QB/T 1751一1993
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1751一1993.
1主题内容与适用范围
QB/T 1751规定了石砚的产品分类.技术要求、试验方法、检验规则及标志、包装、运输、贮存。本标准适用于天然石材为原料,经过工艺加工而成的石砚。
2产品分类
2.1根据外形,原则上分规格砚和异形砚二大类。
2.2规格砚是指经过工艺加工具有一定几何形状的石砚,如:长方、正方,圆、几棱、椭圆等砚。
圆砚直径;102~254mm,
正长方砚长度:76~305mm ,椭圆砚长度:76~254mm。
2.3异形砚是指规格砚以外的随形砚(或自然形砚)。
3技术要求
3.1︰砚石硬度(肖氏)不低于30.
3.2砚石发虽量大于5mm3 /min,
3.3砚石吸水率小于0.15%.
3.4砚池和砚堂无明显的沙划痕,手感平滑。
3.5砚池和砚堂不得有裂痕。
3.6造型美观大方。
3.7布局合理适用。
3.8图饰优美,具有民族地方特色。
3.9雕刻线条流畅v消晰,层次分明。
3.10规格尺寸允许公差
204~305mm 士2.5mm ;103~203mm士2.Omm;102mm 以下土1.5rmm.
3.11砚盒、底盖吻合,不变形。3.12商标标志清晰。
4试验方法
4.1硬度
用肖氏硬度计测量,每块试样测20~30个点,最大与最小读数取其平均值,测点间距与试样边沿的距离不得小于5mm。
4.2发墨量
5.2型式试验
5.2.1在下列情况之---时,应进行型式试验。
a.新产品或老产品转厂生产的试制定型鉴定;
b.正式生产后,如材料、工艺有较大改变,可能影响产品性能时;
c.正常生产时,每季度不少于一次;
d.产品停产一年以上恢复生产时﹔
e.出厂检验结果与上次型式检验有较大差异时﹔
f.上级质量监督机构提出进行型式试验的要求时。
5.2.2型式检验的样本应从经过出厂检验的合格批中抽取。型式检验的评定以不合格数计算。
5.2.3 型式检验项目、项目分组、判定数组样本大小见表2。
1主题内容与适用范围
QB/T 1751规定了石砚的产品分类.技术要求、试验方法、检验规则及标志、包装、运输、贮存。本标准适用于天然石材为原料,经过工艺加工而成的石砚。
2产品分类
2.1根据外形,原则上分规格砚和异形砚二大类。
2.2规格砚是指经过工艺加工具有一定几何形状的石砚,如:长方、正方,圆、几棱、椭圆等砚。
圆砚直径;102~254mm,
正长方砚长度:76~305mm ,椭圆砚长度:76~254mm。
2.3异形砚是指规格砚以外的随形砚(或自然形砚)。
3技术要求
3.1︰砚石硬度(肖氏)不低于30.
3.2砚石发虽量大于5mm3 /min,
3.3砚石吸水率小于0.15%.
3.4砚池和砚堂无明显的沙划痕,手感平滑。
3.5砚池和砚堂不得有裂痕。
3.6造型美观大方。
3.7布局合理适用。
3.8图饰优美,具有民族地方特色。
3.9雕刻线条流畅v消晰,层次分明。
3.10规格尺寸允许公差
204~305mm 士2.5mm ;103~203mm士2.Omm;102mm 以下土1.5rmm.
3.11砚盒、底盖吻合,不变形。3.12商标标志清晰。
4试验方法
4.1硬度
用肖氏硬度计测量,每块试样测20~30个点,最大与最小读数取其平均值,测点间距与试样边沿的距离不得小于5mm。
4.2发墨量
5.2型式试验
5.2.1在下列情况之---时,应进行型式试验。
a.新产品或老产品转厂生产的试制定型鉴定;
b.正式生产后,如材料、工艺有较大改变,可能影响产品性能时;
c.正常生产时,每季度不少于一次;
d.产品停产一年以上恢复生产时﹔
e.出厂检验结果与上次型式检验有较大差异时﹔
f.上级质量监督机构提出进行型式试验的要求时。
5.2.2型式检验的样本应从经过出厂检验的合格批中抽取。型式检验的评定以不合格数计算。
5.2.3 型式检验项目、项目分组、判定数组样本大小见表2。
标准图片预览
标准内容
中华人民共和国轻工行业标准
主题内容与适用范围
QB/T 17511993
本标准规定了石砚的产品分类、技术要求、试验方法、检验规及标志、包装、运输、存。本标准适用于天然石材为原料,经过工艺加工而成的石砚。2产品分类
2.1根据外形,原则上分规格砚和异形砚二大类。2.2规格砚是指经过工艺加工具有一定几何形状的石砚,如:长方、正方、圆、儿校、圆等砚。圆砚直径:102~254mm,
正长方砚长度:76~305mm,
圆砚长度:76~254mm。
2.3异形砚是指规格砚以外的随形砚(或自然形砚)。3技术要求
砚石硬度(肖氏)不低于30。
砚石发墨量大于5mm/min。
碗石吸水率小于0.15%。
砚池和砚堂无明显的沙划痕,手感平滑。砚池和碗堂不得有裂痕。
造型美观大方。
3.7布局合理适用。
图饰优美,具有民族地方特色。3.9
雕刻线条流畅、清晰,层次分明。规格尺寸允许公差
204~305mm±2.5mm;
103~203mm
102mm以下
±1.5mm。
3.11砚盒、底盖吻合,不变形。3.12商标标志清晰。
4试验方法
4.1硬度
用肖氏硬度计测量,每块试样测20~30个点,最大与最小读数取其平均值。测点间距与试样边沿的距离不得小于5mm。
4.2发墨量
中华人民共和轻工业部1993-04-15批准1993-12-01实施
QB/T1751—1993
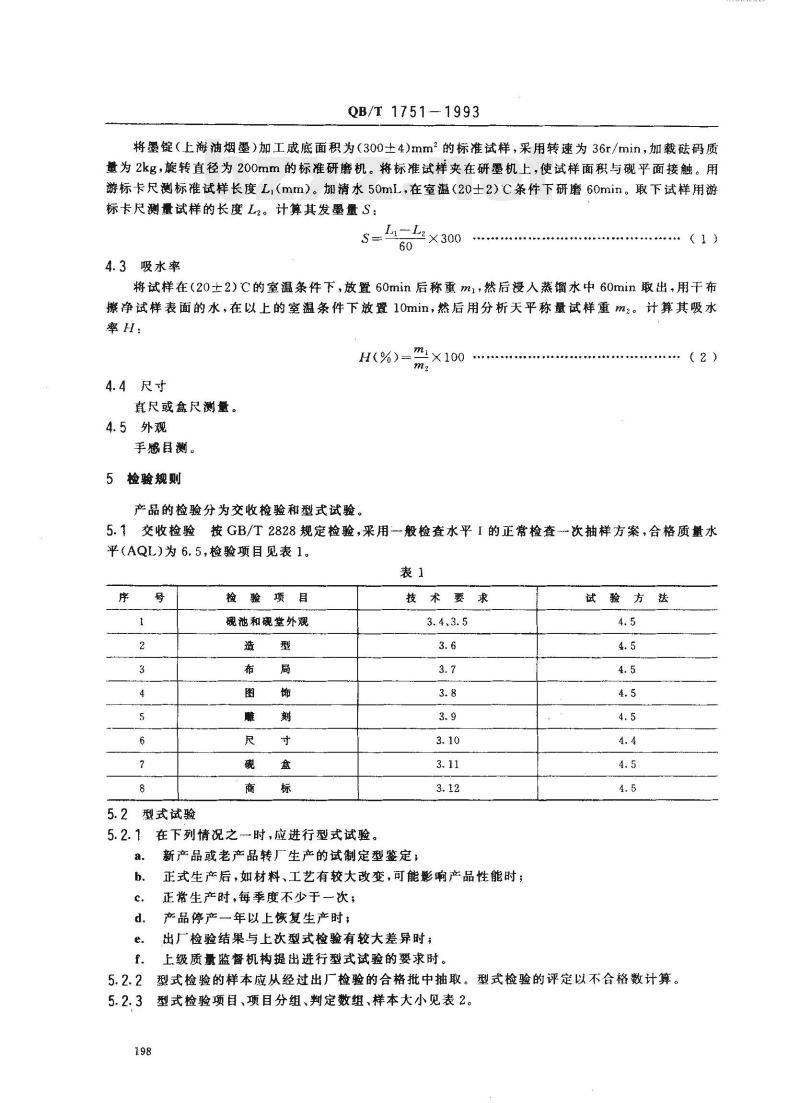
将墨锭(上海油烟墨)加工成底面积为(300土4)mm2的标准试样,采用转速为36r/min,加载磁码质量为2kg,旋转直径为200mm的标准研磨机。将标准试样夹在研墨机上,使试样面积与砚平面接触。用游标卡尺测标准试样长度L,(mm)。加清水50mL,在室温(20士2)℃条件下研磨60min。取下试样用游标卡尺测量试样的长度L2。计算其发墨量S:S
4.3吸水率
2×300
将试样在(20土2)C的室温条件下,放置60min后称重m1,然后浸人蒸馏水中60min取出,用干布擦净试样表面的水,在以上的室温条件下放置10min,然后用分析天平称量试样重m2。计算其吸水率H:
ml×100
4.4尺寸
真尺或盒尺测量。
4.5外观
手感目测。
5检验规则
产品的检验分为交收检验和型式试验。(2)
5.1交收检验按GB/T2828规定检验,采用一般检查水平I的正常检查一次抽样方案,合格质量水平(AQL)为6.5,检验项目见表1。表1
5.2型式试验
检验项目
池和砚堂外观
在下列情况之时,应进行型式试验。技术要求
新产品或老产品转厂生产的试制定型鉴定;正式生产后,如材料、工艺有较大改变,可能影响产品性能时;正常生产时,每季度不少于一次;d.
产品停产一年以上恢复生产时;出厂检验结果与上次型式检验有较大差异时;上级质量蓝督机构提出进行型式试验的要求时。试验方法
型式检验的样本应从经过出厂检验的合格批中抽取。型式检验的评定以不合格数计算。5.2.2
型式检验项目、项目分组、判定数组、样本大小见表2。纽
检验项目
砚池和砚堂外观
池和砚堂裂痕bzxz.net
发墨量
吸水率
QB/T 1751---1993
技术要求
试验方法
判定数组
合格数
不合格数
样本大小
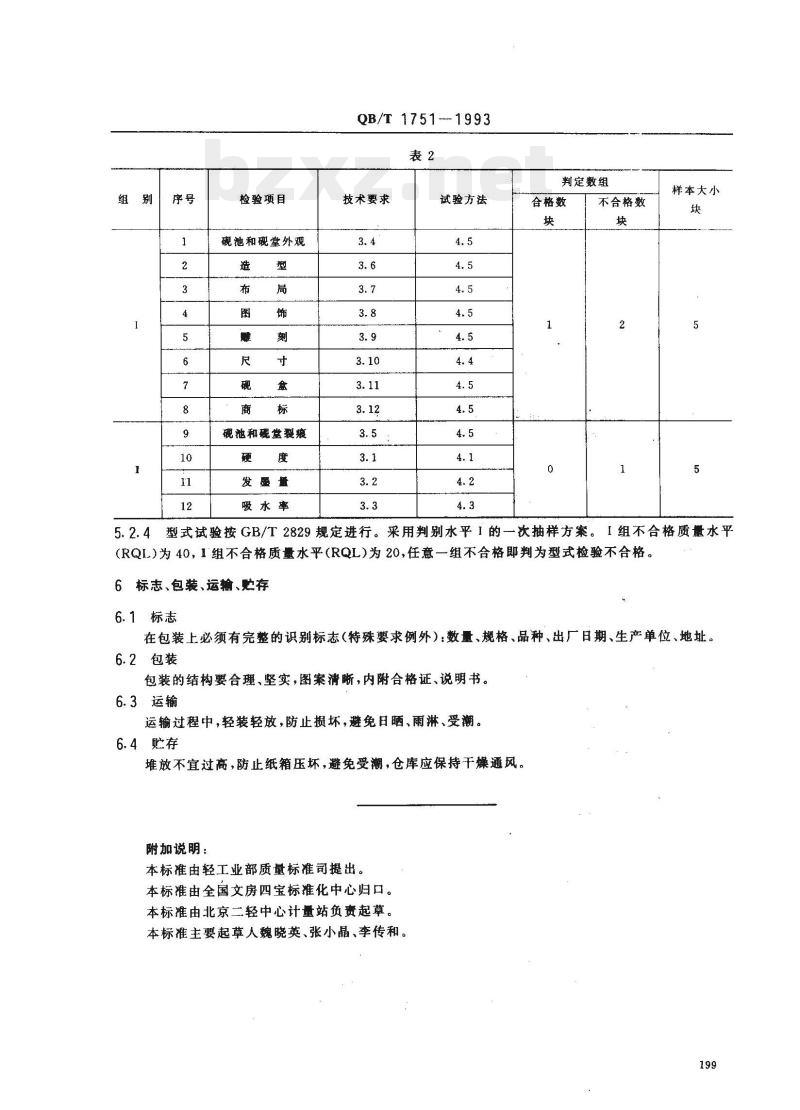
型式试验按GB/T2829规定进行。采用判别水平I的-一次抽样方案。I组不合格质量水平5.2.4
(RQL)为40,1组不合格质量水平(RQL)为20,任意一组不合格即判为型式检验不合格。6标志、包装、运输、贮存
6.1标志
在包装上必须有完整的识别标志(特殊要求例外):数量、规格、品种、出厂日期、生产单位、地址。6.2包装
包装的结构要合理、坚实,图案清晰,内附合格证、说明书。6.3运输
运输过程中,轻装轻放,防止损坏,避免日晒、雨淋、受潮。6.4贮存
堆放不宜过高,防止纸箱压坏,避免受潮,仓库应保持干燥通风。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国文房四宝标准化中心归口。本标由北京二轻中心计量站负贵起草。本标准主要起草人魏晓英、张小晶、李传和。199
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
主题内容与适用范围
QB/T 17511993
本标准规定了石砚的产品分类、技术要求、试验方法、检验规及标志、包装、运输、存。本标准适用于天然石材为原料,经过工艺加工而成的石砚。2产品分类
2.1根据外形,原则上分规格砚和异形砚二大类。2.2规格砚是指经过工艺加工具有一定几何形状的石砚,如:长方、正方、圆、儿校、圆等砚。圆砚直径:102~254mm,
正长方砚长度:76~305mm,
圆砚长度:76~254mm。
2.3异形砚是指规格砚以外的随形砚(或自然形砚)。3技术要求
砚石硬度(肖氏)不低于30。
砚石发墨量大于5mm/min。
碗石吸水率小于0.15%。
砚池和砚堂无明显的沙划痕,手感平滑。砚池和碗堂不得有裂痕。
造型美观大方。
3.7布局合理适用。
图饰优美,具有民族地方特色。3.9
雕刻线条流畅、清晰,层次分明。规格尺寸允许公差
204~305mm±2.5mm;
103~203mm
102mm以下
±1.5mm。
3.11砚盒、底盖吻合,不变形。3.12商标标志清晰。
4试验方法
4.1硬度
用肖氏硬度计测量,每块试样测20~30个点,最大与最小读数取其平均值。测点间距与试样边沿的距离不得小于5mm。
4.2发墨量
中华人民共和轻工业部1993-04-15批准1993-12-01实施
QB/T1751—1993
将墨锭(上海油烟墨)加工成底面积为(300土4)mm2的标准试样,采用转速为36r/min,加载磁码质量为2kg,旋转直径为200mm的标准研磨机。将标准试样夹在研墨机上,使试样面积与砚平面接触。用游标卡尺测标准试样长度L,(mm)。加清水50mL,在室温(20士2)℃条件下研磨60min。取下试样用游标卡尺测量试样的长度L2。计算其发墨量S:S
4.3吸水率
2×300
将试样在(20土2)C的室温条件下,放置60min后称重m1,然后浸人蒸馏水中60min取出,用干布擦净试样表面的水,在以上的室温条件下放置10min,然后用分析天平称量试样重m2。计算其吸水率H:
ml×100
4.4尺寸
真尺或盒尺测量。
4.5外观
手感目测。
5检验规则
产品的检验分为交收检验和型式试验。(2)
5.1交收检验按GB/T2828规定检验,采用一般检查水平I的正常检查一次抽样方案,合格质量水平(AQL)为6.5,检验项目见表1。表1
5.2型式试验
检验项目
池和砚堂外观
在下列情况之时,应进行型式试验。技术要求
新产品或老产品转厂生产的试制定型鉴定;正式生产后,如材料、工艺有较大改变,可能影响产品性能时;正常生产时,每季度不少于一次;d.
产品停产一年以上恢复生产时;出厂检验结果与上次型式检验有较大差异时;上级质量蓝督机构提出进行型式试验的要求时。试验方法
型式检验的样本应从经过出厂检验的合格批中抽取。型式检验的评定以不合格数计算。5.2.2
型式检验项目、项目分组、判定数组、样本大小见表2。纽
检验项目
砚池和砚堂外观
池和砚堂裂痕bzxz.net
发墨量
吸水率
QB/T 1751---1993
技术要求
试验方法
判定数组
合格数
不合格数
样本大小
型式试验按GB/T2829规定进行。采用判别水平I的-一次抽样方案。I组不合格质量水平5.2.4
(RQL)为40,1组不合格质量水平(RQL)为20,任意一组不合格即判为型式检验不合格。6标志、包装、运输、贮存
6.1标志
在包装上必须有完整的识别标志(特殊要求例外):数量、规格、品种、出厂日期、生产单位、地址。6.2包装
包装的结构要合理、坚实,图案清晰,内附合格证、说明书。6.3运输
运输过程中,轻装轻放,防止损坏,避免日晒、雨淋、受潮。6.4贮存
堆放不宜过高,防止纸箱压坏,避免受潮,仓库应保持干燥通风。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国文房四宝标准化中心归口。本标由北京二轻中心计量站负贵起草。本标准主要起草人魏晓英、张小晶、李传和。199
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。