QB/T 2961-2017
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 2961-2017.Cutters and knives.
3.6刀尾
end cap
防止美工刀部件脱出的尾盖。又称刀片折断器,具有刀片分段功能的装置。
4产品分类
4.1按刀柄主要 材料及相应结构分塑料美工刀、铁壳美工刀、金属衬套塑料美工刀、合金美工刀等。
4.2按适用 范围分为:
文具类美工刀:刀片宽度≤17.8 mm的金属衬套塑料美工刀、铁壳美工刀合金美工刀(或刀片宽度≤18.2 mm的塑料美工刀) :
工具类美工刀:刀片宽度> 17.8 mm的金属衬套塑料美工刀、铁壳美工刀、合金美工刀(或刀片宽度> 18.2 mm的塑料美工刀)。
5要求
5.1 外观
5.1.1 塑料刀柄应光滑、平整,无明显龟裂、斑点、缩影、变形、毛边、缺料等缺陷。
5.1.2 金属刀柄应光滑、平整,无露底、变形、毛刺、脱漆等缺陷。涂层应无明显色差。
5.1.3 刀柄上的文字及图案应清晰、美观,与刀柄结合牢固,不应有污渍。
5.1.4 刀片表面不应有锈蚀、崩刃、钝口、毛剌、弯曲等缺陷。
5.2 刀片硬度
刀片硬度范围为HV600~HV889,同-刀片硬度HV偏差应在土30范围内。
5.3刀片锋利度
刀片刃口应锋利,锋利度测试测定不低于4层铜版纸。
5.4 刀片分段
刀片逐联分段后,应折断清脆、手感轻松、断口整齐,沿原有割痕的方向无毛刺、开裂、错位、起皱、弯曲等缺陷。
5.5 定位功能
定位锁应具有定位功能,在定位后(即刀片锁住时),在设定的力度范围内沿刀片行程方向不应出现移动现象,垂直于刀片行程方向不应出现较大摆动现象。
5.6 结构防护
5.6.1 应保证使用者操作安全,在释放刀具定位装置后,刀片应处于被锁定状态。
5.6.2刀片应能可靠地固定在其连接装置及导向装置中,并能方便更换刀片。
5.6.3 当刀具不使用时应具备以下特征:
a)刀片的刃边、 刀尖不应外露:
b)刀具的定位锁应可退回到最后档位。
3.6刀尾
end cap
防止美工刀部件脱出的尾盖。又称刀片折断器,具有刀片分段功能的装置。
4产品分类
4.1按刀柄主要 材料及相应结构分塑料美工刀、铁壳美工刀、金属衬套塑料美工刀、合金美工刀等。
4.2按适用 范围分为:
文具类美工刀:刀片宽度≤17.8 mm的金属衬套塑料美工刀、铁壳美工刀合金美工刀(或刀片宽度≤18.2 mm的塑料美工刀) :
工具类美工刀:刀片宽度> 17.8 mm的金属衬套塑料美工刀、铁壳美工刀、合金美工刀(或刀片宽度> 18.2 mm的塑料美工刀)。
5要求
5.1 外观
5.1.1 塑料刀柄应光滑、平整,无明显龟裂、斑点、缩影、变形、毛边、缺料等缺陷。
5.1.2 金属刀柄应光滑、平整,无露底、变形、毛刺、脱漆等缺陷。涂层应无明显色差。
5.1.3 刀柄上的文字及图案应清晰、美观,与刀柄结合牢固,不应有污渍。
5.1.4 刀片表面不应有锈蚀、崩刃、钝口、毛剌、弯曲等缺陷。
5.2 刀片硬度
刀片硬度范围为HV600~HV889,同-刀片硬度HV偏差应在土30范围内。
5.3刀片锋利度
刀片刃口应锋利,锋利度测试测定不低于4层铜版纸。
5.4 刀片分段
刀片逐联分段后,应折断清脆、手感轻松、断口整齐,沿原有割痕的方向无毛刺、开裂、错位、起皱、弯曲等缺陷。
5.5 定位功能
定位锁应具有定位功能,在定位后(即刀片锁住时),在设定的力度范围内沿刀片行程方向不应出现移动现象,垂直于刀片行程方向不应出现较大摆动现象。
5.6 结构防护
5.6.1 应保证使用者操作安全,在释放刀具定位装置后,刀片应处于被锁定状态。
5.6.2刀片应能可靠地固定在其连接装置及导向装置中,并能方便更换刀片。
5.6.3 当刀具不使用时应具备以下特征:
a)刀片的刃边、 刀尖不应外露:
b)刀具的定位锁应可退回到最后档位。
标准图片预览
标准内容
ICS97.180
分类号:Y54
备案号:58775-2017
中华人民共和国轻工行业标准
QB/T2961-2017
代替QB/T2961-2008
美工刀號
Cutters and knives
2017-04-12发布
中华人民共和国工业和信息化部2017-10-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准代替QB/T2961-2008《美工刀》本标准与QB/T2961一2008相比,除编辑性修改外主要技术变化如下:修改了原标准2规范性引用文件(见2);修改了原标准3术语和定义(见3):增加了产品分类(见4):免费标准下载网bzxz
修改了原标准5.1外观要求(见5.1);增加了刀片分段定义的内容(见5.4):修改了原标准5.5、6.5定位功能要求和定位试验方法(见5.5、6.5);增加了结构安全的内容(见5.6):修改了原标准5.7、6.7机械要求和机械要求试验(见5.7、6.7):修改了原标准6.3刀片锋利度试验(见6.3):一修改了原标准8.1包装标志(见8.1)。本标准由中国轻工业联合会提出。本标准由全国文具标准化技术委员会(SAC/TC514)归口。QB/T2961-2017
本标准主要起草单位:宁波兴伟刀具科技有限公司、福建新代实业有限公司、得力集团有限公司、广博集团股份有限公司。
本标准参加起草单位:东莞市智高文具有限公司、深圳齐心集团股份有限公司、三木控股集团有限公司、宁波天虹文具有限公司。本标准主要起草人:鄂岳伟、杜建福、郑成、储伟东、邱光金、周尧臣、康红兵、张石民、罗祖强。
本标准所代替标准的历次版本发布情况为:QB/T2961-2008。
1范围
美工刀
QB/T2961-2017
本标准规定了美工刀的术语和定义、产品分类、要求、试验方法、检验规则,以及标志、包装、运输、贮存。
本标准适用于办公、学习、生活、美术设计和装潢工程等用途的美工刀。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T191-2008包装储运图示标志GB/T2423.1一2008电工电子产品环境试验第2部分:试验方法试验A:低温GB/T2423.2一2008电工电子产品环境试验第2部分:试验方法试验B:高温GB/T2828.1一2012计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB/T2829—2002
周期检验计数抽样程序及表(适用于对过程稳定性的检验)GB/T4340.1一2009金属材料维氏硬度试验第1部分:试验方法QB/T2141.2一1995日用小刀锋利度测试方法轻工产品金属镀层和化学处理层的耐酸蚀试验方法中性盐雾试验(NSS)法QB/T3826-1999车
QB/T3832-1999
3术语和定义
轻工产品金属镀层腐蚀试验结果的评价下列术语和定义适用于本文件。3.1
cutters and knives
美工刀
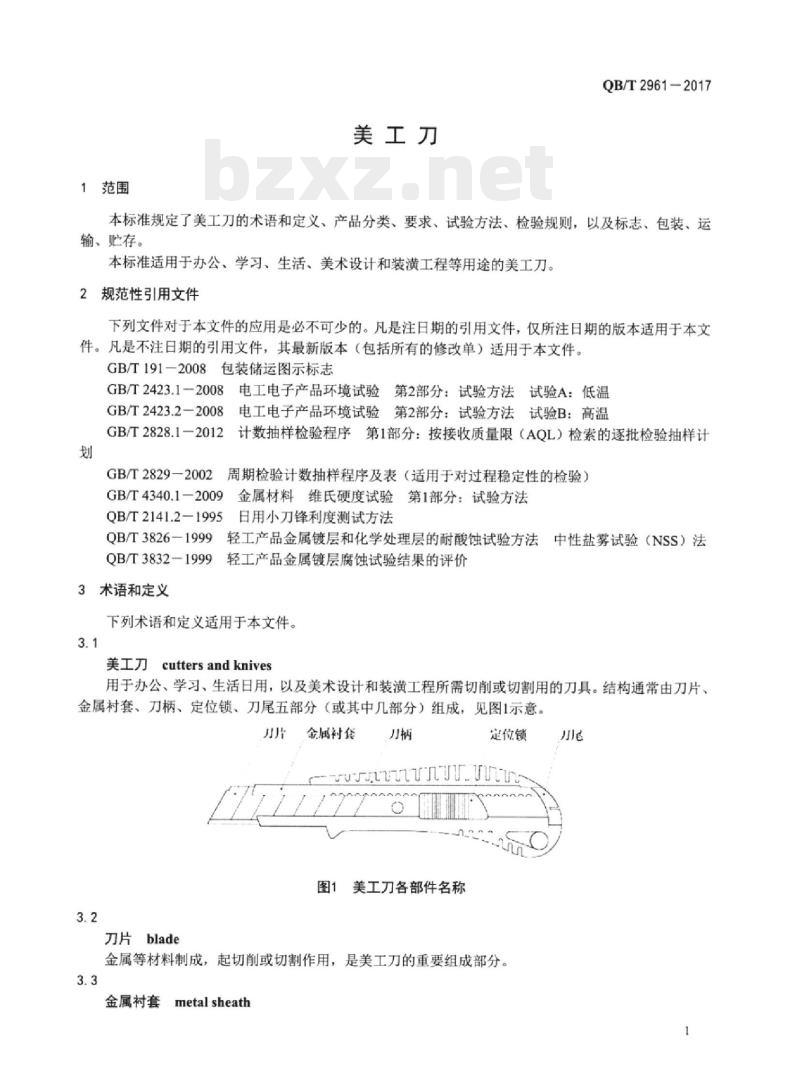
用于办公、学习、生活日用,以及美术设计和装潢工程所需切削或切割用的刀具。结构通常由刀片、金属衬套、刀柄、定位锁、刀尾五部分(或其中几部分)组成,见图1示意。小片
金属衬货
图1美工刀各部件名称
刀片blade
定位锁
金属等材料制成,起切削或切割作用,是美工刀的重要组成部分。3.3
金属衬套
metal sheath
QB/T2961-2017
不锈钢板、冷轧钢板等材料制成,延长刀具使用寿命及保证使用者安全的金属鞘。3.4
刀柄handle
又称刀壳,由塑料、锌合金、铝合金等材料制成,用来固定刀片、金属衬套、定位锁、刀尾的部件。3.5
定位锁bladelockbutton
又称刀锁,用来固定刀片伸缩的装置。可分为卡式定位锁、压式定位锁、档位式定位锁等。3.6
刀尾endcap
防止美工刀部件脱出的尾盖。又称刀片折断器,具有刀片分段功能的装置。4产品分类
4.1按刀柄主要材料及相应结构分塑料美工刀、铁壳美工刀、金属衬套塑料美工刀、合金美工刀等。4.2按适用范围分为:
文具类美工刀:刀片宽度≤17.8mm的金属衬套塑料美工刀、铁壳美工刀、合金美工刀(或刀片宽度≤18.2mm的塑料美工刀);一工具类美工刀:刀片宽度≥17.8mm的金属衬套塑料美工刀、铁壳美工刀、合金美工刀(或刀片宽度>18.2mm的塑料美工刀)。5要求
5.1外观
5.1.1塑料刀柄应光滑、平整,无明显龟裂、斑点、缩影、变形、毛边、缺料等缺陷5.1.2金属刀柄应光滑、平整,无露底、变形、毛刺、脱漆等缺陷。涂层应无明显色差。5.1.3刀柄上的文字及图案应清晰、美观,与刀柄结合牢固,不应有污渍。5.1.4刀片表面不应有锈蚀、崩刃、钝口、毛刺、弯曲等缺陷。5.2刀片硬度
刀片硬度范围为HV600~HV889,同一刀片硬度HV偏差应在土30范围内。5.3刀片锋利度
刀片刃口应锋利,锋利度测试测定不低于4层铜版纸。5.4刀片分段
刀片逐联分段后,应折断清脆、手感轻松、断口整齐,沿原有割痕的方向无毛刺、开裂、错位、起皱、弯曲等缺陷。
5.5定位功能
定位锁应具有定位功能,在定位后(即刀片锁住时),在设定的力度范围内沿刀片行程方向不应出现移动现象,垂直于刀片行程方向不应出现较大摆动现象。5.6结构防护
5.6.1应保证使用者操作安全,在释放刀具定位装置后,刀片应处于被锁定状态。5.6.2刀片应能可靠地固定在其连接装置及导向装置中,并能方便更换刀片。5.6.3当刀具不使用时应具备以下特征:a)刀片的刃边、刀尖不应外露:刀具的定位锁应可退回到最后档位。b)
5.7性能要求
5.7.1耐腐蚀性能
QB/T2961-2017
刀具中的刀片应有防锈处理。其他有涂层的金属零部件进行中性盐雾试验后,符合QB/T3832一1999中6级规定,涂层应无明显起皱、脱落。5.7.2耐温性能
刀具在规定的温度条件下,应无变形、破裂等缺陷,金属与非金属部件之间不应有超过0.5mm的间隙。
5.7.3跌落性能
刀具经跌落测试后,刀柄装置应牢固可靠,各部件不应出现脱落、破裂、变形等损坏现象。5.7.4刀身受力
刀身结构应能承受一定的压力而不产生变形及损坏。5.8成品要求
5.8.1刀具在开启或关闭过程中,手感轻松。刀刃不触及刀壳一侧。5.8.2刀具处于使用状态时,刀片不应后仰和明显晃动。6试验方法
6.1外观质量
在自然光条件下,感官试验。
6.2刀片硬度
按GB/T4340.1一2009在硬度测试机上测硬度时,测量在刀片的宽度中心即刀宽的1/2处,沿长度方向从两端开始量起的15mm附近和中间部位附近的3处作为测量点。以中间部位附近的数值作为刀片硬度的测量值,以3处位置测量数值的最大差值作为刀片的硬度偏差值。6.3刀片锋利度
按QB/T2141.2一1995规定选取铜版纸和刀片测试点,可使用锋利度测试仪或其它可行的装置固定刀片进行测试。
6.4刀片分段
选取分段刀片,使用刀片折断器逐联进行折断,目测及手感进行检测。6.5定位功能(适用于带定位锁功能的美工刀)6.5.1工具类美工刀
刀片在刀壳内伸出刀片总长的1/10时,固定好定位锁。分别沿刀片行程方向施加50N的力,沿刀背方向施加10N的力,观察刀片有无明显移动或摆动现象,见图2示意。6.5.2文具类美工刀
刀片在刀壳内伸出刀片总长的1/10时,固定好定位锁。分别沿刀片行程方向施加15N的力,沿刀背方向施加5N的力,观察刀片有无明显移动或摆动现象,见图3示意。3
QB/T2961-2017
图2工具类美工刀定位功能
6.6结构防护
目测与手感进行检测。
6.7性能要求
6.7.1耐腐蚀试验
图3文具类美工刀定位功能
按QB/T3826一1999规定进行,试验周期为4h。试验结果按QB/T3832一1999评价。6.7.2耐温性能
按GB/T2423.2一2008的规定,刀具放在测试箱内加热到(60土2)℃保温2h后,从箱内取出放置室温条件下自然冷却1h后检查,观察表层有无脱落、变形、破损现象;按GB/T2423.1一2008的规定,刀具冷却到(-15土2)℃保温1h后,从箱内取出放置室温条件下自然冷却1h后检查,观察表层有无脱落、变形、破损现象。间隙用塞尺测定。6.7.3跌落性能
在地面上放一块厚度约30mm表面平整的木板,样品对准木板的中心位置,让样品的底面和木板面保持平行,距木板80cm高度正反面各水平自由跌落1次,检查有无破损、破裂或组合件有无脱落、松动现象。
6.7.4刀身受力
6.7.4.1工具类美工刀进行以下测试,观察无永久变形及损坏,见图4示意:a)
刀身侧面受力500N;
刀身正面受力100N:
支点为距刀柄两端约10mm处:
压头为直径15mm圆柱体铁件,采用水平横压方法。50ON
a)刀身侧面受力
图4工具类美工刀刀身受力
b)刀身正面受力
文具类美工刀进行以下测试,观察无永久变形及损坏,如图5示意:6.7.4.2
a)刀身侧面受力150N;
刀身正面受力30N;
支点为距刀柄两端约10mm处;
压头为直径15mm圆柱体铁件,采用水平横压方法。150N
FURURUARPLE
a)刀身侧面受力
b)刀身正面受力
图5文具类美工刀刀身受力
6.8成品性能
手感及目测检验。
7检验规则
QB/T2961-2017
7.1产品应经企业质检部门检验合格,并附上检验合格标识后方可出厂。7.2产品检验分为交收检验和型式检验,采用每百单位不合格品数(计件法)检验。样品单位为把。7.3交收检验按照GB/T2828.1一2012的规定进行,采用正常检验一次抽样方案。7.4交收检验的检验项目、要求、试验方法、不合格品分类、检验水平及接收质量限(AQL)见表1。表1
不合格品分类
检验项目
定位功能
成品要求
试验方法
型式检验样品应在交收检验合格批次中随机抽取。检验水平(IL)
型式检验每12个月进行1次,有下列情况时也应进行型式检验:a)
新产品试验定型时;
生产工艺改变时:
长期停产后恢复生产时;
主要或关键原材料改变牌号或变更供应商时:接收质量限
国家质量监督机构提出型式检验的要求时。e)
型式检验按照GB/T2829一2002的规定进行,采用判别水平I的一次抽样方案,样本量为5把。7.7
型式检验的检验项目、要求、试验方法、不合格质量水平(RQL)、判定数组见表2。5
QB/T29612017
不合格品分类
检验项目
刀片硬度
刀片锋利度
耐温性能
刀身受力
刀片分段
耐腐蚀性
跌落性能
8标志、包装、运输、购存
8.1标志
试验方法
不合格质量水平
判定数组
8.1.1销售包装应有产品名称、制造厂名、厂址、商标、型号、合格标志、执行标准号及注意事项。8.1.2产品外箱应有生产批次或生产日期,包装储运图示标志的图形、尺寸、颜色及使用方法,按照GB/T191-2008规定。
8.2包装
产品应有内、外包装,内包装可采用塑封、塑料袋或小纸盒。外包装应坚实、牢固,采用适宜的材料包装,以防产品在运输、储存过程中受潮和破损。8.3运输
产品在运输途中应避免受潮、雨淋、剧烈震动,搬运时应小心轻放。8.4贮存
产品应贮存在通风、干燥的仓库中。严禁与腐蚀性的物品混存。6
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:Y54
备案号:58775-2017
中华人民共和国轻工行业标准
QB/T2961-2017
代替QB/T2961-2008
美工刀號
Cutters and knives
2017-04-12发布
中华人民共和国工业和信息化部2017-10-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准代替QB/T2961-2008《美工刀》本标准与QB/T2961一2008相比,除编辑性修改外主要技术变化如下:修改了原标准2规范性引用文件(见2);修改了原标准3术语和定义(见3):增加了产品分类(见4):免费标准下载网bzxz
修改了原标准5.1外观要求(见5.1);增加了刀片分段定义的内容(见5.4):修改了原标准5.5、6.5定位功能要求和定位试验方法(见5.5、6.5);增加了结构安全的内容(见5.6):修改了原标准5.7、6.7机械要求和机械要求试验(见5.7、6.7):修改了原标准6.3刀片锋利度试验(见6.3):一修改了原标准8.1包装标志(见8.1)。本标准由中国轻工业联合会提出。本标准由全国文具标准化技术委员会(SAC/TC514)归口。QB/T2961-2017
本标准主要起草单位:宁波兴伟刀具科技有限公司、福建新代实业有限公司、得力集团有限公司、广博集团股份有限公司。
本标准参加起草单位:东莞市智高文具有限公司、深圳齐心集团股份有限公司、三木控股集团有限公司、宁波天虹文具有限公司。本标准主要起草人:鄂岳伟、杜建福、郑成、储伟东、邱光金、周尧臣、康红兵、张石民、罗祖强。
本标准所代替标准的历次版本发布情况为:QB/T2961-2008。
1范围
美工刀
QB/T2961-2017
本标准规定了美工刀的术语和定义、产品分类、要求、试验方法、检验规则,以及标志、包装、运输、贮存。
本标准适用于办公、学习、生活、美术设计和装潢工程等用途的美工刀。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T191-2008包装储运图示标志GB/T2423.1一2008电工电子产品环境试验第2部分:试验方法试验A:低温GB/T2423.2一2008电工电子产品环境试验第2部分:试验方法试验B:高温GB/T2828.1一2012计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB/T2829—2002
周期检验计数抽样程序及表(适用于对过程稳定性的检验)GB/T4340.1一2009金属材料维氏硬度试验第1部分:试验方法QB/T2141.2一1995日用小刀锋利度测试方法轻工产品金属镀层和化学处理层的耐酸蚀试验方法中性盐雾试验(NSS)法QB/T3826-1999车
QB/T3832-1999
3术语和定义
轻工产品金属镀层腐蚀试验结果的评价下列术语和定义适用于本文件。3.1
cutters and knives
美工刀
用于办公、学习、生活日用,以及美术设计和装潢工程所需切削或切割用的刀具。结构通常由刀片、金属衬套、刀柄、定位锁、刀尾五部分(或其中几部分)组成,见图1示意。小片
金属衬货
图1美工刀各部件名称
刀片blade
定位锁
金属等材料制成,起切削或切割作用,是美工刀的重要组成部分。3.3
金属衬套
metal sheath
QB/T2961-2017
不锈钢板、冷轧钢板等材料制成,延长刀具使用寿命及保证使用者安全的金属鞘。3.4
刀柄handle
又称刀壳,由塑料、锌合金、铝合金等材料制成,用来固定刀片、金属衬套、定位锁、刀尾的部件。3.5
定位锁bladelockbutton
又称刀锁,用来固定刀片伸缩的装置。可分为卡式定位锁、压式定位锁、档位式定位锁等。3.6
刀尾endcap
防止美工刀部件脱出的尾盖。又称刀片折断器,具有刀片分段功能的装置。4产品分类
4.1按刀柄主要材料及相应结构分塑料美工刀、铁壳美工刀、金属衬套塑料美工刀、合金美工刀等。4.2按适用范围分为:
文具类美工刀:刀片宽度≤17.8mm的金属衬套塑料美工刀、铁壳美工刀、合金美工刀(或刀片宽度≤18.2mm的塑料美工刀);一工具类美工刀:刀片宽度≥17.8mm的金属衬套塑料美工刀、铁壳美工刀、合金美工刀(或刀片宽度>18.2mm的塑料美工刀)。5要求
5.1外观
5.1.1塑料刀柄应光滑、平整,无明显龟裂、斑点、缩影、变形、毛边、缺料等缺陷5.1.2金属刀柄应光滑、平整,无露底、变形、毛刺、脱漆等缺陷。涂层应无明显色差。5.1.3刀柄上的文字及图案应清晰、美观,与刀柄结合牢固,不应有污渍。5.1.4刀片表面不应有锈蚀、崩刃、钝口、毛刺、弯曲等缺陷。5.2刀片硬度
刀片硬度范围为HV600~HV889,同一刀片硬度HV偏差应在土30范围内。5.3刀片锋利度
刀片刃口应锋利,锋利度测试测定不低于4层铜版纸。5.4刀片分段
刀片逐联分段后,应折断清脆、手感轻松、断口整齐,沿原有割痕的方向无毛刺、开裂、错位、起皱、弯曲等缺陷。
5.5定位功能
定位锁应具有定位功能,在定位后(即刀片锁住时),在设定的力度范围内沿刀片行程方向不应出现移动现象,垂直于刀片行程方向不应出现较大摆动现象。5.6结构防护
5.6.1应保证使用者操作安全,在释放刀具定位装置后,刀片应处于被锁定状态。5.6.2刀片应能可靠地固定在其连接装置及导向装置中,并能方便更换刀片。5.6.3当刀具不使用时应具备以下特征:a)刀片的刃边、刀尖不应外露:刀具的定位锁应可退回到最后档位。b)
5.7性能要求
5.7.1耐腐蚀性能
QB/T2961-2017
刀具中的刀片应有防锈处理。其他有涂层的金属零部件进行中性盐雾试验后,符合QB/T3832一1999中6级规定,涂层应无明显起皱、脱落。5.7.2耐温性能
刀具在规定的温度条件下,应无变形、破裂等缺陷,金属与非金属部件之间不应有超过0.5mm的间隙。
5.7.3跌落性能
刀具经跌落测试后,刀柄装置应牢固可靠,各部件不应出现脱落、破裂、变形等损坏现象。5.7.4刀身受力
刀身结构应能承受一定的压力而不产生变形及损坏。5.8成品要求
5.8.1刀具在开启或关闭过程中,手感轻松。刀刃不触及刀壳一侧。5.8.2刀具处于使用状态时,刀片不应后仰和明显晃动。6试验方法
6.1外观质量
在自然光条件下,感官试验。
6.2刀片硬度
按GB/T4340.1一2009在硬度测试机上测硬度时,测量在刀片的宽度中心即刀宽的1/2处,沿长度方向从两端开始量起的15mm附近和中间部位附近的3处作为测量点。以中间部位附近的数值作为刀片硬度的测量值,以3处位置测量数值的最大差值作为刀片的硬度偏差值。6.3刀片锋利度
按QB/T2141.2一1995规定选取铜版纸和刀片测试点,可使用锋利度测试仪或其它可行的装置固定刀片进行测试。
6.4刀片分段
选取分段刀片,使用刀片折断器逐联进行折断,目测及手感进行检测。6.5定位功能(适用于带定位锁功能的美工刀)6.5.1工具类美工刀
刀片在刀壳内伸出刀片总长的1/10时,固定好定位锁。分别沿刀片行程方向施加50N的力,沿刀背方向施加10N的力,观察刀片有无明显移动或摆动现象,见图2示意。6.5.2文具类美工刀
刀片在刀壳内伸出刀片总长的1/10时,固定好定位锁。分别沿刀片行程方向施加15N的力,沿刀背方向施加5N的力,观察刀片有无明显移动或摆动现象,见图3示意。3
QB/T2961-2017
图2工具类美工刀定位功能
6.6结构防护
目测与手感进行检测。
6.7性能要求
6.7.1耐腐蚀试验
图3文具类美工刀定位功能
按QB/T3826一1999规定进行,试验周期为4h。试验结果按QB/T3832一1999评价。6.7.2耐温性能
按GB/T2423.2一2008的规定,刀具放在测试箱内加热到(60土2)℃保温2h后,从箱内取出放置室温条件下自然冷却1h后检查,观察表层有无脱落、变形、破损现象;按GB/T2423.1一2008的规定,刀具冷却到(-15土2)℃保温1h后,从箱内取出放置室温条件下自然冷却1h后检查,观察表层有无脱落、变形、破损现象。间隙用塞尺测定。6.7.3跌落性能
在地面上放一块厚度约30mm表面平整的木板,样品对准木板的中心位置,让样品的底面和木板面保持平行,距木板80cm高度正反面各水平自由跌落1次,检查有无破损、破裂或组合件有无脱落、松动现象。
6.7.4刀身受力
6.7.4.1工具类美工刀进行以下测试,观察无永久变形及损坏,见图4示意:a)
刀身侧面受力500N;
刀身正面受力100N:
支点为距刀柄两端约10mm处:
压头为直径15mm圆柱体铁件,采用水平横压方法。50ON
a)刀身侧面受力
图4工具类美工刀刀身受力
b)刀身正面受力
文具类美工刀进行以下测试,观察无永久变形及损坏,如图5示意:6.7.4.2
a)刀身侧面受力150N;
刀身正面受力30N;
支点为距刀柄两端约10mm处;
压头为直径15mm圆柱体铁件,采用水平横压方法。150N
FURURUARPLE
a)刀身侧面受力
b)刀身正面受力
图5文具类美工刀刀身受力
6.8成品性能
手感及目测检验。
7检验规则
QB/T2961-2017
7.1产品应经企业质检部门检验合格,并附上检验合格标识后方可出厂。7.2产品检验分为交收检验和型式检验,采用每百单位不合格品数(计件法)检验。样品单位为把。7.3交收检验按照GB/T2828.1一2012的规定进行,采用正常检验一次抽样方案。7.4交收检验的检验项目、要求、试验方法、不合格品分类、检验水平及接收质量限(AQL)见表1。表1
不合格品分类
检验项目
定位功能
成品要求
试验方法
型式检验样品应在交收检验合格批次中随机抽取。检验水平(IL)
型式检验每12个月进行1次,有下列情况时也应进行型式检验:a)
新产品试验定型时;
生产工艺改变时:
长期停产后恢复生产时;
主要或关键原材料改变牌号或变更供应商时:接收质量限
国家质量监督机构提出型式检验的要求时。e)
型式检验按照GB/T2829一2002的规定进行,采用判别水平I的一次抽样方案,样本量为5把。7.7
型式检验的检验项目、要求、试验方法、不合格质量水平(RQL)、判定数组见表2。5
QB/T29612017
不合格品分类
检验项目
刀片硬度
刀片锋利度
耐温性能
刀身受力
刀片分段
耐腐蚀性
跌落性能
8标志、包装、运输、购存
8.1标志
试验方法
不合格质量水平
判定数组
8.1.1销售包装应有产品名称、制造厂名、厂址、商标、型号、合格标志、执行标准号及注意事项。8.1.2产品外箱应有生产批次或生产日期,包装储运图示标志的图形、尺寸、颜色及使用方法,按照GB/T191-2008规定。
8.2包装
产品应有内、外包装,内包装可采用塑封、塑料袋或小纸盒。外包装应坚实、牢固,采用适宜的材料包装,以防产品在运输、储存过程中受潮和破损。8.3运输
产品在运输途中应避免受潮、雨淋、剧烈震动,搬运时应小心轻放。8.4贮存
产品应贮存在通风、干燥的仓库中。严禁与腐蚀性的物品混存。6
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。