QB/T 1755—1993
基本信息
标准号: QB/T 1755—1993
中文名称:造纸机械压力洗浆机
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:185085
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1755—1993.
6.2洗浆机分出厂检验,现场安装检验和型式检验。
6. 3出厂检验
6.3.1每台洗浆机应在制造厂进行出厂检验。
6.3.2出厂检验的项目及要求:
a.加工质量检验应符合4.3条规定并允许检查质检档案;
b.装配质量检验应符合4.1.3和4.4条有关要求﹐静平衡试验按5.8条和4.3.3b条进行;
c.空运转试验每台均做且符合5.9条和4.4.8~4.4.10条规定﹔
d.外观质量采用目测法且符合4.5条规定。
6.4现场安装检验
6.4.1现场安装检验在用户厂安装现场进行。
6.4.2现场安装质量应符舍4.4条及QB1规定,现场安装质量应经安装单位出具安装质检合格证。
6.5型式检验
6.5.1有下列情况之一时﹐洗浆机应进行型式检验。
a。新产品试制定型鉴定;
b.正式生产后,如结构,材料、工艺有较大改变,可能影响产品性能时﹔
c.正常生产时,每三至五年进行一次,
d.国家质量监督机构提出进行型式检验要求时。
6.5.2型式检验的项目及要求
a.型式检验应符合技术要求的全部内容﹔
b.判定检验结果采用全部指标达到法。
6.5.3 洗浆机生产能力及洗后剥浆浓度测定达不到规定指标时,允许作适当调整后再作试验达到合格。
6.5.4 洗浆生产能力及洗后剥浆浓度的测定在用户厂正常运行时进行,当制造厂持有符合表1要求的用户使用报告时,可以代用。
6.5.5洗浆机生产能力及洗后剥浆浓度的测定﹐一般应在制造厂选择的生产厂进行。
7标志.包装、运输.贮存
7.1产品标志
每台洗浆机在槽体样块操作侧明显位置固定产品标牌,标牌内容包括:
a.产品型号、名称;
b.主要技术参数;
c.出厂编号、日期;
d.制造厂名。
7.2包装,运输
7.2.1洗浆机采用散装分箱包装、运输。
7.2.2包装与随机文件应符合JB/T2759有关规定。
7.3贮存
7.3.1 洗浆机存放应有防雨﹑防晒措施,保持空气流通,与有腐蚀性的化学药品隔离。
7.3.2洗浆机包装后应妥善保管﹐每存放6个月应开箱检查,必要时重新采取防锈措施。
6.2洗浆机分出厂检验,现场安装检验和型式检验。
6. 3出厂检验
6.3.1每台洗浆机应在制造厂进行出厂检验。
6.3.2出厂检验的项目及要求:
a.加工质量检验应符合4.3条规定并允许检查质检档案;
b.装配质量检验应符合4.1.3和4.4条有关要求﹐静平衡试验按5.8条和4.3.3b条进行;
c.空运转试验每台均做且符合5.9条和4.4.8~4.4.10条规定﹔
d.外观质量采用目测法且符合4.5条规定。
6.4现场安装检验
6.4.1现场安装检验在用户厂安装现场进行。
6.4.2现场安装质量应符舍4.4条及QB1规定,现场安装质量应经安装单位出具安装质检合格证。
6.5型式检验
6.5.1有下列情况之一时﹐洗浆机应进行型式检验。
a。新产品试制定型鉴定;
b.正式生产后,如结构,材料、工艺有较大改变,可能影响产品性能时﹔
c.正常生产时,每三至五年进行一次,
d.国家质量监督机构提出进行型式检验要求时。
6.5.2型式检验的项目及要求
a.型式检验应符合技术要求的全部内容﹔
b.判定检验结果采用全部指标达到法。
6.5.3 洗浆机生产能力及洗后剥浆浓度测定达不到规定指标时,允许作适当调整后再作试验达到合格。
6.5.4 洗浆生产能力及洗后剥浆浓度的测定在用户厂正常运行时进行,当制造厂持有符合表1要求的用户使用报告时,可以代用。
6.5.5洗浆机生产能力及洗后剥浆浓度的测定﹐一般应在制造厂选择的生产厂进行。
7标志.包装、运输.贮存
7.1产品标志
每台洗浆机在槽体样块操作侧明显位置固定产品标牌,标牌内容包括:
a.产品型号、名称;
b.主要技术参数;
c.出厂编号、日期;
d.制造厂名。
7.2包装,运输
7.2.1洗浆机采用散装分箱包装、运输。
7.2.2包装与随机文件应符合JB/T2759有关规定。
7.3贮存
7.3.1 洗浆机存放应有防雨﹑防晒措施,保持空气流通,与有腐蚀性的化学药品隔离。
7.3.2洗浆机包装后应妥善保管﹐每存放6个月应开箱检查,必要时重新采取防锈措施。
标准图片预览
标准内容
中华人民共和国轻工行业标准
造纸机械
1主题内容与适用范围
压力洗浆机
QB/T1755—1993
本标准规定了ZNY型压力洗浆机(以下简称“洗浆机”)的产品分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存。本标准适用于硫酸盐法、亚硫酸盐法制浆厂、造纸厂蒸煮后洗涤本浆浆料的碳钢结构及不锈钢结构的洗浆机。
本标准也适用于竹浆、芦苇浆和蔗渣浆的洗涤的洗浆机。2引用标准
GB/T1958形状和位置公差检测规定GB/T14253轻工机械通用技术条件机电产品包装通用技术条件
JB/T 2759
QB/T 1588.1
轻工机械焊接件通用技术条件
QB/T1588.2轻工机械切削加工件通用技术条件QB/T 1588.3车
轻工机械装配通用技术条件
QB/T1588.4轻工机械涂漆通用技术条件QBJ1制浆造纸专业设备安装工程施工及验收技术规范3产品分类
3.1型式
3.1.1洗浆机的出料形式分为I型、1型两种结构形式,I型出料为散浆器,1型出料为螺旋输送器。3.1.2I型、1型洗浆机按传动布置不同分左手机(Z型)和右手机(Y型)两种装配形式,面对出浆方向,传动布置于左侧为左手机,反之为右手机。3.1.3多台洗浆机串联组成多段逆流洗涤系统,该系统除最后一台为1型外,其余均为1型。3.2型号
洗浆机型号的含意为:
出料结构形式代号
洗浆机过滤面积代号
压力洗浆机代号
浓缩工段代号
造纸机械专业代号
示例:15m2压力洗浆机ZNY22I
中华人民共和国轻工业部1993-04-15批准1993-12-01实施
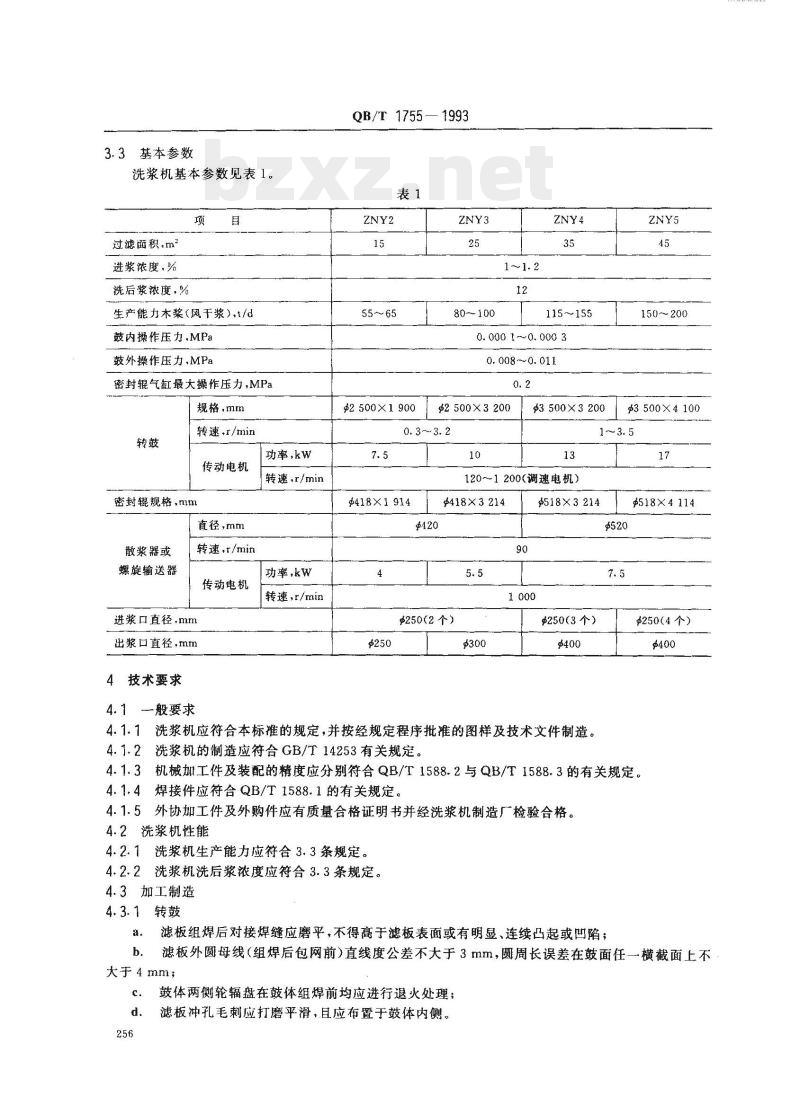
3.3基本参数
洗浆机基本参数见表1。
过滤面积,m2
进浆浓度,%
洗后浆浓度,%
生产能力木桨(风干浆).t/d
鼓内操作压力MPa
鼓外操作压力,MPa
密封辑气缸最大操作压力,MPa
规格,mm
转速,r/inbZxz.net
传动电机
密封辊规格,mm
直径,mm
散浆器或
螺旋送器
转速.r/min
传动电机
进浆口直径,mm
出浆口直径,mm
技术要求
4.1般要求
功率,kw
转速+r/min
功率,kw
转速,r/min
QB/T1755—1993
$2500×1900
115~155
0. 000 1 ~ 0. 000 3
0. 008~0. 011
$2500X3200
$418X1914
$3500×3200
150~200
$3500×4100
120~1200(调速电机)
$418X3 214
$250(2个)
$518×3214
$250(3个)
4.1.1洗浆机应符合本标准的规定,并按经规定程序批准的图样及技术文件制造。4.1.2洗浆机的制造应符合GB/T14253有关规定。520
$518X4 114
$250(4个)
4.1.3机械加工件及装配的精度应分别符合QB/T1588.2与QB/T1588.3的有关规定。4.1.4焊接件应符合QB/T1588.1的有关规定。4.1.5外协加工件及外购件应有质量合格证明书并经洗浆机制造厂检验合格。4.2洗浆机性能
4.2.1洗浆机生产能力应符合3.3条规定。4.2.2洗浆机洗后浆浓度应符合3.3条规定。4.3加工制造
4.3.1转鼓
滤板组焊后对接焊缝应磨平,不得高于滤板表面或有明显、连续凸起或凹陷;a
滤板外圆母线(组焊后包网前)直线度公差不大于3mm,圆周长误差在鼓面任一横截面上不大于 4 mm;
鼓体两侧轮辐盘在鼓体组焊前均应进行退火处理;c.
滤板冲孔毛刺应打磨平滑,且应布置于鼓体内侧。YTKAONYKAca
4.3.2鼓槽
QB/T 1755-1993
洗浆机槽体均应分段制造,预留坡口现场组焊为整体;槽体、上盖、换网盖之间的联接法兰平面度公差值不大于2mm;槽体、上盖宽度偏差士3mm,对角线偏差士3.5mm;槽体与上盖组装后法兰错边量偏差3mm。d.
4.3.3密封辊
辊直径偏差士0.5mm,表面粗糙度R值不大于1.6μm;a.
辊体与两端轴头整体加工后校静平衡,许用不平衡力矩不超过表2规定。b.
许用不平衡力矩,N·m
辊面对两端轴承处轴颈圆跳动为0.1mm。c.
4.4装配与安装
4.4.1所有法兰联接部位不允许有渗漏、漏气,现场组焊的槽体,焊缝应经煤油试验30min不允许有渗漏现象。
4.4.2密封装置应在工作状态压力下,保持密封良好。4.4.3二段排液装置在主轴上安装后应能灵活摆动,当主轴转动时,二段排液装置随自重自然下垂不转动。
4.4.4喷液装置安装应保证喷液片在图样所示位置,允许用手锤轻微敲打调整喷液片,使喷液形成均匀连续的水膜,稍倾斜喷向转鼓转动方向,不允许直接呈辐射状喷向转鼓。4.4.5转鼓刮刀刀口至鼓面滤网上所绕不锈钢丝的距离在整个宽度及圆周上任一点不小于2mm,不大于5mm。
4.4.6密封
辊面最低点与转鼓表面的间距为1~2mm,且在转鼓圆周任一点与辊面不允许有接触;辑面与转鼓表面应平行,平行度公差不大于2mm;宽度方向中心一致,对称度公差不大于4mm;b
密封辊安装调整至最低点时组焊两端密封圆弧板,要求与辊面圆弧对齐,错口量不大于5mm;c.
密封辊的安装要求气缸工作时能推动密封辊靠近或离开转鼓,动作协调、平稳,无阻卡。d.
转鼓固定密封圈与墙板的焊接应保证与活动密封圈同心,两密封圈圆周任一点径向间隙不大于4.4.7
3mm;横向间隙为3~10mm。
4.4.8空运转试验所有转动部分及减速机转动应灵活,无阻卡,无异常噪音。4.4.9空运转噪声(声压级)不大于85dB(A)。4.4.10各处滚动轴承温升不高于40℃。4.5外观要求
4.5.1油漆应符合QB/T1588.4有关规定。4.5.2外露焊缝应清除焊渣,切割边应无飞边毛刺。4.5.3外露装配零部件结合面应整齐,无明显借位。5试验方法
5.1洗浆机产生能力的测定要求转鼓转速适当,浆滤层厚度合理并在工艺操作正常条件下进行,洗浆机能力按式(1)计算:
G = 1 440xDBanf
×10-6
式中;G——洗浆机每天的生产能力,t/d;D——浆层的中径,cm;
...-..(1)
B—-浆层的宽度,cm;
—浆层的厚度,cm;
-转鼓每分钟转数,r/min;
一浆料的比重·g/cm;
E-浆层的浓度,%;
K——风干浆浓度(K=88%)。
QB/T1755--1993
注:1440为每天的分钟数;1d=1440min5.2洗浆机洗浆浓度的测定应在工艺操作正常、形成合理的滤层厚度时进行,在刮刀横宽等距的3~4点剥下浆料处取样,洗浆浓度为各取样点浓度和的平均值,按式(2)计算:E=(A+B+C+D)I/n
式中:E——洗浆百分浓度,%;
A-浆样A测定百分浓度,%;
B—浆样B测定百分浓度,%,
C-浆样C测定百分浓度,%;
D-——浆样D测定百分浓度,%;
n~--取样点数(按每点一次计)。注:各取样点取样后,百分浓度的测定应符合有关规定。5.3直径、错边量等线性公差用百分表、卡尺、钢尺等测量。5.4表面粗糙度用表面粗糙度样块检验。5.5圆跳动用带测量架的百分表测量,且符合GB/T1958有关规定。5.6平面度用带百分表的测量架检测,粉测按GB/T1958有关规定进行。(2)
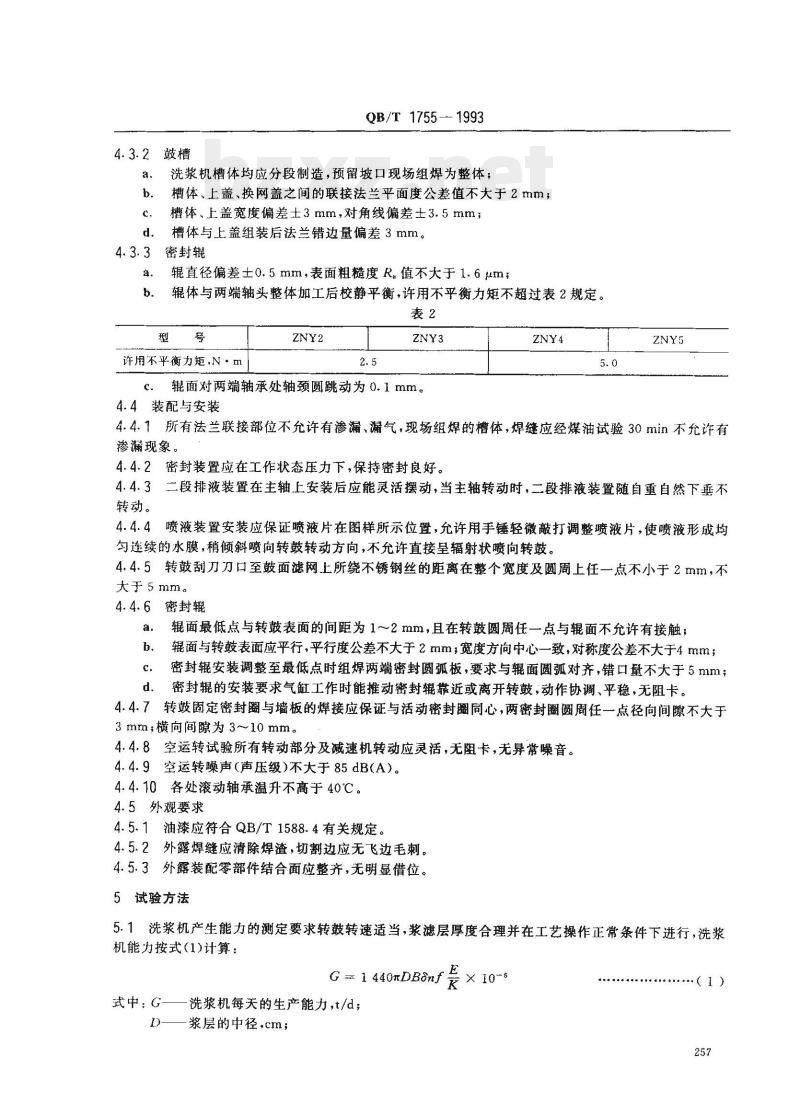
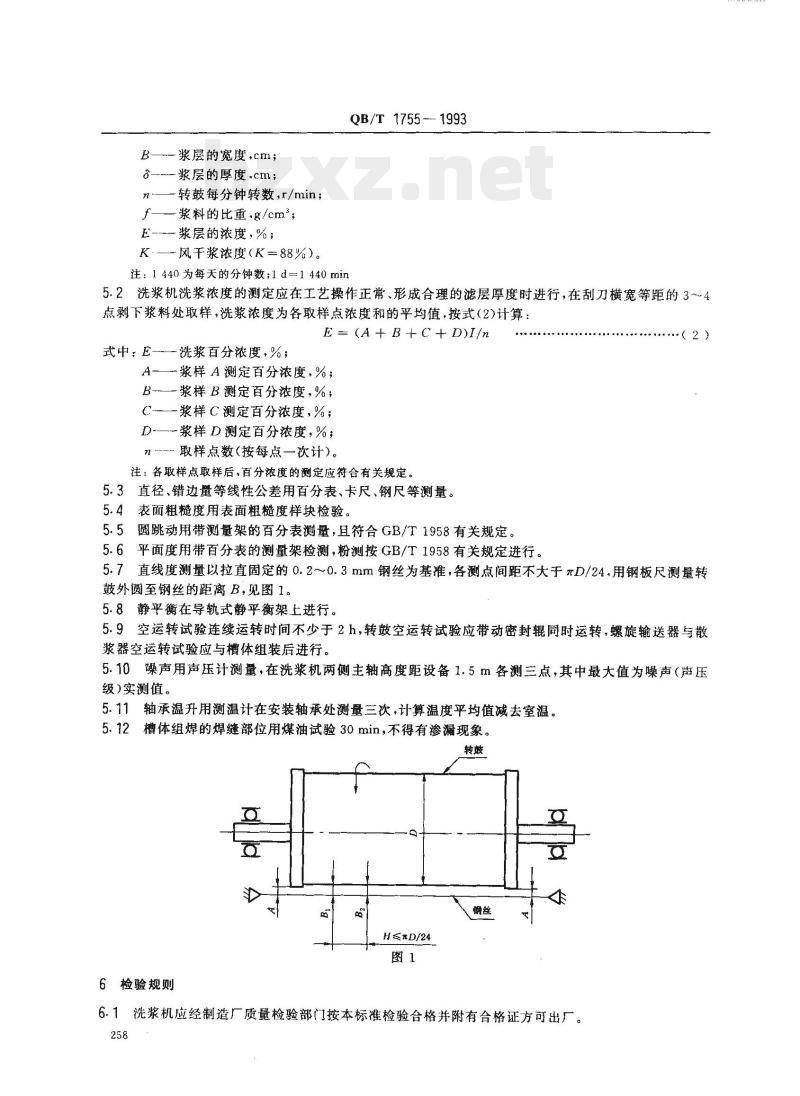
5.7直线度测量以拉直固定的0.2~0.3mm钢丝为基准,各测点间距不大于元D/24.用钢板尺测量转鼓外圆至钢丝的距离 B,见图 1。5.8静平衡在导轨式静平衡架上进行。5.9空运转试验连续运转时间不少于2h,转鼓空运转试验应带动密封辊同时运转,螺旋输送器与散浆器空运转试验应与槽体组装后进行。5.10噪声用声压计测量,在洗浆机两侧主轴高度距设备1.5m各测三点,其中最大值为噪声(声压级)实测值。
5.11轴承温升用测温计在安装轴承处测量三次,计算温度平均值减去室温。5.12槽体组焊的焊缝部位用煤油试验30min,不得有渗漏现象。转鼓
6检验规则
H≤元D/24
6.1洗浆机应经制造厂质量检验部门按本标准检验合格并附有合格证方可出厂。258
QB/T 1755 --- 1993
6.2洗浆机分出厂检验、现场安装检验和型式检验。6.3出厂检验
6.3.1每台洗浆机应在制造厂进行出厂检验。6.3.2出厂检验的项目及要求:
加工质量检验应符合4.3条规定并允许检查质检档案;装配质量检验应符合4.1.3和4.4条有关要求,静平衡试验按5.8条和4.3.3b条进行;h.
空运转试验每台均做且符合5.9条和4.4.8~4.4.10条规定;外观质量采用目测法且符合4.5条规定。6.4现场安装检验
现场安装检验在用户厂安装现场进行。6.4.1
6.4.2现场安装质量应符会4.4条及QBJ1规定,现场安装质量应经安装单位出具安装质检合格证。6.5型式检验
6.5.1有下列情况之-时,洗浆机应进行型式检验。a.
新产品试制定型鉴定;
正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;正常生产时,每三至五年进行一次;国家质量监督机构提出进行型式检验要求时。型式检验的项目及要求
型式检验应符合技术要求的全部内容;判定检验结果采用全部指标达到法。6.5.3洗浆机生产能力及洗后剥浆浓度测定达不到规定指标时,允许作适当调整后再作试验达到合格。6.5.4洗浆生产能力及洗后剥浆浓度的测定在用户厂正常运行时进行,当制造厂持有符合表1要求的用户使用报告时,可以代用。
6.5.5洗浆机生产能力及洗后剥浆浓度的测定,一般应在制造厂选择的生产厂进行。7标志、包装、运输、存
7.1产品标志
每台洗浆机在槽体样块操作侧明显位置固定产品标牌,标牌内容包括:产品型号、名称;
主要技术参数;
出厂编号、日期;
制造厂名。
7.2包装、运输
7.2.1洗浆机采用散装分箱包装、运输。7.2.2包装与随机文件应符合JB/T2759有关规定。7.3贮存
7.3.1洗浆机存放应有防雨、防晒措施,保持空气流通,与有腐蚀性的化学药品隔离。7.3.2洗浆机包装后应妥善保管,每存放6个月应开箱检查,必要时重新采取防锈措施。附加说明:
本标准由轻工业部技术装备司提出。本标准由全国轻工机械标准化中心归口。本标准由安阳机械厂负责起草。本标准主要起草人张建明、余养成。259
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
造纸机械
1主题内容与适用范围
压力洗浆机
QB/T1755—1993
本标准规定了ZNY型压力洗浆机(以下简称“洗浆机”)的产品分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存。本标准适用于硫酸盐法、亚硫酸盐法制浆厂、造纸厂蒸煮后洗涤本浆浆料的碳钢结构及不锈钢结构的洗浆机。
本标准也适用于竹浆、芦苇浆和蔗渣浆的洗涤的洗浆机。2引用标准
GB/T1958形状和位置公差检测规定GB/T14253轻工机械通用技术条件机电产品包装通用技术条件
JB/T 2759
QB/T 1588.1
轻工机械焊接件通用技术条件
QB/T1588.2轻工机械切削加工件通用技术条件QB/T 1588.3车
轻工机械装配通用技术条件
QB/T1588.4轻工机械涂漆通用技术条件QBJ1制浆造纸专业设备安装工程施工及验收技术规范3产品分类
3.1型式
3.1.1洗浆机的出料形式分为I型、1型两种结构形式,I型出料为散浆器,1型出料为螺旋输送器。3.1.2I型、1型洗浆机按传动布置不同分左手机(Z型)和右手机(Y型)两种装配形式,面对出浆方向,传动布置于左侧为左手机,反之为右手机。3.1.3多台洗浆机串联组成多段逆流洗涤系统,该系统除最后一台为1型外,其余均为1型。3.2型号
洗浆机型号的含意为:
出料结构形式代号
洗浆机过滤面积代号
压力洗浆机代号
浓缩工段代号
造纸机械专业代号
示例:15m2压力洗浆机ZNY22I
中华人民共和国轻工业部1993-04-15批准1993-12-01实施
3.3基本参数
洗浆机基本参数见表1。
过滤面积,m2
进浆浓度,%
洗后浆浓度,%
生产能力木桨(风干浆).t/d
鼓内操作压力MPa
鼓外操作压力,MPa
密封辑气缸最大操作压力,MPa
规格,mm
转速,r/inbZxz.net
传动电机
密封辊规格,mm
直径,mm
散浆器或
螺旋送器
转速.r/min
传动电机
进浆口直径,mm
出浆口直径,mm
技术要求
4.1般要求
功率,kw
转速+r/min
功率,kw
转速,r/min
QB/T1755—1993
$2500×1900
115~155
0. 000 1 ~ 0. 000 3
0. 008~0. 011
$2500X3200
$418X1914
$3500×3200
150~200
$3500×4100
120~1200(调速电机)
$418X3 214
$250(2个)
$518×3214
$250(3个)
4.1.1洗浆机应符合本标准的规定,并按经规定程序批准的图样及技术文件制造。4.1.2洗浆机的制造应符合GB/T14253有关规定。520
$518X4 114
$250(4个)
4.1.3机械加工件及装配的精度应分别符合QB/T1588.2与QB/T1588.3的有关规定。4.1.4焊接件应符合QB/T1588.1的有关规定。4.1.5外协加工件及外购件应有质量合格证明书并经洗浆机制造厂检验合格。4.2洗浆机性能
4.2.1洗浆机生产能力应符合3.3条规定。4.2.2洗浆机洗后浆浓度应符合3.3条规定。4.3加工制造
4.3.1转鼓
滤板组焊后对接焊缝应磨平,不得高于滤板表面或有明显、连续凸起或凹陷;a
滤板外圆母线(组焊后包网前)直线度公差不大于3mm,圆周长误差在鼓面任一横截面上不大于 4 mm;
鼓体两侧轮辐盘在鼓体组焊前均应进行退火处理;c.
滤板冲孔毛刺应打磨平滑,且应布置于鼓体内侧。YTKAONYKAca
4.3.2鼓槽
QB/T 1755-1993
洗浆机槽体均应分段制造,预留坡口现场组焊为整体;槽体、上盖、换网盖之间的联接法兰平面度公差值不大于2mm;槽体、上盖宽度偏差士3mm,对角线偏差士3.5mm;槽体与上盖组装后法兰错边量偏差3mm。d.
4.3.3密封辊
辊直径偏差士0.5mm,表面粗糙度R值不大于1.6μm;a.
辊体与两端轴头整体加工后校静平衡,许用不平衡力矩不超过表2规定。b.
许用不平衡力矩,N·m
辊面对两端轴承处轴颈圆跳动为0.1mm。c.
4.4装配与安装
4.4.1所有法兰联接部位不允许有渗漏、漏气,现场组焊的槽体,焊缝应经煤油试验30min不允许有渗漏现象。
4.4.2密封装置应在工作状态压力下,保持密封良好。4.4.3二段排液装置在主轴上安装后应能灵活摆动,当主轴转动时,二段排液装置随自重自然下垂不转动。
4.4.4喷液装置安装应保证喷液片在图样所示位置,允许用手锤轻微敲打调整喷液片,使喷液形成均匀连续的水膜,稍倾斜喷向转鼓转动方向,不允许直接呈辐射状喷向转鼓。4.4.5转鼓刮刀刀口至鼓面滤网上所绕不锈钢丝的距离在整个宽度及圆周上任一点不小于2mm,不大于5mm。
4.4.6密封
辊面最低点与转鼓表面的间距为1~2mm,且在转鼓圆周任一点与辊面不允许有接触;辑面与转鼓表面应平行,平行度公差不大于2mm;宽度方向中心一致,对称度公差不大于4mm;b
密封辊安装调整至最低点时组焊两端密封圆弧板,要求与辊面圆弧对齐,错口量不大于5mm;c.
密封辊的安装要求气缸工作时能推动密封辊靠近或离开转鼓,动作协调、平稳,无阻卡。d.
转鼓固定密封圈与墙板的焊接应保证与活动密封圈同心,两密封圈圆周任一点径向间隙不大于4.4.7
3mm;横向间隙为3~10mm。
4.4.8空运转试验所有转动部分及减速机转动应灵活,无阻卡,无异常噪音。4.4.9空运转噪声(声压级)不大于85dB(A)。4.4.10各处滚动轴承温升不高于40℃。4.5外观要求
4.5.1油漆应符合QB/T1588.4有关规定。4.5.2外露焊缝应清除焊渣,切割边应无飞边毛刺。4.5.3外露装配零部件结合面应整齐,无明显借位。5试验方法
5.1洗浆机产生能力的测定要求转鼓转速适当,浆滤层厚度合理并在工艺操作正常条件下进行,洗浆机能力按式(1)计算:
G = 1 440xDBanf
×10-6
式中;G——洗浆机每天的生产能力,t/d;D——浆层的中径,cm;
...-..(1)
B—-浆层的宽度,cm;
—浆层的厚度,cm;
-转鼓每分钟转数,r/min;
一浆料的比重·g/cm;
E-浆层的浓度,%;
K——风干浆浓度(K=88%)。
QB/T1755--1993
注:1440为每天的分钟数;1d=1440min5.2洗浆机洗浆浓度的测定应在工艺操作正常、形成合理的滤层厚度时进行,在刮刀横宽等距的3~4点剥下浆料处取样,洗浆浓度为各取样点浓度和的平均值,按式(2)计算:E=(A+B+C+D)I/n
式中:E——洗浆百分浓度,%;
A-浆样A测定百分浓度,%;
B—浆样B测定百分浓度,%,
C-浆样C测定百分浓度,%;
D-——浆样D测定百分浓度,%;
n~--取样点数(按每点一次计)。注:各取样点取样后,百分浓度的测定应符合有关规定。5.3直径、错边量等线性公差用百分表、卡尺、钢尺等测量。5.4表面粗糙度用表面粗糙度样块检验。5.5圆跳动用带测量架的百分表测量,且符合GB/T1958有关规定。5.6平面度用带百分表的测量架检测,粉测按GB/T1958有关规定进行。(2)
5.7直线度测量以拉直固定的0.2~0.3mm钢丝为基准,各测点间距不大于元D/24.用钢板尺测量转鼓外圆至钢丝的距离 B,见图 1。5.8静平衡在导轨式静平衡架上进行。5.9空运转试验连续运转时间不少于2h,转鼓空运转试验应带动密封辊同时运转,螺旋输送器与散浆器空运转试验应与槽体组装后进行。5.10噪声用声压计测量,在洗浆机两侧主轴高度距设备1.5m各测三点,其中最大值为噪声(声压级)实测值。
5.11轴承温升用测温计在安装轴承处测量三次,计算温度平均值减去室温。5.12槽体组焊的焊缝部位用煤油试验30min,不得有渗漏现象。转鼓
6检验规则
H≤元D/24
6.1洗浆机应经制造厂质量检验部门按本标准检验合格并附有合格证方可出厂。258
QB/T 1755 --- 1993
6.2洗浆机分出厂检验、现场安装检验和型式检验。6.3出厂检验
6.3.1每台洗浆机应在制造厂进行出厂检验。6.3.2出厂检验的项目及要求:
加工质量检验应符合4.3条规定并允许检查质检档案;装配质量检验应符合4.1.3和4.4条有关要求,静平衡试验按5.8条和4.3.3b条进行;h.
空运转试验每台均做且符合5.9条和4.4.8~4.4.10条规定;外观质量采用目测法且符合4.5条规定。6.4现场安装检验
现场安装检验在用户厂安装现场进行。6.4.1
6.4.2现场安装质量应符会4.4条及QBJ1规定,现场安装质量应经安装单位出具安装质检合格证。6.5型式检验
6.5.1有下列情况之-时,洗浆机应进行型式检验。a.
新产品试制定型鉴定;
正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;正常生产时,每三至五年进行一次;国家质量监督机构提出进行型式检验要求时。型式检验的项目及要求
型式检验应符合技术要求的全部内容;判定检验结果采用全部指标达到法。6.5.3洗浆机生产能力及洗后剥浆浓度测定达不到规定指标时,允许作适当调整后再作试验达到合格。6.5.4洗浆生产能力及洗后剥浆浓度的测定在用户厂正常运行时进行,当制造厂持有符合表1要求的用户使用报告时,可以代用。
6.5.5洗浆机生产能力及洗后剥浆浓度的测定,一般应在制造厂选择的生产厂进行。7标志、包装、运输、存
7.1产品标志
每台洗浆机在槽体样块操作侧明显位置固定产品标牌,标牌内容包括:产品型号、名称;
主要技术参数;
出厂编号、日期;
制造厂名。
7.2包装、运输
7.2.1洗浆机采用散装分箱包装、运输。7.2.2包装与随机文件应符合JB/T2759有关规定。7.3贮存
7.3.1洗浆机存放应有防雨、防晒措施,保持空气流通,与有腐蚀性的化学药品隔离。7.3.2洗浆机包装后应妥善保管,每存放6个月应开箱检查,必要时重新采取防锈措施。附加说明:
本标准由轻工业部技术装备司提出。本标准由全国轻工机械标准化中心归口。本标准由安阳机械厂负责起草。本标准主要起草人张建明、余养成。259
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。