凹版印刷
凹版印刷质量应符合GB/T7707的规定3.2.3柔版印刷
柔版印刷质量应符合GB/T17497.2的规定3.2.4条码即刷
条码印刷质量应符合GB12904和GB/T14257的规定。3.3尺寸偏差
长度、宽度的极限偏差应符合
长度、宽度
粽厚度S/mm
3.4物理力学性能
物理力学性能应符合表4规定。
充许轻微
不充许
不充许
不充许
位置正确
黏贴牢固
2规定。厚度平均偏差和厚度极限偏差应符合表3规定表2长度、宽度极限偏差
极限偏差
表3厚度偏差
厚度平均偏差/%
厚度极限偏差/mm
单位为毫米
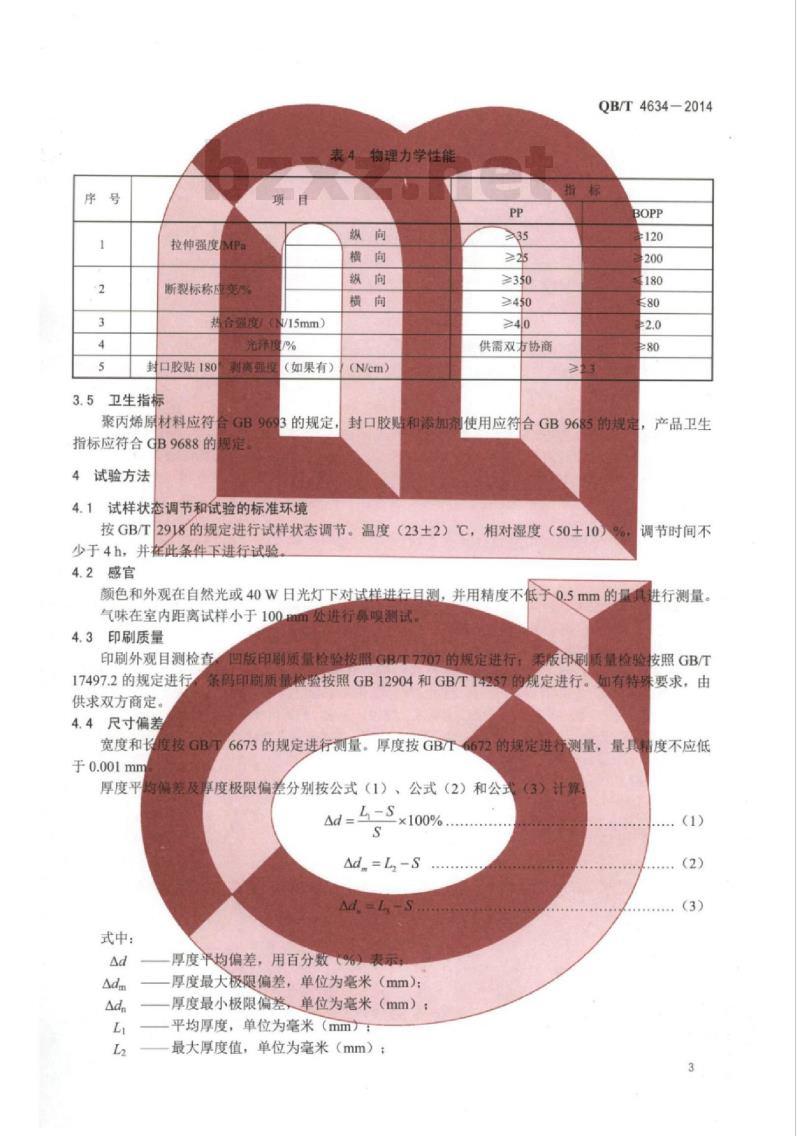
拉伸强度MPa
断裂标称应变%
热合强度/
/15mm)
光泽度
封口胶贴180
离强店
3.5卫生指标
表4物理力学性能
(如果有)(N/cm)
≥450
供需双方协商
QB/T4634-2014
聚丙烯原材料应符合GB969
3的规定,
封口胶贴和添加剂
使用应符合GB9685的规定,产品卫生指标应符合GB9688的规定
4试验方法
4.1试样状态调节和试验的标准环境按GB/T2918的规定进行试样状态调节。温度(23±2)℃,相对湿度(50±10)少于4h,并在此条件下进行试验4.2感官
调节时间不
颜色和外观在自然光或40W日光灯下对试样进行目测,并用精度不低于0.5mm的量具进行测量。气味在室内距离试样小于100m
血处进行鼻嘎测试。
4.3印刷质量
印刷外观目测检查
17497.2的规定进行
供求双方商定。
4.4尺寸偏差
凹版印刷质量检验按照GB/T7707的规定进行:柔版印刷质量检验按照GB/T条码印刷质量检验按照GB12904和GB/T14257的规定进行。如有特殊要求,由宽度和长
6673的规定进行测量。厚度按GB/T6672的规定进行测量,量具精度不应低度按GB/T
于0.001mm
厚度平均偏差及厚度极限偏差分别按公式(1)、公式(2)和公式(3)计算Ad==$x100%.
Ad,-L-S
式中:
厚度平均偏差,用百分数(%)表厚度最大极限偏差,单位为毫米(mm):厚度最小极限偏差,单位为毫米(mm)平均厚度,单位为毫米(mm)
最大厚度值,单位为毫米(mm);........
QB/T4634-2014
L,—最小厚度值,单位为毫米(mm);S
一公称厚度,单位为毫米(mm)。4.5拉伸强度和断裂标称应变
按GB/T1040.3中的规定进行试验。试样长(150士2)mm,宽(15土0.5)mm,试样数量纵向与横向各5个。拉伸试验速度:聚丙烯面包袋为500mm/min:双向拉伸聚丙烯面包袋为250mm/min。结果分别为5个测试样品的算术平均值。4.6热合强度
4.6.1样品
分别在面包袋的两侧或底部有热合线处,与热合部位成垂直方向上任取10条宽度为(15土0.1)mm,展开长度为(100土1)mm的试样,各自作为面包袋两侧和底部的热合试样。并按4.1的规定进行状态调节。
4.6.2试验条件及结果
按QB/T2358的规定进行试验,将经过状态调节后的试样,以热合部位为中心,打开呈180°,把试样的两端夹在试验机的两个夹具上,拉伸试验机夹具间距离为50mm,拉伸试验速度聚丙烯面包袋为300mm/min,双向拉伸聚丙烯面包袋为100mm/min,进行拉断力试验。结果为10个测试样品的算术平均值。
4.7光泽度
按GB/T8807的规定进行试验,入射角为45°。4.8封口胶贴180°剥离强度
4.8.1样品
试样为沿面包袋封口胶贴(含封口胶贴和离型膜)裁切长200mm、宽20mm的袋膜5片,尽量让封口胶贴处于膜片中间,另外在面包袋没有封口胶贴部分裁切长200mm、宽100mm的袋膜5片。4.8.2试验条件及结果
按GB/T2792-1998的规定,准备一块长125mm、宽50mm、厚1.5mm~2mm的平整无尖锐棱角的不锈钢试验板,首先用一片不含封口胶贴试样包覆不锈钢试验板,四边折向试验板背面并用封箱胶带粘牢。正面为工作面并用脱脂纱布沾少量无水乙醇擦拭3遍,然后用精度不低于0.05mm的量具测量封口胶贴黏胶宽度,按GB/T2792一1998第4章、7.7、第8章和第9章的规定进行封口胶贴与面包袋膜的180°剥离强度试验。结果为5个测试样品的算术平均值。4.9卫生指标
按GB/T5009.60的规定进行测试。5检验规则
5.1组批
产品以批为单位进行验收,同一原材料,同一工艺连续生产的同一规格产品为一批,每批产品不应超过250000个。
5.2检验分类
5.2.1出厂检验
出厂检验项目为感观、尺寸偏差和热合强度。5.2.2型式检验
型式检验项目为第3章规定的全部项目。有下列情况之一时,应进行型式检验:a)首批生产:
b)当原材料品种、产品结构、生产工艺或设备改变时:c)出厂检验结果与上次型式检验结果有较大差异时:d)停产6个月以上,重新恢复生产时:e)连续生产12个月时。
5.3抽样方案
QB/T4634—2014
感官、尺寸偏差根据检验批次数量,按照GB/T2828.1一2012中表1一般检查水平ⅡI和表3-A正常检验二次抽样方案中接收质量限AQL为6.5的规定,按表5方案确定抽样数量进行二次抽样检验。印刷质量、物理力学性能和卫生指标,每批随机抽取5箱中规定数量的样品进行检测。表5
91~150
151~280
281~500
501~1200
1201~3200
3201~250000
5.4判定规则
5.4.1合格项的判定
第一次抽样
第二次抽样
第一次抽样
第二次抽样
第一次抽样
第二次抽样
第一次抽样
第二次抽样
第一次抽样
第二次抽样
第一次抽样
第二次抽样
第一次抽样
第二次抽样
第一次抽样
第二次抽样
感官、尺寸偏差二次抽样检验方案样品数量样本数量
5.4.1.1感官、尺寸偏差的质量判定累计样本数量
接收质量限AQL=6.5
接收数
单位为个
拒收数
感官、尺寸偏差按表5的规定进行二次抽样检验,第一次抽样检验全部给出的第一样本数量中,如不合格品数量小于等于第一接收数,则判该项合格;如不合格品数量大于等于第一拒收数,则判该项不合格:如不合格品数量介于第一接收数和第一拒收数之间,则进行第二次抽样检验。第二次抽样检验全部给出的第二样本数量后,如累计两次抽样检验不合格品数量小于等于第二接收数,则判该项合格:如累计两次抽样检验不合格品数量大于等于第二拒收数,则判该项不合格。5.4.1.2印刷质量和物理力学性能的质量判定印刷质量和物理力学性能检验结果全部合格则判该项合格:如有不合格指标,应在原批中抽取双倍样品对不合格指标进行复检,复检结果全部合格则判该项合格:否则判该项不合格。5.4.1.3卫生指标的质量判定
卫生指标检验结果全部合格则判该项合格:否则判该项不合格。5
QB/T4634-2014
5.4.2合格批的判定
感官、印刷质量、尺寸偏差、物理力学性能和卫生指标项判定全部合格,则判该批合格;否则判该批不合格。
6标志、包装、运输、购存
6.1标志
产品外包装标志应符合GB/T191规定,外包装标志至少应标有:a)生产厂名和生产厂地址;
b)产品名称:
c)本标准编号:
d)生产批号或生产日期和贮存期:e)产品规格和每箱数量:
f)附有产品质量检验合格证和食品包装生产许可QS标志。6.2包装
产品可用塑料包装袋进行内包装,并用瓦楞纸箱进行外包装,也可由供需双方协商确定。6.3运输
产品运输时应避免日晒、雨淋、机械碰撞和接触尖锐物体,在搬运过程中应保持包装完好,严禁与有毒、有害、有味物品混装。
6.4购存Www.bzxZ.net
产品应贮存在清洁、卫生、空气流通、阴凉的库房内,防止阳光曝晒及雨淋,远离热源和污染源,防潮、防鼠、防虫,严禁与有毒、有害、有味物品同仓混放。堆放高度以外包装箱不变形为限。产品从生产之日起贮存期为24个月。6
QB/T4634-2014
中华人民共和国
轻工行业标准
聚丙烯(PP)和
双向拉伸聚丙烯(BOPP)面包袋QB/T4634-2014
中国轻工业出版社出版发行
地址:北京东长安街6号
邮政编码:100740
发行电话:(010)65241695
网址:http://chlip.com.cnEmail:[email protected]
轻工业标准化编辑出版委员会编辑地址:北京西城区下斜街29号
邮政编码:100053
电话:(010)68049923/24/25
版权所有
侵权必究
书号:155019-4357
印数:1-200册
定价:16.00元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:Y28
备案号:46089-2014
中华人民共和国轻工行业标准
QB/T4634—2014
聚丙烯(PP)和
双向拉伸聚丙烯(BOPP)面包袋Breadbagsmadeofpolypropylene(PP)filmorbiaxially oriented polypropylene(BOPP)film2014-05-06发布
中华人民共和国工业和信息化部2014-10-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。本标准由全国塑料制品标准化技术委员会(SAC/TC48)归口。QB/T4634-2014
本标准起草单位:深圳市万达杰塑料制品有限公司、重庆市联发塑料原料工业有限公司、深圳市正旺塑胶制品有限公司、深圳市佳发塑料制品有限公司、国家塑料制品质量监督检验中心(北京)。本标准主要起草人:魏文昌、裴小勤、许丽丹、周久寿、张坚洪、郑洪标。1范围
QB/T4634-2014
聚丙烯(PP)和双向拉伸聚丙烯(BOPP)面包袋本标准规定了聚丙烯(PP)和双向拉伸聚丙烯(BOPP)面包袋的要求、试验方法、检验规则和标志、包装、运输、贮存。
本标准适用于以吹塑、流延聚丙烯(PP)和双向拉伸聚丙烯(BOPP)薄膜生产的面包及类似食品包装袋。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T191包装储运图示标志
GB/T1040.3塑料拉伸性能的测定第3部分:薄膜和薄片的试验条件GB/T2792-1998压敏胶粘带180°剥离强度试验方法GB/T2828.1-2012计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB/T2918
塑料试样状态调节和试验的标准环境GB/T5009.60
GB/T6672
GB/T6673
GB/T7707
GB/T8807
GB9685
GB9688
GB9693
GB12904
食品包装用聚乙烯、聚苯乙烯、聚丙烯成型品卫生标准的分析方法塑料薄膜和薄片厚度测定机械测量法塑料薄膜和薄片长度和宽度的测定凹版装潢印刷品
塑料镜面光泽试验方法
食品容器、包装材料用添加剂使用卫生标准食品包装用聚丙烯成型品卫生标准食品包装用聚丙烯树脂卫生标准商品条码零售商品编码与条码表示GB/T14257
GB/T17497.2
商品条码条码符号放置指南
柔性版装潢印刷品第2部分:塑料与金属箔类QB/T2358塑料薄膜包装袋热合强度试验方法3要求
3.1感官
3.1.1颜色
非印刷部分一般应为无色透明。3.1.2气味
不应有异嗅。
3.1.3外观
外观应符合表1规定。
QB/T4634-2014
印刷质量
印刷外观
皱纹、划痕
水纹、云等
折皱、损伤
杂质、污染
表1外观
>0.6mm~1.0mm
0.3mm~0.6mm
口胶贴(如有)
印刷外观应位置正确,图案清晰。3.2.2凹版印刷
凹版印刷质量应符合GB/T7707的规定3.2.3柔版印刷
柔版印刷质量应符合GB/T17497.2的规定3.2.4条码即刷
条码印刷质量应符合GB12904和GB/T14257的规定。3.3尺寸偏差
长度、宽度的极限偏差应符合
长度、宽度
粽厚度S/mm
3.4物理力学性能
物理力学性能应符合表4规定。
充许轻微
不充许
不充许
不充许
位置正确
黏贴牢固
2规定。厚度平均偏差和厚度极限偏差应符合表3规定表2长度、宽度极限偏差
极限偏差
表3厚度偏差
厚度平均偏差/%
厚度极限偏差/mm
单位为毫米
拉伸强度MPa
断裂标称应变%
热合强度/
/15mm)
光泽度
封口胶贴180
离强店
3.5卫生指标
表4物理力学性能
(如果有)(N/cm)
≥450
供需双方协商
QB/T4634-2014
聚丙烯原材料应符合GB969
3的规定,
封口胶贴和添加剂
使用应符合GB9685的规定,产品卫生指标应符合GB9688的规定
4试验方法
4.1试样状态调节和试验的标准环境按GB/T2918的规定进行试样状态调节。温度(23±2)℃,相对湿度(50±10)少于4h,并在此条件下进行试验4.2感官
调节时间不
颜色和外观在自然光或40W日光灯下对试样进行目测,并用精度不低于0.5mm的量具进行测量。气味在室内距离试样小于100m
血处进行鼻嘎测试。
4.3印刷质量
印刷外观目测检查
17497.2的规定进行
供求双方商定。
4.4尺寸偏差
凹版印刷质量检验按照GB/T7707的规定进行:柔版印刷质量检验按照GB/T条码印刷质量检验按照GB12904和GB/T14257的规定进行。如有特殊要求,由宽度和长
6673的规定进行测量。厚度按GB/T6672的规定进行测量,量具精度不应低度按GB/T
于0.001mm
厚度平均偏差及厚度极限偏差分别按公式(1)、公式(2)和公式(3)计算Ad==$x100%.
Ad,-L-S
式中:
厚度平均偏差,用百分数(%)表厚度最大极限偏差,单位为毫米(mm):厚度最小极限偏差,单位为毫米(mm)平均厚度,单位为毫米(mm)
最大厚度值,单位为毫米(mm);........
QB/T4634-2014
L,—最小厚度值,单位为毫米(mm);S
一公称厚度,单位为毫米(mm)。4.5拉伸强度和断裂标称应变
按GB/T1040.3中的规定进行试验。试样长(150士2)mm,宽(15土0.5)mm,试样数量纵向与横向各5个。拉伸试验速度:聚丙烯面包袋为500mm/min:双向拉伸聚丙烯面包袋为250mm/min。结果分别为5个测试样品的算术平均值。4.6热合强度
4.6.1样品
分别在面包袋的两侧或底部有热合线处,与热合部位成垂直方向上任取10条宽度为(15土0.1)mm,展开长度为(100土1)mm的试样,各自作为面包袋两侧和底部的热合试样。并按4.1的规定进行状态调节。
4.6.2试验条件及结果
按QB/T2358的规定进行试验,将经过状态调节后的试样,以热合部位为中心,打开呈180°,把试样的两端夹在试验机的两个夹具上,拉伸试验机夹具间距离为50mm,拉伸试验速度聚丙烯面包袋为300mm/min,双向拉伸聚丙烯面包袋为100mm/min,进行拉断力试验。结果为10个测试样品的算术平均值。
4.7光泽度
按GB/T8807的规定进行试验,入射角为45°。4.8封口胶贴180°剥离强度
4.8.1样品
试样为沿面包袋封口胶贴(含封口胶贴和离型膜)裁切长200mm、宽20mm的袋膜5片,尽量让封口胶贴处于膜片中间,另外在面包袋没有封口胶贴部分裁切长200mm、宽100mm的袋膜5片。4.8.2试验条件及结果
按GB/T2792-1998的规定,准备一块长125mm、宽50mm、厚1.5mm~2mm的平整无尖锐棱角的不锈钢试验板,首先用一片不含封口胶贴试样包覆不锈钢试验板,四边折向试验板背面并用封箱胶带粘牢。正面为工作面并用脱脂纱布沾少量无水乙醇擦拭3遍,然后用精度不低于0.05mm的量具测量封口胶贴黏胶宽度,按GB/T2792一1998第4章、7.7、第8章和第9章的规定进行封口胶贴与面包袋膜的180°剥离强度试验。结果为5个测试样品的算术平均值。4.9卫生指标
按GB/T5009.60的规定进行测试。5检验规则
5.1组批
产品以批为单位进行验收,同一原材料,同一工艺连续生产的同一规格产品为一批,每批产品不应超过250000个。
5.2检验分类
5.2.1出厂检验
出厂检验项目为感观、尺寸偏差和热合强度。5.2.2型式检验
型式检验项目为第3章规定的全部项目。有下列情况之一时,应进行型式检验:a)首批生产:
b)当原材料品种、产品结构、生产工艺或设备改变时:c)出厂检验结果与上次型式检验结果有较大差异时:d)停产6个月以上,重新恢复生产时:e)连续生产12个月时。
5.3抽样方案
QB/T4634—2014
感官、尺寸偏差根据检验批次数量,按照GB/T2828.1一2012中表1一般检查水平ⅡI和表3-A正常检验二次抽样方案中接收质量限AQL为6.5的规定,按表5方案确定抽样数量进行二次抽样检验。印刷质量、物理力学性能和卫生指标,每批随机抽取5箱中规定数量的样品进行检测。表5
91~150
151~280
281~500
501~1200
1201~3200
3201~250000
5.4判定规则
5.4.1合格项的判定
第一次抽样
第二次抽样
第一次抽样
第二次抽样
第一次抽样
第二次抽样
第一次抽样
第二次抽样
第一次抽样
第二次抽样
第一次抽样
第二次抽样
第一次抽样
第二次抽样
第一次抽样
第二次抽样
感官、尺寸偏差二次抽样检验方案样品数量样本数量
5.4.1.1感官、尺寸偏差的质量判定累计样本数量
接收质量限AQL=6.5
接收数
单位为个
拒收数
感官、尺寸偏差按表5的规定进行二次抽样检验,第一次抽样检验全部给出的第一样本数量中,如不合格品数量小于等于第一接收数,则判该项合格;如不合格品数量大于等于第一拒收数,则判该项不合格:如不合格品数量介于第一接收数和第一拒收数之间,则进行第二次抽样检验。第二次抽样检验全部给出的第二样本数量后,如累计两次抽样检验不合格品数量小于等于第二接收数,则判该项合格:如累计两次抽样检验不合格品数量大于等于第二拒收数,则判该项不合格。5.4.1.2印刷质量和物理力学性能的质量判定印刷质量和物理力学性能检验结果全部合格则判该项合格:如有不合格指标,应在原批中抽取双倍样品对不合格指标进行复检,复检结果全部合格则判该项合格:否则判该项不合格。5.4.1.3卫生指标的质量判定
卫生指标检验结果全部合格则判该项合格:否则判该项不合格。5
QB/T4634-2014
5.4.2合格批的判定
感官、印刷质量、尺寸偏差、物理力学性能和卫生指标项判定全部合格,则判该批合格;否则判该批不合格。
6标志、包装、运输、购存
6.1标志
产品外包装标志应符合GB/T191规定,外包装标志至少应标有:a)生产厂名和生产厂地址;
b)产品名称:
c)本标准编号:
d)生产批号或生产日期和贮存期:e)产品规格和每箱数量:
f)附有产品质量检验合格证和食品包装生产许可QS标志。6.2包装
产品可用塑料包装袋进行内包装,并用瓦楞纸箱进行外包装,也可由供需双方协商确定。6.3运输
产品运输时应避免日晒、雨淋、机械碰撞和接触尖锐物体,在搬运过程中应保持包装完好,严禁与有毒、有害、有味物品混装。
6.4购存Www.bzxZ.net
产品应贮存在清洁、卫生、空气流通、阴凉的库房内,防止阳光曝晒及雨淋,远离热源和污染源,防潮、防鼠、防虫,严禁与有毒、有害、有味物品同仓混放。堆放高度以外包装箱不变形为限。产品从生产之日起贮存期为24个月。6
QB/T4634-2014
中华人民共和国
轻工行业标准
聚丙烯(PP)和
双向拉伸聚丙烯(BOPP)面包袋QB/T4634-2014
中国轻工业出版社出版发行
地址:北京东长安街6号
邮政编码:100740
发行电话:(010)65241695
网址:http://chlip.com.cnEmail:[email protected]
轻工业标准化编辑出版委员会编辑地址:北京西城区下斜街29号
邮政编码:100053
电话:(010)68049923/24/25
版权所有
侵权必究
书号:155019-4357
印数:1-200册
定价:16.00元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。