标准分类号
中标分类号:化工>>化工机械与设备>>G91化工机械与设备零部件
相关单位信息
标准简介
HGJ 528-1990 钢制有缝对焊管件 HGJ528-1990
标准内容
化学工业部
工程建设标准
化工部化工工艺配管
设计技术中心站
钢制有缝对焊管件
化学工业部
1991年5月
工程建设标准
HGJ528--90
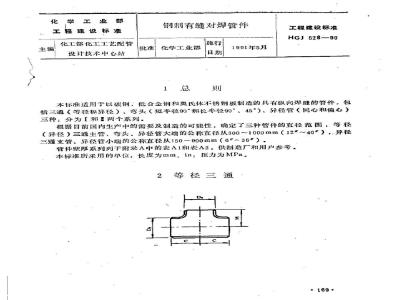
本标准适用于以碳钢,低合金钢和奥氏体不锈钢板制造的具有纵向焊缝的管件,包括三通(等径和异径)、弯头(短半径90和长半径90°、45\)、异径管(同心和偏心)三种:分为I和直两个系列。
根据目前国内生产中的需要及制造的可能性,确定了三种管件的直径范围:等径(异径)三通主管、弯头,异径管大端的公称直径从300~1000mm(12″~40\),异径三通支管、异径管小端的公称直径从150~900mm(6\~36\)管件壁厚系列列于附录A中的表A1和表A2,供制造厂和用户参考。本标准所采用的单位:长度为mm、in;压力为MPa。2
等径三通
公称直径
HGJ·528-90
表1等径三通系列尺寸
端部外径
I系列
I系列
异径三通
中心至端面距离
公称直径
300×300×250
300×300×200
300×300×150
350×350×300
350×350×250
350×350×200
400×400×350
400×400×300
400×400×250
400×400×200
(450X450×400)
(450×450x350)
(450×450×300)
(450×450×250)
500×500×400
500×500×350
500×500×300
500×500×250
(550×550×500)
(550x550x400)
(550×550×350)
600×600×500
600×600×400
600×600×350
(650×650×600)
(650×650×500)
HGJ528—90
表2异径三通系列尺寸
I系列
12×12×10
12×12×8
12×12×6
14×14×12
14×14×10
14×14×8
16×16×14
16×16×12
16×16×10
16×16×8
18×18×16
18×18×14
18×18×12
18X18×10
20×20×16
20×20×14
20×20×12
20×20×10
22×22×20
22X22×16
22×22×14
24×24×20
24×24×16
24X24×14
26×26×24
26×26×20
1系列
1系列
I系列
中心至端面距离
(650)×650×400
700×700×600
700×700×500
700×700×400
(750×750×600)
(750×750×500)
750×750×400)
800×800X700
800×800×600
800×800500
850×850×800)
(850×850×700)
(850×850×600)
900×900×800
900×900×700
900×900X600
(950×950×800)
(950×950×700)
(950×950x600)
1000×1000×900
1000×1000×800
1000×1000×700
26×26×16
28×28×24
28×28×20
28×28×16
30×30×24
30×30×20
30×30×16
32×32×28
32×32×24
32×32×20
31×34×32
34×34×28
34×34×24
36×36×32
36×36×28
36×36×24
38×38×32
38×38×28
38×38×24
40X40X36
40×40X32
40×40×28
注:括弧内的数值不推荐使用。172
HGJ528—-90
续表2
I系列
1系列
I系列
直系列
中心至端面距
95宽头(长半径
HGJ528—90
S0°头(短半轻)
表345°弯头、90°李头系列尺寸公称直径
端部外径
I系列
1系列
90弯头(长半径)
中心至端面距离
45°湾头B
长半径
90°弯头A
短平径
90弯头A.
长半径
公称直径
300×250
300×200
300×150
350X300
350×250
350×200
400×350
400×300
400×250
(450×400)
(450×350)
(450×300)
500×450
500×400
500×350
(550×500)
(550×450)
(550×400)
600×550
·174·
HGJ528-90
表4异径管系列尺寸
I系列
12×10
14×12
14×10
16×14
16×12
16×10
18×16
18×14
18×12
20×18
20×16
20×14
22×20
22×18
22×16
24×22
1系列
I系列
I系列
端面至娣面
公称直径
600×500
600×450
650×550)
(650×450)
(650×400)
700×600
700×500
700×450
(750×650)
(750×550)
(750×500)
800×700
800×600
800×550wwW.bzxz.Net
(850×750)
(850×650)
(850X550)
900×800
900×700
900X600
(950X850)
(950×750)
(950×650)
1000×900
1000×800
1000×700
24×20
24×18
26×22
26×18
26×16
28×24
28×20
28×18
30×26
30×20
32×28
32×24
32×22
34×30
34×26
34×22
36×32
36×28
36×24
38×34
38×30
38×26
40×36
40×32
40×28
注:括弧内的数值不推荐优用。I系列
HGJ528-90
续表4
1系列
:920
1系列
1系列
端面至端面
610:
HGJ528—90
为了保证装配和焊接质量,管件的主要尺寸允许偏差规定如下(见表5)表5成型管件的主要尺寸偏差
种管件
端部外径端部内径
公称直径DN
45弯头
90·零卖
中心至面
端面A
注,1,圆度取直径正负偏差绝对值的总和。三
中心至端端面偏差
2,用端部内径偏差抑或用接管端部整厚偏差由实方指定。·176.
垂直度
偏差P
异径管
端面室
端葡长
HGJ528-90
管件端部坡口
管件的端部应开坡口,坡口的形状、光洁度尺寸见下图。就部内径与按管不相同时!
端部内径与
接管相同时
111.6±0.8
管件端部外径Do或do
5'±2.5°
二倍于买方提出
的接管壁厚
按本标准剧造的管件端部壁压
管件端部件外径D.或d。
8技术要求
[买方提出的接管整厚
37.5°±2.5
圆静过嫂
8.1材料
8.1.1制造对焊管件的原材料为钢板,其常用材料牌号及应符合的标准列于表6。根据用户要求,管件也可采用非表列的其它材料制造。表6材料牌号及相关标准
20号钢、16Mn
12 Cr Mo,15Cr Mo
12Cr1Moy
0Cr19Ni9
Cr18Nig
1Cr18Ni9Ti
标准号和标准名称
GB3274:普通碳素结构钢和低合金钢热轧原钢板和钢带GB912
普通碳素结构钢和低合金钢薄钢板技术条件GB66554E
压力容器用碳素钢和低合金钢厚钢板GB713
锯炉用碳素钢和低合金钢钢板
GB11251合金结构钢、热轧原钢板GB3280不锈钢冷轧钢板
GB4237
不锈钢热轧钢板
HGJ528—90
8.12谢造对焊管件的钢板必须有质量合格证明书,并应根据有关标准规范要求做化学分析机械性能的复验,确认合格后方可使用。8.1.3钢板两面不得有裂缝、折查、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全清除掉,清除后的壁厚应符合钢板负偏差要求。8.1.4钢板的化学分析、机械性能按下列标准复验:GB222、GB223钢的化学分析:
金属拉伸试验方法:
金属夏比冲击试验方法
金属布氏硬度试验法。
8.1.5焊接材料应有合格的化学成份分析报告,并要求进行复验,确认符合下列标准的规定:
GB511:
GB5118
8.2制造要求
碳钢焊条:
低合金钢焊条;
不锈钢焊条。
8.2.1三通的制造可以根据公称直径大小和制造工艺方法的不同,允许在主管上有条或两条纵向焊缝。有一条纵向焊缝的,先挤压出支管,主管压制成型后焊接,有两条纵向焊缝的,上半部先挤压出支管,再压制成型,下半部压制成型后与上半部进行焊接(参见下图)。
下华部
二条然向好站
一条烧向焊望
8.2.2三通支管压制成型后,应保证两侧的增厚-致。肩部圆角过渡部分的壁厚应保证不小于端部接口的壁厚。
8.2.3弯头采用钢板冲压成型,阅弧过渡部分的壁厚保证均匀,一般采用对单焊接,允许有两条纵向焊缝。
8.2.4异径管采用钢板卷制或冲压成型,根据公称直径大小和制造工艺方法不同,允许有一条或两条纵向焊缝。
8.2.5管件纵焊缝的焊接均应采用双面焊的型式,焊缝成型良好,过渡圆滑,不得有裂纹,气孔,夹渣和未熔合等缺陷,咬边深度不得大于0.5mm,对口错边量要求0.1壁厚。·178.
HGJ528-—90
8.2.6管件的焊接要求应符舍GB15089《钢制压力容器》的规定。8.3热处理
8.3.1成型后的餐件按表7要求进行热处理。表7热处
材料牌号
12GrMo
15CrMo
12Cr1Mov
OCr19Nig
1Cr18Ni9
1Cr18Ni9Ti
·为固溶处理温度。
热处理要求
冷成型
正火或回火
热成型
正火+回火
固溶处理
650~700°C回火
900~930°C正火
650~700C回火
900~930C正火,670~720*C回火
930~960°C正火,680~720°C回火980~1020*C正火,720~760°C回火1010~1150°C快冷
.1010~1150°C快冷
*920~1150°c快冷
8.3.2热处理后的管件应作硬度检验,其值为:20
HB≤156
HB≤180
84表面处理
12CrMo
15CrMo
12CriMov
HB=156
HB=170
OCr19Nig
1Cr18Ni9
1Cr18Ni9Ti
8.4.1碳钢、合金钢管件的内外表面应进行除锈处理,并涂阴锈油漆。8.4.2奥氏体不锈钢管件应进行酸洗钝化处理。9成品试验
HB≤187
HB≤187
HB≤187
9.1所有按本技术条件制造并检验合格的管件可不作单件水压试验,但应保证所有管件能通过在系统中水压试验的考核。9.2首批制造的管件(或在用户有要求时),需对成品抽样作液体爆破试验。实际的爆破压力,不得小于与之相焊接的直管段的P的计算值:P=2as
式中,P-—直管段的计算爆破压力,MPa;-直管段材料的最小抗拉强度,MPa:·179-
S—直管段的壁厚,mm;
D-直管段的外径,mm
10.1表面质量
HGJ528—90
10验收
成品管件不得有裂纹、过烧及其它有损强度和外观(如疤痕等)的缺陷。内外表面应光滑,不得有氧化皮。
10.2外形尺寸
管件的外形尺寸应符合本标准第6章的规定,坡口形状及尺寸应符合本标准第7章的规定。
10.3焊缝
所有焊缝均需进行100%射线或超声波探伤检查。射线检查按GB3323《钢熔化焊对接接头射线照相和质量分级》的规定进行,级为合格。超声波探伤检查按JB1152《锅炉和钢制压力容器对接焊缝超声波探伤》的规定进行,I级为合格:10.4抽样
订货单位有权按本规定的技术要求抽查产品,抽查中如发现有不合格产品,则制造单位应负担检验费用,并负贵产品返修或按有关规定进行赔偿。若抽查产品合格,其检验费用应由订货单位负责。
标志及打印
11.1成品管件必须在显著位置喷涂或打印标志,标志内容规定如下,公称直径:
璧厚等级:
材料牌号:
制造厂代号或商标。
【例1】:公称直径400×250mm,外径为I系列,壁原等级Sch,40,材料15CrMc的三通(或异径管),其标志为400x250I-Sch.40-15CrMo
制造厂代号或商标
【例2】:公称直径200mm,外径为I系列,壁厚等级Sch.80,材料为16Mn的90°长、短半径弯头,其标志分别为:长半径弯头标志为:2001-Sch80-16Mn-90L制造厂代号或商标
短半径弯头标志为:200I-Sch.80-16Mn-90S制造厂代号或商标
·180-
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。