JB/T 5349.3-1991
基本信息
标准号: JB/T 5349.3-1991
中文名称:冲槽机 精度
标准类别:机械行业标准(JB)
英文名称: Notching machine accuracy
标准状态:现行
发布日期:1991-06-28
实施日期:1992-07-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:1283345
相关标签: 精度
标准分类号
中标分类号:电工>>电工生产设备>>K92电机生产设备
关联标准
出版信息
出版社:机械工业出版社
页数:6页
标准价格:8.0 元
出版日期:1992-06-01
相关单位信息
起草人:戴卫国、戴庆秋
起草单位:芜湖电工机械厂
提出单位:机械电子工来部沈阳电工专用设备研究所
发布部门:中华人民共和国机械电子工业部
标准简介
本标准规定了冲槽机的精度检验项目和检验方法。本标准适用于各种内定位、外定位冲槽机。 JB/T 5349.3-1991 冲槽机 精度 JB/T5349.3-1991 标准下载解压密码:www.bzxz.net
标准图片预览




标准内容
中华人民共和国机械行业标准
冲槽机精度
1主题内容与适用范围
本标准规定了冲槽机的精度检验项目和检验方法。本标准适用于各种内定位、外定位冲槽机。2引用标准
GB1958形状和位暨公差检测规定金属切削机床精度检验通则
JB2670
3检验规则
3.1一般要求免费标准bzxz.net
3.1.1除应执行本标准的各条要求外,还应参照JB2670的有关要求执行。JB/T5349.3—1991
3.1.2精度检验前,冲槽机应处于水平位置,在工作台中部的纵向与横向上其测量值应不超过0.10/1000.
3.1.3本标准第3.2.1条中的G4、G5两项应在负荷试验后进行。3.1.4检验平面四周的不计精度的边缘尺寸为15mm。对工作台或工作台板的缺口,其四周边缘的不计精度尺寸为10mm。
3.2精度检验
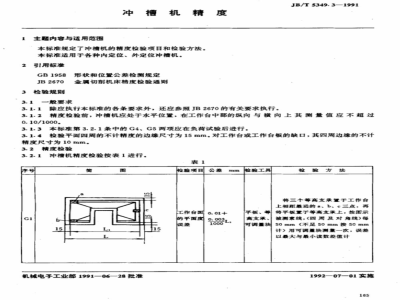
3.2.1冲槽机精度检验按表1进行。表1
机械电子工业部199106一28批准15
检验项目
江作台面
的平面度
检验工具
平板、等
高支承、
检验方法
将三个等高支承置于工作台
上相距最远的a、b、c三点,再
将平板置于等高支承上,按图示被测索线,(四周及对角线)每
50mm(不足50mm按50mm
可调量块
计)用可调量块测量一次,误差以最大与最小读数差值计
1992—07—01实施
JB/T5349.3—1991
表1(续)
检验项目
滑块下平
面的平面
度误差
滑块模柄
孔对T
型糖的对
称度误差
滑块下平
面对工作
台平行
度误差
检验工具
平板、带
指示器的
测量架、
固定和可
调支承
卡板塞尺
平尺,带
指示器的
测量架
将滑块支承在平板上,调整被
测平面最远三点《a、b、c)使其与平板等高。指示器沿图示被测素线(四边》作直线移动,误差以最大与最小读数的差值计。
本项检验允许在装配前进行。
在模柄孔中装入心轴,将卡板
卡住两端T型槽,用塞尺检查距
离a:然后用卡板卡住T型槽的
另一边,再用塞尺检查臣离b、a和c的差值就是清块模柄孔对T
型精的对称度误差。
本项检验允许在装配前进行。
在最大封闭高度进行检测,将
带有指示器的测量架放在工作
台上的平尺上,指示器的测头触及滑块下平面,按图示两个方向进行检测,误差以相邻两端点的最大读数差值计。
在b示方向上的检测。滑块下
平面与工作台面在A处的间距
不得小于B处的间距。
本项检验前,允许调整模柄压
紧块,检查时应为夹紧状态。
JB/T 5349.3—1991
表1(续)
检验项目公差
滑块行程
对工作台
面的垂直
度误差
分度轴孔
的径向0.02
分度轴中
心和滑块
棋柄孔中
每300测
心连线与
量长度为
分度座导
锁平行度
检验工具
平尺,角
尺,带指
示器的测
带指示器
的测量架
平尺,帮
指示器的
测量架
检验方法
在任意封闭高度进行检测。将
角尺放在工作台上的平尺上,带有指示器的测量架紧固在滑块
上,指示器测头触及角尺测量
面。取清块向下运行时,按图示两个方向进行检测,误差以最大读数差值计。
在b示方向测量时,指示器在
行程上位的读数应不小于行程
下位的读数。
带有指示器的测量架,紧固在
工作台面上,指示器触头触及并垂直于分度轴孔表面;分度轴策转一周进行检测。误差以最大读数差值计。
在工作台上固定-平尺,使其
测量面与滑块模柄孔中心和分
度轴中心的连线平行,将指示器固定在分度座上,使测头触及平尺测量面取分度座距滑块最大
位置向最小位置移动时检测,误差以最大读数差值计,
测试方向
注,①L为工作台面的实际检验长度。②L为滑块下平面的实际检验长度附加说明:
JB/T5349.3-1991
表1(完)
检验项目极限偏差mm检验工具
分度座的
线位移精
分度轴定
位的重复
带指示器
检验方法
带有指示器的测量架,紧固在
工作台面上,指示器测头触及分度轴外圆。分度轴进给2mm,在
任意位置,反复测量三次,误差的测量架
以指示器读数值与理论进给值
之最大差值计。
注,无径向进给的冲槽机,此
项不检测。
将圆柱销固定在图盘300圆
周上,再将圈盘与分度轴固紧,滑块在下死点时,用固定在圆柱角尺转动套上的指示器,在
圆盘,圆
柱销指示
器,带转
动套的圆
柱角尺
本标准由机械电子工业部沈阳电工专用设备研究所提出井归口。本标准由芜湖电工机械广负责起草。本标准主要起草人戴卫国、载庆秋。168
必300圆周切向将测头触及圆柱
销进行检测(初始位置)。转开指示器,盘动飞轮使分度轴旋转一周且滑块仍处于下死点时,再测量一次,如此反复测量10次,误差以最大该数差值之一半计。
此项检验,允许按使用条件,
冲制硅钢片槽形,测景相邻槽形间距高误差值来代替,其最大槽形距误差应不大于0.10
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
冲槽机精度
1主题内容与适用范围
本标准规定了冲槽机的精度检验项目和检验方法。本标准适用于各种内定位、外定位冲槽机。2引用标准
GB1958形状和位暨公差检测规定金属切削机床精度检验通则
JB2670
3检验规则
3.1一般要求免费标准bzxz.net
3.1.1除应执行本标准的各条要求外,还应参照JB2670的有关要求执行。JB/T5349.3—1991
3.1.2精度检验前,冲槽机应处于水平位置,在工作台中部的纵向与横向上其测量值应不超过0.10/1000.
3.1.3本标准第3.2.1条中的G4、G5两项应在负荷试验后进行。3.1.4检验平面四周的不计精度的边缘尺寸为15mm。对工作台或工作台板的缺口,其四周边缘的不计精度尺寸为10mm。
3.2精度检验
3.2.1冲槽机精度检验按表1进行。表1
机械电子工业部199106一28批准15
检验项目
江作台面
的平面度
检验工具
平板、等
高支承、
检验方法
将三个等高支承置于工作台
上相距最远的a、b、c三点,再
将平板置于等高支承上,按图示被测索线,(四周及对角线)每
50mm(不足50mm按50mm
可调量块
计)用可调量块测量一次,误差以最大与最小读数差值计
1992—07—01实施
JB/T5349.3—1991
表1(续)
检验项目
滑块下平
面的平面
度误差
滑块模柄
孔对T
型糖的对
称度误差
滑块下平
面对工作
台平行
度误差
检验工具
平板、带
指示器的
测量架、
固定和可
调支承
卡板塞尺
平尺,带
指示器的
测量架
将滑块支承在平板上,调整被
测平面最远三点《a、b、c)使其与平板等高。指示器沿图示被测素线(四边》作直线移动,误差以最大与最小读数的差值计。
本项检验允许在装配前进行。
在模柄孔中装入心轴,将卡板
卡住两端T型槽,用塞尺检查距
离a:然后用卡板卡住T型槽的
另一边,再用塞尺检查臣离b、a和c的差值就是清块模柄孔对T
型精的对称度误差。
本项检验允许在装配前进行。
在最大封闭高度进行检测,将
带有指示器的测量架放在工作
台上的平尺上,指示器的测头触及滑块下平面,按图示两个方向进行检测,误差以相邻两端点的最大读数差值计。
在b示方向上的检测。滑块下
平面与工作台面在A处的间距
不得小于B处的间距。
本项检验前,允许调整模柄压
紧块,检查时应为夹紧状态。
JB/T 5349.3—1991
表1(续)
检验项目公差
滑块行程
对工作台
面的垂直
度误差
分度轴孔
的径向0.02
分度轴中
心和滑块
棋柄孔中
每300测
心连线与
量长度为
分度座导
锁平行度
检验工具
平尺,角
尺,带指
示器的测
带指示器
的测量架
平尺,帮
指示器的
测量架
检验方法
在任意封闭高度进行检测。将
角尺放在工作台上的平尺上,带有指示器的测量架紧固在滑块
上,指示器测头触及角尺测量
面。取清块向下运行时,按图示两个方向进行检测,误差以最大读数差值计。
在b示方向测量时,指示器在
行程上位的读数应不小于行程
下位的读数。
带有指示器的测量架,紧固在
工作台面上,指示器触头触及并垂直于分度轴孔表面;分度轴策转一周进行检测。误差以最大读数差值计。
在工作台上固定-平尺,使其
测量面与滑块模柄孔中心和分
度轴中心的连线平行,将指示器固定在分度座上,使测头触及平尺测量面取分度座距滑块最大
位置向最小位置移动时检测,误差以最大读数差值计,
测试方向
注,①L为工作台面的实际检验长度。②L为滑块下平面的实际检验长度附加说明:
JB/T5349.3-1991
表1(完)
检验项目极限偏差mm检验工具
分度座的
线位移精
分度轴定
位的重复
带指示器
检验方法
带有指示器的测量架,紧固在
工作台面上,指示器测头触及分度轴外圆。分度轴进给2mm,在
任意位置,反复测量三次,误差的测量架
以指示器读数值与理论进给值
之最大差值计。
注,无径向进给的冲槽机,此
项不检测。
将圆柱销固定在图盘300圆
周上,再将圈盘与分度轴固紧,滑块在下死点时,用固定在圆柱角尺转动套上的指示器,在
圆盘,圆
柱销指示
器,带转
动套的圆
柱角尺
本标准由机械电子工业部沈阳电工专用设备研究所提出井归口。本标准由芜湖电工机械广负责起草。本标准主要起草人戴卫国、载庆秋。168
必300圆周切向将测头触及圆柱
销进行检测(初始位置)。转开指示器,盘动飞轮使分度轴旋转一周且滑块仍处于下死点时,再测量一次,如此反复测量10次,误差以最大该数差值之一半计。
此项检验,允许按使用条件,
冲制硅钢片槽形,测景相邻槽形间距高误差值来代替,其最大槽形距误差应不大于0.10
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。