GB/T 2424.21-1985
基本信息
标准号: GB/T 2424.21-1985
中文名称:电工电子产品基本环境试验规程 润湿称量法可焊性试验导则
标准类别:国家标准(GB)
标准状态:已作废
发布日期:1985-05-09
实施日期:1986-02-01
作废日期:2008-10-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:193207
标准分类号
标准ICS号:试验>>19.040环境试验
中标分类号:电工>>电工综合>>K04基础标准与通用方法
关联标准
替代情况:被GB/T 2423.32-2008代替
出版信息
出版社:中国标准出版社
页数:5页
标准价格:8.0 元
出版日期:1986-02-01
相关单位信息
首发日期:1985-05-09
复审日期:2004-10-14
起草单位:润湿称量法可焊性试验工作组
发布部门:中国电器工业协会
主管部门:中国电器工业协会
标准简介
GB/T 2424.21-1985 电工电子产品基本环境试验规程 润湿称量法可焊性试验导则 GB/T2424.21-1985 标准下载解压密码:www.bzxz.net
标准图片预览





标准内容
中华人民共和国国家标准
电工电子产品基本环境试验规程润湿称量法可焊性试验导则
Basic environmental testing proceduresfor electric and electronic productsGuidance on solderability testing bythe wetting balance method
可润湿性测的定义
UDC 621.3
:620.179.2
GB 2424.21-85
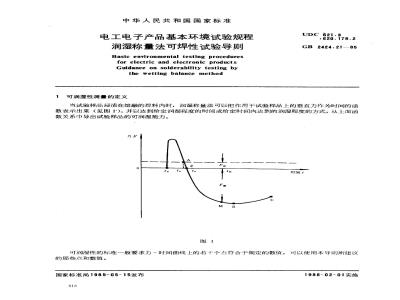
当试验样品漫渍在熔融的焊料内时,润湿称量法可以把作用于试验样品上的垂直力作为时间的函数表示出来(见图1),并以达到给定润湿程度的时间或给定时间内达到的润湿程度的方式,从上面函数关系中导出试验样品的可润湿能力。力F
时间!
可润湿性的标准一般要求力一时间曲线上的若十个点符合于规定的数值,可以使用本导则所建议的那些点和数值。
国家标准局1985-05-15发布
1986-02-01实施
GB 2424.21--85
若要求得到可以再现的和定量的结果,试验设备必须符合GB2423.32-85《润漩称量法可焊性试验方法》标准的要求,本导则中给出了这些要求和基于这些要求的鉴方法。2试验样品的形状
试验样品可以具有任何形状,但是浸溃部位具有均匀截面积,例如矩形或圆形试验样品可以简化对曲线的分析和力的计算,为了减少计算误差,试验样品没渍时,其试验表面与铅垂线的夹角应在土15°范围之内,试验样品的漫渍端截面应与轴线成90°,且不应有毛刺。本试验可用于具有很大的不能被焊料所润湿的区域的片状电容器或印制电路板等试验样品,然而,这些区域对力一时间曲线可能产生影响。因此,现行的试验标准主要适用于元、器件的引线,而且这种元、器件的引线的整个截面的周边能够被焊料所润湿。3试验样品的准备
试验样品采用浸焊剂和去除多余焊剂的标准程序是非常重要的,其目的是为了防止在试验过程中测得的曲线不受焊剂挥发或焊剂滴落影响的干扰。4试验设备的特性
4.1记录装置免费标准bzxz.net
4.1.1零点调节
在试验周期中,当从不润湿情况变为润湿情况时,作用在试验样品上的力改变方向,在某些情况下,浮力可导致润湿曲线的相当大的垂直偏移。为了在最高灵敏度条件下,记录到整个润湿曲线,这就需要操作曲线记录仪使零位在记录纸的适当位置,以保持整个曲线在记录纸上。4.1.2响应时间
响应时间必须足够小,以保证记录装置能精确地再现润湿力的快速变化,特别是在润湿的开始阶段,虽然在理论上应该无穷小,但实践证明最大响应时间小于0.3s即可满足试验要求。测量试验设备的响应时间和零点的稳定性的程序如下,测量时使用一重量已知的码和形状适于携带该码的试验夹具,该码的重量应足以给出记录笔从中间零点到满刻度的偏转。a。在装上试验夹具的情况下,将记录仪调节到零位;b。在最高速度档位开始作图,
c:将码放在夹具上,
d在2或3s后取下码,让记录仪仍在自由运行;e.再过2或3s后,重新将码放在夹具上,f.重复d~e的程序至少5到6次然后关闭记录仪。在记录纸上所得曲线即给出了设备在所选档位的灵敏度、记录笔的响应时间和它返回到零位的一致性。
4.1.3灵敏度调节
为了试验不同尺寸的试验样品,需要用灵敏度程调节装置,使用带有放大量可调节的测量放大器的曲线记录仪可以很方便地达到这一目的。若这些满刻度的力在20mN到1mN之间(相当于加上2g到100mg的质量)即可适应周长在20mm到1mm之间的试验样品。4.1.4绘图速度
为了能对力-时间曲线上的拐点有足够的鉴别力,需要10mm/s的最小绘图速度。4.2秤系
4.2.1弹簧的刚度
秤系用来测量作用于试验样品上的力引起的弹簧组件的位移,这一位移导致漫渍在焊料中的试验样品的深度的变化,从而相应地引起浮力的变化。因此要求弹簧系统要有足够的刚度以使在试验中弹617
GB2424.21—85
簧的偏离和由此引起浮力的变化马测量中的其他力相比可以忽略不计。4.2.2噪声电平
在最灵敏的试验量程档,在秤与放大器系统内的电气和机械噪声电平应不超过信号电平的10%。4.3焊槽
焊槽应具有足够大的热容量,以便能够按规定的精度要求保持试验温度,试验样品应离槽壁足够远以使作用在试验样品上的力不受焊料表面边缘弯液面的影响。选择235℃的槽温的国的是为了提高试验的鉴别力。某些镀层,例如光亮镀锡或镀金,在60%的锡和40%的铅组成的焊料中,其溶解速率在235℃到250℃之间有明显的变化,在这种场合由有关标准规定可以用250℃的槽温来进行试验。4.4槽的升降机构和控制
4.4.1浸渍深度
必须规定试验样品在熔融焊料中的漫渍深度,浸渍深度必须满疑下列条件:a。在润湿过程中,上升的焊料弯液面要跨过所关心的文域,同时,试验样是,与焊槽底部又要保持-定距离,必要时需修剪试验样品的端部。b。弯液面所跨过的区域最好应具有均匀的截面积。c.漫深度的调节误差应在土0.2mm范围之内。注:凌渍得越深,浮力线偏离中心零位越大,即使在完全润漩的情况下,最后信号可能仍保持在初始平衡点之上没渍得越深,从焊料到试验样品热传输的有效界面越大,因此润湿过程被热传输效应延迟得越小。4.4.2浸渍速度
对于标准的操作方法而言,浸渍速度控制在16~25mm/s范围内为宜。速度太快在焊槽中可能产生冲击波,它会「扰力的测量,而速度太慢又会使在弯液面升起的重要起始阶段焊槽仍在移动中。4.4.3漫溃持续时间
试验样品的锡焊过程时间大于10s通常是不允许的,然而对不好焊的或热容量大的试验样品为了收集足够的信息需要停留10s的时间,对于小的试验样品,(例如引线)通常停留5s的时间已经足够。比较在试验周期初期阶段所记录的力的数值和在停留时间的末尾所记录的力的数值能够提供焊料和试验样品之间界面稳定性的信息(见6.1.3)。5些典型的力-时间曲线
力一时间曲线上,作用于试验样品上的力,向上的那:部分曲线表示不润湿,我们用证值表示;向下的那-部分曲线表示润湿,我们用负值表示。在抵消了试验样品重量的情况下,虚线代表在试验周期开始时的情况,水平实线表示润湿力等于零时的浮力偏移。
试验样品的浮力可由其没渍部分的体积和它所取代的熔融焊料的密度计算出来,在235℃的规定试验温度下,对于60%的锡和40%的铅的熔融焊料的密度值采用8000kg/m3。典型的力一时间曲线如图2所示。618
完全不润,
不良润觀
良好润湿
受限热
耗散的快
延迅润觀
6从力一时间曲线上测量参数
GB 2424.21—-85
慢润湿
飘浮试
验样品
极快润湿
不稳定润湿
6.1试验标准的选择
润湿称量法可焊性试验的优点之一是检查了整个润湿过程,当判定是否符合试验要求时,官采用在GB2423.32一85《润湿称量法可焊性试验方法》标准6.4条所列的参数中1个以1的参数。6.1.1润湿开始的时间
在点A(图1),锡焊过程从不润湿状态转而间焊料的弯液面从焊槽中的焊料表面上开始升的点。因此在t。和t。之间的时间间隔就是润湿开始阶段所需的时间,对了用批量焊接程序组装的兀、器件,此时间大约为1~2.5s,取决于焊剂的类型和试验样品的热特性。619
6.1.2润漩过程
GB 2424.21—85
用在规定时间内所达到的实际润湿力占理论润湿力或参考润湿力的再分数来评定试验样钻的可焊性。
当有关标准没有明确规定时,在使用非活性焊剂的情况下,推荐在3s内达到理论润漩力或参考润湿力的35%。
注:测得的润湿力是包含浮力偏移的,评定时应首先消除浮力的影响。6.1.3润湿稳定
在B点(图1)的最大力的值得到以后,弯液面可保持稳定,同时力的数值不再变化,然而这种稳定可以被试验样品和焊料之间的反应所破坏,学致试验样品的表面被焊料溶解或者在界面形成:层反应成物。此外,剩余的焊剂可能挥发或分解或迁移到烨料表面「。这些影响可导效润湿力的减小,使在试验周期末尾C点的润湿力小于B点,这种不稳定是我们所不希兜的。对F5~10s的试验周期,我们推荐:C点的润湿力/B点的润湿力的值应超过0.8,这就限制了在此周期内理论接触角的允许变化极限小于10°(初始值小于20°的例外)。如1所述,应注意,力的变化可能是由于实际接触角以外的其他因素所引起的。6.2理论润湿力
为了有1个不依赖于试验样品润湿性能的润湿力标准,实际测得的润湿力在消除浮力影响以后可以和用计算取得的理论润湿力进行比较。理论润湿力F(mN)可以用下列公式计算:F = -0.4L
武: L-
试验样晶没溃部位的周长,mm。a,理论润湿力作用于试验样晶表面的平面内(即接触角为0)。b.在235℃时,相应于规定的焊剂和焊料的表面张力常数为0.4N/m(=0.4J/m2)。c.为做此计算,在235℃时熔融焊料的密度近似为8000kg/m3。附加说明:
本标准由全国电工电子产品环境技术标准化技术委员会提出。本标准由全国电工电广产品环境技术标准化技术委员会润湿称量法可焊性试验国标编制工作组起草。
本标准主要起草人周心才、王秀清、卢证济、庞怀信、王希平、何成山等。620
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
电工电子产品基本环境试验规程润湿称量法可焊性试验导则
Basic environmental testing proceduresfor electric and electronic productsGuidance on solderability testing bythe wetting balance method
可润湿性测的定义
UDC 621.3
:620.179.2
GB 2424.21-85
当试验样品漫渍在熔融的焊料内时,润湿称量法可以把作用于试验样品上的垂直力作为时间的函数表示出来(见图1),并以达到给定润湿程度的时间或给定时间内达到的润湿程度的方式,从上面函数关系中导出试验样品的可润湿能力。力F
时间!
可润湿性的标准一般要求力一时间曲线上的若十个点符合于规定的数值,可以使用本导则所建议的那些点和数值。
国家标准局1985-05-15发布
1986-02-01实施
GB 2424.21--85
若要求得到可以再现的和定量的结果,试验设备必须符合GB2423.32-85《润漩称量法可焊性试验方法》标准的要求,本导则中给出了这些要求和基于这些要求的鉴方法。2试验样品的形状
试验样品可以具有任何形状,但是浸溃部位具有均匀截面积,例如矩形或圆形试验样品可以简化对曲线的分析和力的计算,为了减少计算误差,试验样品没渍时,其试验表面与铅垂线的夹角应在土15°范围之内,试验样品的漫渍端截面应与轴线成90°,且不应有毛刺。本试验可用于具有很大的不能被焊料所润湿的区域的片状电容器或印制电路板等试验样品,然而,这些区域对力一时间曲线可能产生影响。因此,现行的试验标准主要适用于元、器件的引线,而且这种元、器件的引线的整个截面的周边能够被焊料所润湿。3试验样品的准备
试验样品采用浸焊剂和去除多余焊剂的标准程序是非常重要的,其目的是为了防止在试验过程中测得的曲线不受焊剂挥发或焊剂滴落影响的干扰。4试验设备的特性
4.1记录装置免费标准bzxz.net
4.1.1零点调节
在试验周期中,当从不润湿情况变为润湿情况时,作用在试验样品上的力改变方向,在某些情况下,浮力可导致润湿曲线的相当大的垂直偏移。为了在最高灵敏度条件下,记录到整个润湿曲线,这就需要操作曲线记录仪使零位在记录纸的适当位置,以保持整个曲线在记录纸上。4.1.2响应时间
响应时间必须足够小,以保证记录装置能精确地再现润湿力的快速变化,特别是在润湿的开始阶段,虽然在理论上应该无穷小,但实践证明最大响应时间小于0.3s即可满足试验要求。测量试验设备的响应时间和零点的稳定性的程序如下,测量时使用一重量已知的码和形状适于携带该码的试验夹具,该码的重量应足以给出记录笔从中间零点到满刻度的偏转。a。在装上试验夹具的情况下,将记录仪调节到零位;b。在最高速度档位开始作图,
c:将码放在夹具上,
d在2或3s后取下码,让记录仪仍在自由运行;e.再过2或3s后,重新将码放在夹具上,f.重复d~e的程序至少5到6次然后关闭记录仪。在记录纸上所得曲线即给出了设备在所选档位的灵敏度、记录笔的响应时间和它返回到零位的一致性。
4.1.3灵敏度调节
为了试验不同尺寸的试验样品,需要用灵敏度程调节装置,使用带有放大量可调节的测量放大器的曲线记录仪可以很方便地达到这一目的。若这些满刻度的力在20mN到1mN之间(相当于加上2g到100mg的质量)即可适应周长在20mm到1mm之间的试验样品。4.1.4绘图速度
为了能对力-时间曲线上的拐点有足够的鉴别力,需要10mm/s的最小绘图速度。4.2秤系
4.2.1弹簧的刚度
秤系用来测量作用于试验样品上的力引起的弹簧组件的位移,这一位移导致漫渍在焊料中的试验样品的深度的变化,从而相应地引起浮力的变化。因此要求弹簧系统要有足够的刚度以使在试验中弹617
GB2424.21—85
簧的偏离和由此引起浮力的变化马测量中的其他力相比可以忽略不计。4.2.2噪声电平
在最灵敏的试验量程档,在秤与放大器系统内的电气和机械噪声电平应不超过信号电平的10%。4.3焊槽
焊槽应具有足够大的热容量,以便能够按规定的精度要求保持试验温度,试验样品应离槽壁足够远以使作用在试验样品上的力不受焊料表面边缘弯液面的影响。选择235℃的槽温的国的是为了提高试验的鉴别力。某些镀层,例如光亮镀锡或镀金,在60%的锡和40%的铅组成的焊料中,其溶解速率在235℃到250℃之间有明显的变化,在这种场合由有关标准规定可以用250℃的槽温来进行试验。4.4槽的升降机构和控制
4.4.1浸渍深度
必须规定试验样品在熔融焊料中的漫渍深度,浸渍深度必须满疑下列条件:a。在润湿过程中,上升的焊料弯液面要跨过所关心的文域,同时,试验样是,与焊槽底部又要保持-定距离,必要时需修剪试验样品的端部。b。弯液面所跨过的区域最好应具有均匀的截面积。c.漫深度的调节误差应在土0.2mm范围之内。注:凌渍得越深,浮力线偏离中心零位越大,即使在完全润漩的情况下,最后信号可能仍保持在初始平衡点之上没渍得越深,从焊料到试验样品热传输的有效界面越大,因此润湿过程被热传输效应延迟得越小。4.4.2浸渍速度
对于标准的操作方法而言,浸渍速度控制在16~25mm/s范围内为宜。速度太快在焊槽中可能产生冲击波,它会「扰力的测量,而速度太慢又会使在弯液面升起的重要起始阶段焊槽仍在移动中。4.4.3漫溃持续时间
试验样品的锡焊过程时间大于10s通常是不允许的,然而对不好焊的或热容量大的试验样品为了收集足够的信息需要停留10s的时间,对于小的试验样品,(例如引线)通常停留5s的时间已经足够。比较在试验周期初期阶段所记录的力的数值和在停留时间的末尾所记录的力的数值能够提供焊料和试验样品之间界面稳定性的信息(见6.1.3)。5些典型的力-时间曲线
力一时间曲线上,作用于试验样品上的力,向上的那:部分曲线表示不润湿,我们用证值表示;向下的那-部分曲线表示润湿,我们用负值表示。在抵消了试验样品重量的情况下,虚线代表在试验周期开始时的情况,水平实线表示润湿力等于零时的浮力偏移。
试验样品的浮力可由其没渍部分的体积和它所取代的熔融焊料的密度计算出来,在235℃的规定试验温度下,对于60%的锡和40%的铅的熔融焊料的密度值采用8000kg/m3。典型的力一时间曲线如图2所示。618
完全不润,
不良润觀
良好润湿
受限热
耗散的快
延迅润觀
6从力一时间曲线上测量参数
GB 2424.21—-85
慢润湿
飘浮试
验样品
极快润湿
不稳定润湿
6.1试验标准的选择
润湿称量法可焊性试验的优点之一是检查了整个润湿过程,当判定是否符合试验要求时,官采用在GB2423.32一85《润湿称量法可焊性试验方法》标准6.4条所列的参数中1个以1的参数。6.1.1润湿开始的时间
在点A(图1),锡焊过程从不润湿状态转而间焊料的弯液面从焊槽中的焊料表面上开始升的点。因此在t。和t。之间的时间间隔就是润湿开始阶段所需的时间,对了用批量焊接程序组装的兀、器件,此时间大约为1~2.5s,取决于焊剂的类型和试验样品的热特性。619
6.1.2润漩过程
GB 2424.21—85
用在规定时间内所达到的实际润湿力占理论润湿力或参考润湿力的再分数来评定试验样钻的可焊性。
当有关标准没有明确规定时,在使用非活性焊剂的情况下,推荐在3s内达到理论润漩力或参考润湿力的35%。
注:测得的润湿力是包含浮力偏移的,评定时应首先消除浮力的影响。6.1.3润湿稳定
在B点(图1)的最大力的值得到以后,弯液面可保持稳定,同时力的数值不再变化,然而这种稳定可以被试验样品和焊料之间的反应所破坏,学致试验样品的表面被焊料溶解或者在界面形成:层反应成物。此外,剩余的焊剂可能挥发或分解或迁移到烨料表面「。这些影响可导效润湿力的减小,使在试验周期末尾C点的润湿力小于B点,这种不稳定是我们所不希兜的。对F5~10s的试验周期,我们推荐:C点的润湿力/B点的润湿力的值应超过0.8,这就限制了在此周期内理论接触角的允许变化极限小于10°(初始值小于20°的例外)。如1所述,应注意,力的变化可能是由于实际接触角以外的其他因素所引起的。6.2理论润湿力
为了有1个不依赖于试验样品润湿性能的润湿力标准,实际测得的润湿力在消除浮力影响以后可以和用计算取得的理论润湿力进行比较。理论润湿力F(mN)可以用下列公式计算:F = -0.4L
武: L-
试验样晶没溃部位的周长,mm。a,理论润湿力作用于试验样晶表面的平面内(即接触角为0)。b.在235℃时,相应于规定的焊剂和焊料的表面张力常数为0.4N/m(=0.4J/m2)。c.为做此计算,在235℃时熔融焊料的密度近似为8000kg/m3。附加说明:
本标准由全国电工电子产品环境技术标准化技术委员会提出。本标准由全国电工电广产品环境技术标准化技术委员会润湿称量法可焊性试验国标编制工作组起草。
本标准主要起草人周心才、王秀清、卢证济、庞怀信、王希平、何成山等。620
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。