标准分类号
标准ICS号:计量学和测量、物理现象>>17.240辐射测量
中标分类号:机械>>机械综合>>J04基础标准与通用方法
相关单位信息
标准简介
JB/T 9217-1999 JB/T 9217-1999 射线照相探伤方法 JB/T9217-1999
标准内容
1范围
中华人民共和国机械行业标准
射线照相探伤方法
批准部门:国家机械工业局
批准日期:1999-06-28
实施日期:2000-01-01
本标准规定了射线照相检验中应遵守的基本操作方法。本标准适用于金属材料的X射线和丫射线探伤。2引用标准
JB/T 9217—1999
代替ZBJ04004--1987
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB4792---1984放射卫生防护基本标准JB/T7902—-1999线型像质计
JB/T9215---1999控制射线照相图像质量的方法3防护
3.1X射线和射线对人体健康有不良影响,应尽量避免射线的直接照射和散射线的影响。3.2应根据GB47921984第2章对射线照相探伤人员进行剂量监督。3.3从事射线照相的探伤人员应备有剂量仪或其他剂量测试设备,以测定工作环境中的射线照射量和个人所受到的累积剂量。在射线探伤操作中,每次都应测定工作场所和射线源容器附近的射线照射量,以便了解射线源位置,避免受到意外的照射3.4在探伤现场进行射线照相检验时应设置安全线。在安全线上应有明显标志,夜间应设置红灯。在非探伤人员易于达到安全线的通道上应设置警告牌,说明射线照相正在进行,非探伤人员请勿进人安全线,并写明在安全线上的射线照射量。3.5根据GB4792—-1984第3章的规定,非探伤人员每年允许接受的最大剂量当量为5毫希沃特(mSv)[即0.5雷姆(rem)]。据此,可计算出非探伤人员在安全线附近工作或停留的时间。例如:安全线上的射线照射量每小时为0.65C/kg,则非探伤人员在此处停留的时间累计每年不得超过20h。4探伤人员资格
从事射线照相探伤的人员必须持有国家有关主管部门颁发的,并与其工作相适应的资格证书。5射线照相等效系数
材料的射线照相等效系数(见表1),是指将该材料的厚度乘此系数后,才能得到它相当于多少厚度钢的吸收效果。射线照相等效系数可用来确定各种射线源对金属材料实际上所能检验的最大厚度、以及从该金属的已知曝光参数来确定某一其他金属的曝光参数。1012
铝合金
铁/钢
因康镍合金
蒙乃尔台金
透照方式
某些金属的射线照相等效系数的近似值表1
220 kV
JB/T 9217—1999
4~-25 MV
(铱)
(钴)
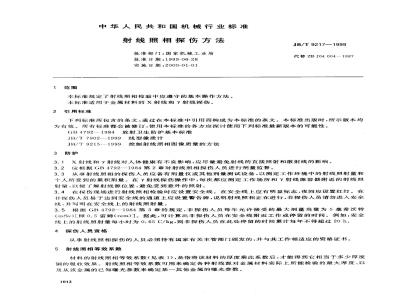
射线源、被检工件以及装有X射线胶片和增感屏的暗盒,在透照时通常可按图1至图7的方式布置,图1是最常采用的方式。
S一射线源(有效焦点尺寸为d)B一X射线胶片
f—焦点至工件距离
t一工件厚度
b—胶片至工件表面距离
图1第一种布置(单壁穿透,平面工件)第二种布置方式是射线源置于凹曲面一侧的非中心位置,胶片置于凸曲面一侧。此种布置较优于1013
JB/T9217—1999
第四种布置(见图4)。
第三种布置方式是射线源置于中心位置,整个工件圆周能一次透照。此种布置较优于第二种(见图2)、第四种(见图4)或第五种(见图5)布置。第四种布置方式是射线源置于凸曲面一侧,胶片置于凹曲面一侧。第五种布置方式是射线源及胶片均置于工件外。此种布置由于射线源与工件上壁接近,故不能检验上壁内的缺陷。
第六种布置方式是射线源及胶片均置于工件外,此种布置可检验工件的上壁。某些情况下可采用不同方向的射线(例如与胶片中心不垂直)。第七种布置方式是采用两张速度相同或不同的胶片。图2第二种布置(单壁穿透,曲面工件)图4第四种布置(单壁穿透,曲面工件)2
图6第六种布置(双壁穿透,检验双壁)1014
图3第三种布置(单壁穿透,曲面工件)Q
图5第五种布置(双壁穿透,检验单壁)图7第七种布置(单壁穿透,检验厚度或材料不同的平面或曲面工件)
7对工件的表面要求
JB/T 9217—1999
工件表面由于铸造及焊接或其他原因产生的不规则状态均应加以清除,表面存在的缺陷也应去除,必要时应加以修补,不能因表面缺陷和不规则状态影响射线底片的评定。8定位标记和底片上的标志
工件表面上应采用永久或半永久性标记作为每张射线底片重新定位的依据。不适合打印标记时应采用详细的定位图。每张底片上应有编号和表示工件被检范围的定位标记的影像。定位标记一般应放置在面向射线源一侧的工件表面上。如焊缝余高经加工去除,则应在焊缝边缘处放置定位标记。9像质计
像质计技术规范应符合JB/T7902的规定。10射线照相质量等级及底片黑度射线照相的质量等级分为A级(普通级)和B级(高灵敏度级)。不同厚度工件采用A级或B级时,在射线底片上必须显示的最小像质计线径数值由JB/T9215提出。A级射线照相底片的黑度应等于或大于1.5,B级射线照相底片的黑度应等于或大于2.0。底片黑度的上限应在射线胶片感光曲线的直线部分。底片的本底灰雾度应小于或等于0.3。此黑度包括在上述对A级和B级要求的黑度值内。11胶片和增感屏
11.1胶片的分类和选择
表2列出了工业X射线胶片的类型。胶片的选择与射线照相的质量等级及曝光时间等因素有关。-般,如需缩短曝光时间,则需使用表2中号数较大的胶片;如需提高射线照相的图像质量,则需使用号数较小的胶片。选用A级时应采用1~3号胶片,选用B级时应采用1~2号胶片。表 2工业射线照相胶片的类型
胶片型号wwW.bzxz.Net
极高*
极 高*
注:标*处是指加用萤光增感屏的曝光情况。如4号胶片直接曝光或加用铅箱屏曝光时,则其速度、反差和粒度均为中等。标**处是指这里的粒度与所采用的萤光增感屏的特性有关。11.2增感屏
通常应采用金属增感屏,它的选择可按表3。也可采用金属荧光增感屏或不使用增感屏。胶片和增感屏在射线照相过程中应尽量紧贴,以改善射线照相的图像质量。1015
JB/T 9217--1999
X射线电压或射线源
400kV*
Co60**
1~2 MV
2~6 MV
612 MV
12MV以上
表3增感屏的选择
0.02~0.25mm铅前屏及后屏
0.05~0.25mm铅前屏及后屏
0.1~0.5mm铅、钢及合金钢或铜前屏及|0.4~0.7mm钢及合金钢或铜前屏及后屏
0.1~1.0mm铅前屏及后屏
1.0~1.5mm铜或钢及合金钢前屏及后屏后屏
前屏1.0~1.5mm,后屏等于或小于1.5mm的铜、钢及合金钢或钼前屏1.0~1.5mm或钨,无后屏
注:标*处是指100kV以下×射线可不用前屏。标**处是指透照厚度在40~60mm范围时,必须采用B级规定的增感屏。
12几何不清晰度
射线源至最接近的工件表面之间的距离f可根12.1
据图8计算,其中有效焦点尺寸d的确定可按附录A(标准的附录)。使用附录B(标准的附录)的诺模图可直接得出f的值。
12.2几何不清晰度u按式(1)计算。ug
武中:d
(1)
按附录A计算的有效焦点尺寸(mm);f焦点至工件表面的距离(mm);t
透照工件厚度(mm)。
13射线能量的选择
射线能量的选择取决于透照工件厚度及材料种类,有时也根据射线设备条件而定。通常情况下,随着射线能量的减低,射线照相图像的对比度就增加,因此在爆光时间许可下,应尽量采用最低的射线能量。图9是透照不同厚度材料时允许使用的最高X射线管电压,表4是高能X射线和Y射线的适用透照厚度范围。1016
5678910
203040506080100
厚度1(mm)
根据厚度t决定的最小f/d值
射线源
铅及其合金
铜及其合金
钢(合金及非合金)
铁、镍及其合金
一铝及其合金
304050
厚度1(mm)
图9透照不同厚度材料时允许使用的最高×射线管电压 4 不同射线源适用的材料厚度范圈A
钢及合金钢、铁、镍及其合金
20~~100(10~100) *
40~200
1~~2 MV X 射线
大于2MV射线
射线源
1~.2MVX射线
大于2MVX射线
50~200
50以上
钢及合金钢、铁、镍及其合金
40~90(10 ~90) *
60~150
60~150
60以上
注:标*处是指括号内数值为特别情况下允许的范围。增加透照的厚度范围
铜及其合金
20~170
铜及其合金
50~135
JB/T 9217--1999
铅及其合金
铅及其合金
15~35
40~100
当被透照工件厚度变化较大时需要采用特殊的射线照相技术,使射线底片上需要检验区域的黑度变化处于有效黑度范围内。为此,有下列五种技术可供选用。14.1采用较图9中规定电压更高的kV数,同时在X光管窗口上加上适当厚度的滤光板:对200kVX射线,采用0.5mm铅板;对400kVX射线,采用1.0mm铅板。14.2在同一暗盒中装用两张同样速度的胶片,曝光后使每张底片上工件最薄处的图像黑度达到第10章规定的最低数值。将两张底片的图像重叠起来,就可观察较厚的部分。14.3在同暗盒中装用两张速度不同的胶片,采用的曝光量应使工件最厚部分在较快速的胶片上得到规定的黑度,而使工件最薄部分在较慢速的胶片上得到适当的黑度。观察中间厚度部分时,可单独地1017
JB/T9217-1999
或将两张底片叠合起来观察。
14.4在.工件较薄处充填柔性补偿胶泥或液体,以降低图像黑度差。14.5将A级的最低允许黑度减至1.0,B级的最低允许黑度减至1.5。注:采用14.4和14.5所述方法将减低探伤灵敏度。15散射线的遮蔽
到达胶片上的散射线将严重地影响射线照相的图像质量,特别在采用150~400kVX射线时,散射线可能从被透照工件的内部和外部产生。为了尽可能减少散射线的影响,射线的照射区域应加以限止,使射线只照射在被检验区域内。通常情况下,可在X射线管窗口上装设锥形铅罩或铅质遮光板。为避免从其他工件或胶片后方和侧面物体上产生的散射线对胶片的影响,可以采用加厚的后增感屏,或在胶片与增感屏组装后再加上一块铅板。这块铅板可装在暗盒内或贴在暗盒后面,其厚度约 1~4 mm。
如工件边缘处于射线照射区内,通常可用图10的方法或其他适当方法来遮蔽散射线。当采用150~400kVX射线和射线而不能采用限止射线束的准直器时(例如在全景曝光时),则应在尽可能宽的曝光室内进行曝光,使散射线因距离而衰减。如若可能,应使被透照工件尽量远离地面,工件下方地面还应加盖铅板。为检验散射线对胶片的影响,可在装胶片的暗盒后背上放一B字形铅字,曝光后底片上如出现黑度较低的B字图像,则表示此胶片已受到散射线的影响,必须加强遮蔽散射线的措施。铅板
图10减少散射线影响的方法
16曝光
曝光条件的选择应使射线底片的黑度达到第10章规定的黑度值(14.5的规定除外),最大可用黑度取决于胶片特性和底片观察条件。17胶片的化学处理和干燥
胶片的化学处理(冲洗)可采用自动冲洗或手工冲洗方式。胶片的自动冲洗通常在多辊式自动冲片机内进行。自动冲片机能在约8~~12min内对胶片完成显影、定影、水洗和干燥等操作工序,并能自动补充药液。冲洗的底片质量均一,生产效率较高。胶片的手工冲洗通常应采用槽漫方式,在规定的温度(通常为20℃左右)和时间内进行显影、定影等操作。定影后的底片应经充分水洗和洗涤剂处理,以防止水迹的产生,然后自然干燥或在干燥箱内烘1018
干。胶片的手工冲洗方法可参考附录C(提示的附录)。18显影液性能的控制
JB/T9217—1999
胶片的显影程度应维持恒定。采用定期添加补充液的方法可维持显影液性能的恒定。附录D给出一种X射线胶片显影液及其补充液的配方和操作要求。一般说来,显影液在不添加补充液的情况下,经过一段时间其显影能力将逐步衰退,通常以适当延长显影时间的办法加以补救。为此,应当采用对比试验片测试此时的显影能力。对比试验片是在阶梯形试块透照曝光后的胶片上切下的一条胶片,在新配的显影液中及标准温度、时间条件下显影,得到的张有不同阶梯黑度的底片。当需要测试显影液性能时,可在上述预先爆光并妥善保存的胶片上切下一条试验片,按延长的显影时间显影。如试验片的黑度和对比度与上述对比试验片相比有显著减低,则应更换显影液。
19射线底片的观察
射线底片应在背景照明较低的场所观察,观片灯的亮度和照明范围应可调节,底片的观察条件应符合表5规定。
表 5底片观察条件
底片背景照明的
最高允许亮度
30cd/m
底片黑度
20记录、报告及验收标记
20.1记录
观片灯亮度
(cd/m2)
底片背景照明的
最高允许亮度
30 cd/m2
10cd/m2
底片黑度
观片灯亮度
(cd/m)
10,000
10,000
30,000
必须书面记录每次完成的射线照相操作。这种记录至少要包括工件检验用的编号(此编号也应出现在底片上)、工件厚度、材料和摄片部位、摄片日期以及完整的射线照相技术参数等,其详细程度应达到易于重复进行同样的射线照相检验。记录中还应记入评片人员对各种工件所发现的缺陷和作出的结论,以及评片者的签署。
20.2检验报告
当需要提出书面检验报告时,应包括工件摄片部位的识别标记、工件检验用的编号以及发现的缺陷和作出的结论,以及订约双方认为必要的其他项目。20.3验收标记
如把射线照相作为工件验收的一项检查,则检验合格的所有工件上都应做永久性或半永久性的标记。如有可能,应加盖一个特定的钢印,使下道工序或最后的检查人员能够辨明射线照相检验已经合格。
已完成检验的射线底片都应当立卷保存,以备查阅。底片的保存时间应根据产品性质或由订约双方协商确定。
JB/T 9217—1999
附录A
(标准的附录)
焦点尺寸的计算
如焦点的光学尺寸与下列任一理想焦点尺寸相似,则在计算焦点至工件距离f时可以下列有关公式计算焦点尺寸:
d=a适用于方形焦点;
d=atb,
适用于长方形焦点及圆形焦点;d适用于圆形焦点。
(a)方形焦点
(c)圆形焦点
(b)长方形焦点
(d)椭圆形焦点
图A1理想焦点图形
附录B
(标准的附录)
直接确定焦点至工件距离于的诺模图JB/T9217—1999
根据材料厚度t和附录A计算的有效焦点尺寸d,可确定最小焦点至工件距离f(例如:d=3mm,t=37mm,用B级时f=500mm)。
(uu) f
L lnmhula ulul
()()
JB/T 9217--1999
C1准备工作
附录C
(提示的附录)
胶片的手工冲洗和干燥操作
将胶片装在显影夹上,并在开始显影之前搅动溶液。C2开始显影
启动计时器并将胶片浸人显影液中,显影夹之间应留一定距离,使冲洗过程中胶片彼被此不会相贴。不断将显影夹上下移动,大约15s。C3显影
室温20℃时,正常的显影时间约为5~8min。延长显影时间,通常导致增加底片黑度,并稍微增加对比度。在选择显影时间时,应遵照胶片制造广的建议。在温度稍高或稍低时必须调整显影时间,调整量也应根据胶片制造厂所推荐的数据。C4搅动
显影过程中应不时将胶片作垂直方向的上下移动,以使胶片均匀显影。C5停显或漂洗
在显影结束后,将胶片浸人3%醋酸停显液约30s,以中和遗留在胶片乳胶中的显影剂活性。如果不能使用停显液,则可在清水中将胶片强力抖动,进行漂洗2~3min。C6定影
为保证均匀而快速的定影,胶片在刚浸人定影液时以及在第1min末,要均勾作上下方向的移动约10s左右,然后让其在定影液中浸渍到定影结束(其时间至少为达到底片透明所需时间的两倍)但在较新鲜的定影液中,定影时间不得超过15min。经常移动胶片,可以缩短定影时间。必须避免胶片在定影液中互相接触。
C7定影液的中和
在定和冲水工序之间,使用“海波”净化剂或定影液中和剂可能会有好处,这两种试剂可以减少充分水洗所需的时间和用水量。
C8冲洗
冲洗的效率,与冲洗用水、水温、水流量以及被冲洗底片的种类有关。一般当温度在16℃以下时冲洗过程是很缓慢的,而当温度在30℃以上时,又应当注意底片浸在水中的时间不能太长。底片在槽中冲洗时,要避免加人新从定影液中取来的底片。如水槽容积有限而一次冲洗又有较多底片,则应随时把部分已经冲洗过的底片移到进水口的方向上去。利用小水量分级冲洗的方法在相同的冲洗时间里能达到最好的冲洗效果。最好把冲洗槽分为两部分(可以用两个水槽),把从定影液中取出的底片放在出水口部分,经过部分冲洗后,把底片移到进水口部分,从而在新鲜水中完成冲洗。1022
洗涤剂
JB/T9217—1999
把底片浸人洗涤剂中约30s,可以使水从底片表面均匀流下,以缩短干燥时间,避免底片上出现水迹。可将0.1%左右浓度的餐具洗涤剂(例如:白猫洗涤精)的水溶液作为洗涤剂,或采用其他成分的洗涤剂。
C10干燥
底片的干燥与下列因素有关:
(1)胶片类型;
(2)处理方法(水洗后乳胶的硬度、洗涤剂的应用);(3)干燥用的空气(温度、湿度、流量)。干燥条件可以是在环境温度下的静止空气直到高达60℃的鼓风机循环空气。附录D
(提示的附录)
使用补充液的显影液
D1配方
对甲氨基酚硫酸盐(米吐尔)
无水亚硫酸钠
对苯二酚(几奴尼)
无水碳酸钠
溴化钾
氢氧化钠
加水至
注:药品应按次序加人水中,并揽动便之溶解。D2
显影温度及时间
温度(℃)
时间(min)
800 ml
1000mL
补充液
1000ml
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。