标准分类号
中标分类号:机械>>金属切削机床>>J53车床
出版信息
页数:8 页
标准价格:14.0 元
出版日期:1996-10-01
相关单位信息
起草单位:沈阳自动车床研究所
提出单位:全国金属切削机床标准化技术委员会
发布部门:中华人民共和国机械工业部
标准简介
本标准规定了数控卧式车床的系列构成、用途、性能特征、品种和参数。本标准适用于新设计的最大车削直径为200~1000 mm,加工长度至5000 mm的卡盘式数控卧式车床和最大棒料直径为25~63 mm 的棒料式数控卧式车床。 JB/T 4368.1-1996 数控卧式车床 系列型谱 JB/T4368.1-1996
标准内容
中华人民共和国机械行业标准
数控卧式车床 技术内容与适用范围 系列型谱
本标准规定了数控卧式车床的系列构成、用途、性能特征、品种和参数(JB/T4368.1—96),适用于新设计的最大车削直径为200~1000mm、加工长度至5000mm的卡盘式数控卧式车床,以及最大棒料直径为25~63mm的棒料式数控卧式车床。
2 规范性引用文件
本标准引用的标准包括:GB5900.1~5900.3(机床法兰式主轴端部与花盘互换性尺寸)、GB/T16462(数控卧式车床精度检验)。
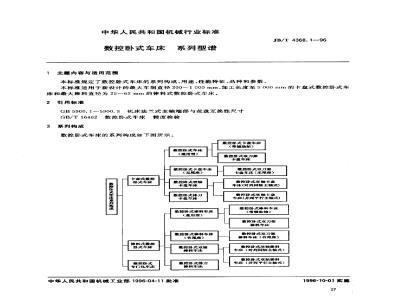
3 系列构成
数控卧式车床的系列构成如下:
- 数控卧式卡盘车床(无尾座)
- 数控母式双轴卡盘车床
- 数控排刀卡盘车床
- 数控卧式棒料车床
- 专门化卡盘车床(带辅助轴)
- 双刀架卡盘车床(无尾座)
- 双轴卡盘车床(对列同轴或并列平行主轴式)
- 双刀架棒料车床(带尾座或辅助轴)
4 用途及性能
4.1 卡盘式数控卧式车床
4.1.1 通用型数控卧式车床是基型系列,适用于加工由直线和弧线构成的回转体零件,可用于单件或批量生产。车床应具备以下性能:
- 具备预先编程完成半自动工作循环功能,配置自动上下料装置可完成自动工作循环或加入柔性制造单元(FMC);
- 多工位转塔刀架可自动逻辑选位,每个工位可进行多次不同工步切削;
- 车床通常具有2轴线或4轴线控制,可进行直线插补和圆弧插补,刀架具有定位、重复定位及反向误差精度;
- 主驱动多为AC主轴电机,无级变速,具备连续运行和间断运行两种功率模式;
- 可增加辅助主轴、C轴及动力刀台,以扩大工艺范围。
4.1.2 数控卧式卡盘车床(无尾座)
床身导轨较短,适用于盘套类零件加工,转塔刀架回转轴线可与主轴轴线平行或垂直。性能特征与通用型相同,精度应符合GB/T16462或用户指定。
4.1.3 数控卧式排刀卡盘车床
床身较短,一般无转塔刀架,长横滑板布置多组刀夹,可进行盘类零件加工,小规格车床有床头移动式和不移动式。性能特征与通用型相同,精度符合GB/T16462或用户指定。
4.1.4 数控卧式双轴卡盘车床
可为并列平行主轴式或对列同轴主轴式,床身较短,两主轴分别控制或同步控制,主要用于盘类零件加工,性能特征与通用型相同,精度符合GB/T16462或用户指定。
4.2 棒料式数控卧式车床
4.2.1 通用型数控卧式棒料车床
通常具备棒料架和自动送夹料装置,适用于中、小规格棒料的批量加工,包括直线和弧线构成的复杂回转体短轴及套类零件。性能特征:
- 预先编程完成自动工作循环,配置自动上下料装置可纳入柔性制造单元(FMC);
- 多工位转塔刀架能自动逻辑选位,每个工位可进行多次不同工步切削;
- 通常由2轴线控制,可进行直线插补和圆弧插补,刀架具有高位置精度、重复定位精度及反向误差控制。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。