JG/T 1-1999
基本信息
标准号: JG/T 1-1999
中文名称:钢制柱型散热器
标准类别:建筑工业行业标准(JG)
标准状态:现行
实施日期:1999-06-04
出版语种:简体中文
下载格式:.rar.pdf
下载大小:2047901
标准分类号
标准ICS号:建筑材料和建筑物>>建筑物中的设施>>91.140.10中央供热系统
中标分类号:建材>>建筑构配件与设备>>Q76建筑暖通、空调器材设备
关联标准
替代情况:原标准号JGJ 29.1-1986
出版信息
页数:9页
标准价格:15.0 元
相关单位信息
起草单位:天津市计量技术研究所
归口单位:全国几何量长度计量技术委员会
提出单位:全国几何量长度计量技术委员会
发布部门:国家质量技术监督局
主管部门:国家质量技术监督局
标准简介
本规程适用于新制造、使用中的钢直尺的检定。 JG/T 1-1999 钢制柱型散热器 JG/T1-1999 标准下载解压密码:www.bzxz.net
标准图片预览





标准内容
1引言
中华人民共和国城乡建设环境保护部部标准钢制柱
散热器
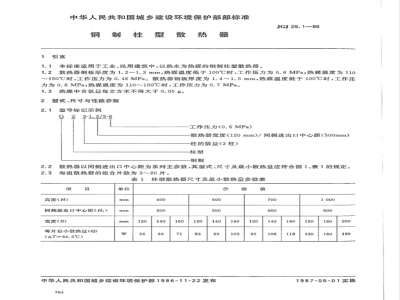
1.1本标准适用于工业、民用建筑中,以热水为热媒的钢制柱型散热器。JGJ29.1—86
1.2散热器钢板厚度为1.2~1.3mm,热媒温度低于100℃时,工作压力为0.6MPa;热媒温度为110~150℃时,工作压力为0.46MPa。散热器钢板厚度为1.4~1.5mm,热媒温度低于100℃时,工作压力为0.8MPa;热媒温度为110~150℃时,工作压力为0.7MPa。1.3热媒中含氧量每立方米不得大于0.05g。2型式、尺寸与性能参数
2.1型号标记示例
3-1.2/5-6
工作压力(0.6MPa)
散热器宽度(120mm)/同侧进出口中心距(500mm)柱的数量(3柱)
散热器以同侧进出口中心距为系列主参数,其型式、尺寸及最小散热量应符合图1、表1的规定。每组散热器的组合片数为3~20片。表1柱型散热器尺寸及最小散热量参数表项
高度(H)
同侧进出口中心距(H)
宽度(B)
每片最小散热量(Q)
(△T=64.5℃)
中华人民共和国城乡建设环境保护部1986-11-22发布764
1987-05-01实施
3技术要求
JGJ29.1—86
柱型散热器示意图
3.1散热器应按批摊
的图纸及技术文件制造,并应符合本标准的规定。3.2散热器材质应
牌号为A,或BF,
板技术条件》的规定
B912一82《普通碳索结构钢和低合金结构钢薄钢板术条件》的规定,采用2~1.5mm的普通碳素冷轧钢板或符合GB710-65优质碳素结构钢薄钢角牌号为08F或10F厚度为1.2~1.5mm的优质碳素冷轧钢板。丧螺纹应符合JGJ31-86《采暖热器系列参数、螺纹及配件》的规定。3.3散热器补心,
3.4散热器单片尽极限偏差应符合表2的规定,组合后形位公差应符合表3的规定。表2柱型散热器单片尺寸极限偏差表散热器高度H/mm
基本尺寸
周侧进出由中心距H/mm
基本尺寸
极限偏差
微热器宽度B/mm
基本尺可
极限偏差
同侧进出口中心距(H,/mm)
JGJ29.1—86
表3柱型散热器组合后形位公差表同侧进出口平面的平面度公差/mm0.40
3.5散热器组合后的形状公差应符合表4的规定。进出口平面与孔中心线的垂直度公差/mm$0.50
表4柱型散热器组合后形状公差表项
水平面平面度公差
正面平面度公差
片数/片
3.6散热片之间,散热片的螺母(均应采用右旋螺纹)可用焊接方法连接。焊接应符合QJ173一75《基本产品焊接和钎接通用技术条件》的规定。3.7点焊的焊点应均匀,相邻焊点距为30~40mm,点焊不得出现烧穿和未焊透等缺陷。3.8焊缝应平直、均匀、整齐、美观,不得有裂纹、气孔、未焊透和烧穿等缺陷。3.9焊缝有未焊透的缺陷时,可进行修补,修补后必须按3.11条的规定进行试压。3.10散热器不得变形和伤,表面凹陷深度不得大于0.3mm。3.11散热器片与片连接应紧密,每组散热器必须由制造厂进行液压或气压试验。钢板厚度为1.2~1.3mm散热器,试验压力为0.9MPa;钢板厚度为1.4~1.5mm散热器,试验压力为1.2MPa。
3.12散热器表面应喷涂防锈底漆和面漆,并宜采用远红外烘干,不得自然干燥。漆膜的制备应符合GB1727--79《漆膜一般制备法》的规定。3.13表面漆层应均匀,平整光滑,附着牢固,不得有气泡堆积、流尚和漏喷。3.14制造厂应向用户提供散热器使用说明书,政府有关部门对产品的签定证书和符合JGJ32-—86《采用闭式小室测试采暖散热器的热工性能》规定的试验台提供的热工性能测试报告。3.15从制造厂发货日起18个月内,散热器因制造质量不良不能正常工作时,制造厂应负责免费为用户修理或更换。
4试验方法
4.1散热器的强度和严密性试验:应用专用的试验台、精度不低于1.5级、量程不得大于1.6MPa的压力计、压缩空气和试验液(推荐配合比见4.3条),按本标准3.11条规定的试验压力进行试验。4.2液压试验稳压时间为2分钟,气压试验稳压时间为1分钟。4.2.1液压试验在稳压时间内,散热器表面和片间连接处不渗漏为合格。4.2.2气压试验时,将散热器浸入试验液中,不冒气泡为合格。4.3试验液应定期检查,其推荐成份和配合比(质量比)为水
亚硝酸钠
碳酸钠
硅酸钠
4.4散热器经液压试验后,必须将残存在内腔的溶液吹于。766免费标准下载网bzxz
4.5漆膜性能检验方法
JGJ29.1—86
4.5.1漆膜附着力应符合GB1720一79《漆膜附着力测定法》的规定。4.5.2漆膜耐冲击性能应符合GB1732--79《漆膜耐冲击测定法》的规定,重锤高度为50mm。4.5.3漆膜耐热性能应符合GB1735—79《漆膜耐热性测定法》的规定。5检验规则
散热器须经制造厂的质量检验部门检查,合格后应签署合格证,方准出厂。5.1
5.2散热器的试验分为出厂检查和型式试验。5.2.1出厂检查或用户验收:
应按照GB2828-一81《逐批检查计数抽样程序及抽样表》中一般质量水平I,采用二次正常检查抽样方案,其检查项目、合格质量水平等应符合表5的规定。表5检查抽样方案表
批量范围
91~150
151~280
281~600
601~1200
注:Ac-
合格判定数:
不合格判定数;
压力试验
括号内数值为改用一次正常抽样方案的数值。批合格或不合格的判断
合格质量水平(AQL)
中心距焊接质量
漆膜质量及其他
-根据样本检查的结果,若在第一样本中发现的不合格品数或缺陷数小于或等于第一合格判定数,则判断该批是合格的。若在第一样本中发现的不合格品数或缺陷数大于或等于第一不合格判定数,则判断该批是不合格的。若在第一样本中发现的不合格品数或缺陷数,大于第一合格判断数,同时小于第一不合格判定数,则抽第二样本进行检查。若在第一和第二样本中发现的不合格品数或缺陷数总和小于或等于第二合格判定数,则判断该批是合格的。相反,若大于或等于第二不合格判定数,则判断该批是不合格的。b.
用通用量具和专用量具检查散热器的尺寸和形位公差,按照本标准的规定目测外观。点焊的焊点距用通用量具检查。5.2.2
型式试验:凡属于下列情况之一者,应进行热工性能试验。a.
当散热器在设计、工艺或使用的原材料有重大改变时;经一年以上停产后再恢复生产时;对连续生产的散热器每四年进行一次。6标志、包装、运输、贮存
6.1标志
每组散热器应有制造厂的注册商标。JGJ29.1—86
每组散热器出厂时应有质量合格证,内容包括:制造厂名称;
产品名称及规格;
工作压力及试验压力;
本批产品检查时间,检查人员标记和出厂日期。6.2包装
散热器包装时,应用专用瓦楞纸板箱包装。6.3运输
6.3.1散热器运输时,应用带盖或有防雨苦布的运输工具。装在集装箱内的散热器可用散开形式的运输工具运输。
6.3.2在运输和搬运过程中,应轻拿轻放避免碴及其他重物挤压,以防损坏。6.4贮存
散热器应放在空气于燥、通风的库房内,存放时不得与任何化学制品和药品相接触,堆放高度不得超过2m,底部应稳妥垫高100~200mm。附加说明:
本标准由哈尔滨建筑工程学院、吉林省建筑标准化管理所提出。本标准主要起草人:郭骏、霍兆亿、董重成。768
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国城乡建设环境保护部部标准钢制柱
散热器
1.1本标准适用于工业、民用建筑中,以热水为热媒的钢制柱型散热器。JGJ29.1—86
1.2散热器钢板厚度为1.2~1.3mm,热媒温度低于100℃时,工作压力为0.6MPa;热媒温度为110~150℃时,工作压力为0.46MPa。散热器钢板厚度为1.4~1.5mm,热媒温度低于100℃时,工作压力为0.8MPa;热媒温度为110~150℃时,工作压力为0.7MPa。1.3热媒中含氧量每立方米不得大于0.05g。2型式、尺寸与性能参数
2.1型号标记示例
3-1.2/5-6
工作压力(0.6MPa)
散热器宽度(120mm)/同侧进出口中心距(500mm)柱的数量(3柱)
散热器以同侧进出口中心距为系列主参数,其型式、尺寸及最小散热量应符合图1、表1的规定。每组散热器的组合片数为3~20片。表1柱型散热器尺寸及最小散热量参数表项
高度(H)
同侧进出口中心距(H)
宽度(B)
每片最小散热量(Q)
(△T=64.5℃)
中华人民共和国城乡建设环境保护部1986-11-22发布764
1987-05-01实施
3技术要求
JGJ29.1—86
柱型散热器示意图
3.1散热器应按批摊
的图纸及技术文件制造,并应符合本标准的规定。3.2散热器材质应
牌号为A,或BF,
板技术条件》的规定
B912一82《普通碳索结构钢和低合金结构钢薄钢板术条件》的规定,采用2~1.5mm的普通碳素冷轧钢板或符合GB710-65优质碳素结构钢薄钢角牌号为08F或10F厚度为1.2~1.5mm的优质碳素冷轧钢板。丧螺纹应符合JGJ31-86《采暖热器系列参数、螺纹及配件》的规定。3.3散热器补心,
3.4散热器单片尽极限偏差应符合表2的规定,组合后形位公差应符合表3的规定。表2柱型散热器单片尺寸极限偏差表散热器高度H/mm
基本尺寸
周侧进出由中心距H/mm
基本尺寸
极限偏差
微热器宽度B/mm
基本尺可
极限偏差
同侧进出口中心距(H,/mm)
JGJ29.1—86
表3柱型散热器组合后形位公差表同侧进出口平面的平面度公差/mm0.40
3.5散热器组合后的形状公差应符合表4的规定。进出口平面与孔中心线的垂直度公差/mm$0.50
表4柱型散热器组合后形状公差表项
水平面平面度公差
正面平面度公差
片数/片
3.6散热片之间,散热片的螺母(均应采用右旋螺纹)可用焊接方法连接。焊接应符合QJ173一75《基本产品焊接和钎接通用技术条件》的规定。3.7点焊的焊点应均匀,相邻焊点距为30~40mm,点焊不得出现烧穿和未焊透等缺陷。3.8焊缝应平直、均匀、整齐、美观,不得有裂纹、气孔、未焊透和烧穿等缺陷。3.9焊缝有未焊透的缺陷时,可进行修补,修补后必须按3.11条的规定进行试压。3.10散热器不得变形和伤,表面凹陷深度不得大于0.3mm。3.11散热器片与片连接应紧密,每组散热器必须由制造厂进行液压或气压试验。钢板厚度为1.2~1.3mm散热器,试验压力为0.9MPa;钢板厚度为1.4~1.5mm散热器,试验压力为1.2MPa。
3.12散热器表面应喷涂防锈底漆和面漆,并宜采用远红外烘干,不得自然干燥。漆膜的制备应符合GB1727--79《漆膜一般制备法》的规定。3.13表面漆层应均匀,平整光滑,附着牢固,不得有气泡堆积、流尚和漏喷。3.14制造厂应向用户提供散热器使用说明书,政府有关部门对产品的签定证书和符合JGJ32-—86《采用闭式小室测试采暖散热器的热工性能》规定的试验台提供的热工性能测试报告。3.15从制造厂发货日起18个月内,散热器因制造质量不良不能正常工作时,制造厂应负责免费为用户修理或更换。
4试验方法
4.1散热器的强度和严密性试验:应用专用的试验台、精度不低于1.5级、量程不得大于1.6MPa的压力计、压缩空气和试验液(推荐配合比见4.3条),按本标准3.11条规定的试验压力进行试验。4.2液压试验稳压时间为2分钟,气压试验稳压时间为1分钟。4.2.1液压试验在稳压时间内,散热器表面和片间连接处不渗漏为合格。4.2.2气压试验时,将散热器浸入试验液中,不冒气泡为合格。4.3试验液应定期检查,其推荐成份和配合比(质量比)为水
亚硝酸钠
碳酸钠
硅酸钠
4.4散热器经液压试验后,必须将残存在内腔的溶液吹于。766免费标准下载网bzxz
4.5漆膜性能检验方法
JGJ29.1—86
4.5.1漆膜附着力应符合GB1720一79《漆膜附着力测定法》的规定。4.5.2漆膜耐冲击性能应符合GB1732--79《漆膜耐冲击测定法》的规定,重锤高度为50mm。4.5.3漆膜耐热性能应符合GB1735—79《漆膜耐热性测定法》的规定。5检验规则
散热器须经制造厂的质量检验部门检查,合格后应签署合格证,方准出厂。5.1
5.2散热器的试验分为出厂检查和型式试验。5.2.1出厂检查或用户验收:
应按照GB2828-一81《逐批检查计数抽样程序及抽样表》中一般质量水平I,采用二次正常检查抽样方案,其检查项目、合格质量水平等应符合表5的规定。表5检查抽样方案表
批量范围
91~150
151~280
281~600
601~1200
注:Ac-
合格判定数:
不合格判定数;
压力试验
括号内数值为改用一次正常抽样方案的数值。批合格或不合格的判断
合格质量水平(AQL)
中心距焊接质量
漆膜质量及其他
-根据样本检查的结果,若在第一样本中发现的不合格品数或缺陷数小于或等于第一合格判定数,则判断该批是合格的。若在第一样本中发现的不合格品数或缺陷数大于或等于第一不合格判定数,则判断该批是不合格的。若在第一样本中发现的不合格品数或缺陷数,大于第一合格判断数,同时小于第一不合格判定数,则抽第二样本进行检查。若在第一和第二样本中发现的不合格品数或缺陷数总和小于或等于第二合格判定数,则判断该批是合格的。相反,若大于或等于第二不合格判定数,则判断该批是不合格的。b.
用通用量具和专用量具检查散热器的尺寸和形位公差,按照本标准的规定目测外观。点焊的焊点距用通用量具检查。5.2.2
型式试验:凡属于下列情况之一者,应进行热工性能试验。a.
当散热器在设计、工艺或使用的原材料有重大改变时;经一年以上停产后再恢复生产时;对连续生产的散热器每四年进行一次。6标志、包装、运输、贮存
6.1标志
每组散热器应有制造厂的注册商标。JGJ29.1—86
每组散热器出厂时应有质量合格证,内容包括:制造厂名称;
产品名称及规格;
工作压力及试验压力;
本批产品检查时间,检查人员标记和出厂日期。6.2包装
散热器包装时,应用专用瓦楞纸板箱包装。6.3运输
6.3.1散热器运输时,应用带盖或有防雨苦布的运输工具。装在集装箱内的散热器可用散开形式的运输工具运输。
6.3.2在运输和搬运过程中,应轻拿轻放避免碴及其他重物挤压,以防损坏。6.4贮存
散热器应放在空气于燥、通风的库房内,存放时不得与任何化学制品和药品相接触,堆放高度不得超过2m,底部应稳妥垫高100~200mm。附加说明:
本标准由哈尔滨建筑工程学院、吉林省建筑标准化管理所提出。本标准主要起草人:郭骏、霍兆亿、董重成。768
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。