标准分类号
中标分类号:机械>>金属切削机床>>J52机床辅具与附件
关联标准
采标情况:同Barussaldi Daplomatic(意) Sauter(法)
相关单位信息
发布部门:全国金属切削机床标准化委员会
标准简介
本标准规定了卧式数控转塔刀架的型式、参数、技术要求、试验方法、检验规则、标志、包装和贮运。 本标准适用于垂直回转轴的刀架,其中型式和参数主要适用于新设计的刀架。 JB/T 8334.2-1996 数控转塔刀架 卧式 JB/T8334.2-1996
标准内容
中华人民共和国机械行业标准
数控转塔刀架
主题内容与适用范围
JB/T8334.2—96
本标准规定了卧式数控转塔刀架(以下简称刀架)的型式、参数、技术要求、试验方法、检验规则、标志、包装和贮运。
本标准适用于水平回转轴的刀架,其中型式和参数主要适用于新设计的刀架。2引用标准
GB9061金属切削机床通用技术条件JB2670金属切削机床精度检验通则JB/T8334.1数控转塔刀架立式
3型式和参数
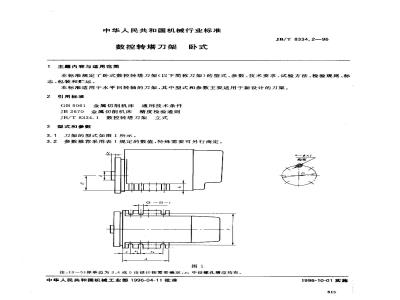
3.1刀架的型式如图1所示,
3.2参数推荐采用表1规定的数值,特殊需要可另行商定。N
注:(3~5)即单边为3、4或5由设计按需要确定,工中设螺孔槽应均布。中华人民共和国机械工业部1996-04-11批准$x!
1996-10-01实施
d(h5)JN
M8×15
M10x18
M12X22
M12×25
M16×30
JB/T 8334.2--96
注:①当刀架承载较小时,可选用斜线右下的值。②y可按设计需要选用。
1)h的数值供参考。
4技术要求
一般要求
本标准未规定的通用技术要求一般应符合GB9061的规定。4.2几何精度检验
4.2.1检验均应在刀架锁紧状态下进行。2
4.2.2检验时一般可按装拆检验工具和检验方便安排实际检验次序。3y
190/140
220/170
280/220
352/270
420/320
4.2.3当实测长度与本标准规定的长度不同时,允差应根据JB2670第2.3.1.1条的规定按能够测量的长度折算;折算结果小于0.005mm时,仍按0.005mm计。4.2.4检验项目、允差及方法见表2。4.3密封防水
刀架应有良好的密封防水性能,经喷淋或浸液(结构上允许可选用浸液)后,不应出现渗漏现象和性能降低。
4.4运转性能
按5.2条的规定进行承重试验和偏重试验,试验中均应运转正常,定位准确,锁紧可靠,无故障中断,噪声声压级不超过80dB(A)。试验后复检精度仍应达到4.2条的规定。4.5静态加载
刀架在规定的静态加载后不应产生不能恢复的永久变形。试验后复检精度仍应达到4.2条的规定。
4.6可靠性
刀架可靠性其平均无故障工作时间(MTBF),1级应不低于100000次,Ⅱ级应不低于50000次。616
JB/T8334.2-—96
22'19'9
001/9100
凝爆勺般
JB/T8334.2--96
JB/T8334.2—96
JB/T 8334. 2-96
车首工
5试验方法
5.1密封防水试验
5.1.1浸液试验
JB/T 8334.2—96
将刀架(不带刀盘)堵塞卸下,接通压力为10°Pa气路,浸人装有防锈液的试验箱内,不应有气泡冒出。
喷淋试验
同JB/T8334.1的5.4条。
5.2运转试验
5.2.1承重试验
在刀架工作端施加表3规定的重量(含刀盘重量),除刀盘自重外再加的重量应固定在刀盘中心处,然后按每次转位1、2、3、4个工位顺序循环进行,正、反各运转10周。表3
中心高H
承重(含刀盘重量)
偏重试验
在刀盘上处于水平位置工具孔上,固定按表4规定偏重力矩所需重量,然后按每次转1.2、3.4个工位顺序循环进行,正、反各运转10周。表4
中心高H
偏重力矩
5.3静态加载试验
在刀盘上处于工作位置的工具孔处按表5和图2所示位置施加规定的力矩(施力时避免冲击)。变形测量位置应在加力相反方向同半径(R)的适当位置。图2
注:R为工具孔分布圆半径,亦即力作用线到刀架回转中心的距离。621
中心高H
切向FQ×R
F'。XR
轴向 Fz×R免费标准下载网bzxz
轴向 F'z×R
切向F×R
轴向 Fz×R
轴向Fz×R
JB/T 8334.2--96
必要时,可考虑刀具安装高度小于中心高H的影响,表5内数据允许降一档选用。表3和表4也可作同样考虑。
6其他
空运转试验、噪声测试、可靠性试验、检验规则及标志、包装和贮运按JB/T8334.1的5.2.1、5.2.3、5.3条和第6章、第7章。附加说明:
本标准由全国金属切削机床标准化委员会提出并归口。本标准由烟台机床附件研究所负责起草。622
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。