GB 8545-1987
基本信息
标准号: GB 8545-1987
中文名称:铝及铝合金模锻件的尺寸偏差及加工余量
标准类别:国家标准(GB)
英文名称: Dimensional deviation and machining allowance of aluminum and aluminum alloy die forgings
标准状态:现行
发布日期:1987-01-02
实施日期:1988-01-02
出版语种:简体中文
下载格式:.rar.pdf
下载大小:251425
标准分类号
标准ICS号:冶金>>有色金属>>77.120.10铝和铝合金
中标分类号:冶金>>有色金属及其合金产品>>H61轻金属及其合金
关联标准
采标情况:NEQ DIN 1749:1974
出版信息
出版社:中国标准出版社
页数:8页
标准价格:10.0 元
出版日期:1988-01-02
相关单位信息
首发日期:1987-12-30
复审日期:2004-10-14
起草单位:西南铝加工厂
发布部门:中国有色金属工业协会
主管部门:中国有色金属工业协会
标准简介
本标准适用于铝及铝合金模锻件的尺寸偏差及加工余量。模锻件图纸上标注的偏差或未标注的偏差通常应符合本标准的规定。 GB 8545-1987 铝及铝合金模锻件的尺寸偏差及加工余量 GB8545-1987 标准下载解压密码:www.bzxz.net
标准图片预览





标准内容
中华人民共和国国家标准
铝及铝合金模锻件的尺寸偏差
及加工余量
Die forgings of aluminium and aluminiun alloyDimensional tolerance and machining allowanceUDC 621. 741.7
:621.753.1
GB 8 5 4 5 -- 87
本标准适用于铝及铝合金模锻件的尺寸偏差及加工余量。模锻件图纸上标注的偏差或未标注的偏差通常应符合本标准的规定。
模锻件尺寸的分类
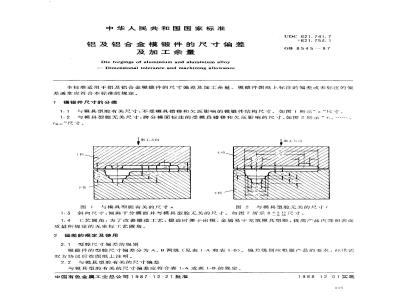
1.1与模具型腔有关尺寸:不受模具错移和欠压影响的模锻件结构尺寸。如图1所示“n”尺寸。1.2与模具型腔无关尺寸:跨分模面标注的受模具错移和欠压影响的尺寸。如图2所示“、毅人”尺寸。
【设方向
图1与模具型腔有关的尺寸n
上级山方向
图2与模具型腔无关的尺寸
1.3斜向尺寸:倾斜于分模面并与模具型腔无关的尺寸。如图7所示8±8.尺寸。1.4工艺圆角:为了改善锻造工艺,锻造时便于出模,金属易于充填模具型腔,提高产品内部和表面质量所规定的无坐标工艺圆角。2偏差的规定及使用
2.1型腔尺寸偏差的级别
模锻件的型腔尺寸偏差分为A、B两级(见表1-A和表1-B)。偏差级别应根据产品的要求,经供需双方协议后在图纸上注明。
2.2与模具型腔有关的尺寸偏差
与模具型腔有关的尺寸偏差应符合表【-A或表1-B的规定。中国有色金属工业总公司1987-12-21批准19881201实施
名义尼守
(n或尺)
7:-10 - 18
50-~80
80-- 120
120~180
>180-250
250~315
315-400
2400~500
>h00630
>630-800
与模具型
腔有美的
只卡编差
>800~1000
>1000-~ 1250
1250-- 1600
1600~~2000
2000~2500
>25003150
>3150 -4000
4000~5000
>5000--6300
GB 8545--87
表1·A
型腔尺小偏差A级
积.cm
100|200400800≥12002000400060009000[1000100
8001200-2000.4000-.6000-.9000--11000l-22000- 200--400
与模具型腔无美的尺小偏差,
+ 0. 5+ 0. 7
+0. 7+0. 8
.-- 0. 7
-2.4+2. 4
+- 1. 0+-1. 1
平面平行度包括在畏列允许的篇差范附内,10m
名义尺
宁模具型
腔有关的
(n或)
尺小偏差
18 -~ 30
230~50
80-- 120
>120~180
180-250
2250~315
2315-400
400-500
>500-630
>630-~800
800--1000
≥1000~1250
1250~1600
21600~-2000
2000~2500
2500~3150
23150-1000
24000 5000
50006300
GB 8 5 4 5
型腔尺寸偏差B级
表[-B
200400800120020004000600090021400050
-4001-800-1200-20004000--60009000-4000--22000~100200
与模具型腔无美的尺编差。
平而平行度包括在丧列允许的偏差范用内,22
.91-1 2. 2
t2、8
1. 8 -+ 2. 0
1-2. 6112. 9
-3. 4-3. 8
举例!:模锻件的型腔尺寸偏差为A级,其名义尺寸n为8mm(与模具型腔尺寸有关的尺小出表1A查出允许偏差为土0.25mm107
GB8545
举例2:模锻件的型腔尺寸偏差为B级,其名义尺寸为8mm(与模具型腔尺寸有美的尺寸”,由表1-B查出允许偏差为±8:5mm。2.3与模具型腔无关的尺寸偏差
2.3.1模锻件尺寸偏差选用时投影面积的计算方法:2.3.1.1圆形类模锻件的投影面积等于圆面积。2.3.1.2非圆形模锻件的投影面积按其一个外接简单匹边形(梯形、棱形、矩形)而积计算。图3所示,投影面积为n×侣:或按梯形计算。图3投影面积示意图
2.3.2与模具型腔无关的尺寸偏差按模锻件的投影面积和与模具型腔无关的最大尺寸“从丧1-A或表1-B中直接查出,其他较小的“t\尺寸偏差均与“t般太”尺寸偏差相同。举例:模锻件的投影面积为25×10=250cm2,t人为17mm。模锻件型腔尺寸偏差为A级时,从表1-A投影面积200~400cm与名义尺寸10~18mm交点,查出其偏差为十1.1、0.7.则本模锻件所有与模具型腔无关的尺寸偏差均为±lmm。模锻件型腔尺寸偏差为B级时,从表1-B中查出其偏差为十1.1、一0.8,则本模锻件所有与模具型腔无关的尺寸偏差均为mm。
2.4错移
2.4.1错移,指上、下模具整体和局部基准线的错位致使模锻件相应部位发生的错移。2.4.2允许的错移由垂直于锻击方向的最大名义尺寸确定并应符合表2的规定。允许的错移不包括在与模具型腔有关的尺寸偏差之内,即,与模具型腔有关的尺寸偏差和允许的错移分别使用。见图4、图5、图6。
允诈错移的参考尺,
图1错移尺寸示意图
图5设计尺寸
图6实际允许民』
最人名义
允许错移
GB8545
允许的错移
≥630~
≥1250~
>2000~
>3150~
举例:模锻件垂直于锻击方向的最大名义尺寸80mm,偏差为土0.6mm,从表2中查出错移为0.5mm,则模锻件实际允许最大尺寸为80.6mm,最小尺寸为79.4mm,允许最大错移0.5mm,最小极限尺寸为78.9mm。
2.5斜向尺寸偏差
斜向尺寸偏差按下列公式计算:斜向尺寸偏差一壁厚的错移十与模具型腔无关的尺寸偏差×tgβ举例:图7,模锻件投影面积为120cm,t最大为10mm,垂直于锻击方向的最大名义尺寸n为50mm.壁厚8mm,模锻斜度8为10°。从表1-A(型腔尺寸偏差为B级时,从表1-B查出)查出与模具型腔无关的尺小偏差二01.\mm,从表
2查出允许错移为0.3mm,tg10°=0.1763。斜尚尺寸偏差=±0.3十±0.×0.1763上8: + +08:0
模锻件在该处的斜向尺寸偏差为+0.45mm,模锻件在该处实际允许最大极限尺寸为8.45mm,最小极限尺寸7.61mm,见图8。
面积A一120cmz
图7设计尺寸
2.61.艺圆角半径偏差
图8实际允许尺寸
凡半径不人于50mm的二厂艺圆角,其半径偏差均应符合表3规定。大于50mm的工艺圆角,其半径偏差由供需双方协议并在图纸中注明。表3
两角半径
>2~4
工艺圆角半径偏差
>6~8
>8~10bZxz.net
>10~20
>20~-35
>35~50
注:个别重要的阅弧尺寸有偏差规定,但又容易与工艺圆们半径相混淆时,应在孤半径注明偏差以示区别。2.7
模锻斜度偏卷
模锻斜度偏差应符合表4的规定
模锻斜度
角度偏差
GB8545
模锻斜度编
除模锻斜度偏差以外的角度偏差以模锻件角度的短边尺小计算并应符合表5的规定,2.8.1
表5角度偏差
角度的短边尺于,mm
>10~50
>50~120
120315
315~630
>630~1250
1250~2000
>2000-~3150
>3150~-6300
2.8.2模锻件角度偏差除直接测量角度外,也叮用计算的方法将角度偏差换节成长度尺十偏准进行测α,计算方法如下:
首先在图纸上确定角的短边长度,从表5查出允许的角度偏差,再按下面进行计筑图9长度尺寸偏计算示意图
图9中:AC(b)为角的长边,AB()为角的短边,B垂直于AC。出a=csinβ名义角度时的距离
m士rsinvi充许的角度偏差换算后的距离偏差得出的允许长度尺寸为
2.9耳的尺寸偏差
凹耳的尺寸偏差应符合表1A或表1-B规定。举例:图10,模锻件间距离(中心距)为160mm.出表1-A(型腔尺小偏为1级时,从表11查出)套出m为160mm时允诈偏差为士0.9mm,刚凸耳问距离(中心距)为160:0.9mm110
2.10模锻件的翘曲
GB 8545 -87
凸耳间距离
模锻件的翘曲根据模锻件垂直于锻击方向的最大名义尺寸确定。此偏差单独使用并应符合表6的规定。
最大名义
未时效
50~~
模锻件的残余毛边量
>120~
允许的翘曲
模锻件允许的最大残余毛边量应符合表7的规定。>630~
表7允许的最大残余毛边量
模锻件最大长度尺寸
允许的最人残余毛边量
≥>120~
>1250~
>630~
注:①本表适用于使用冲切模或铣床、车床等机械加工.方法去掉毛边的模锻件2000
>1250~s
②用金属带锯切除毛边时的允许最大残余毛边量,山供需双方协议后在图纸上注明。2000-
3150~~
③采用组合模、顶出器等在锻造时产生的厚度小于1mm的飞刺原则上要全部清除,对下小件或清除有困难的残留飞刺,其长度不得大于!mm。顶出器痕迹的凸峰和即陷尺寸
使用顶出器在模锻件上造成的凸凹痕迹不得超出表8的规定并单独使用。表8
投影面积,cm*
允许顶出痕迹,mm0.4
允许顶出痕迹的凸峰和凹陷
>200>400
~800
~1200
≥1200
~2000
≥2000
≥6000
214000
模锻件单面加工余量
GB8545-87
模锻件单面加工余量应符合表9的规定:表9模锻件的单面加工余量
模锻件最大边长
≥50~120
≥120~250
>250~~400
400~630
>630~1000
>1000~1250
>1250~1600
>1600~2000
>2000~2500
>2500~3150
>3150~~4000
>4000~5000
>50006300
注:根据切削加工的需要,表中余量值可以适当增大或减小。附加说明:
本标准由西南铝加工厂负责起草。本标准主要起草人陈能秀、刘福厚。12
单商加!余量
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
铝及铝合金模锻件的尺寸偏差
及加工余量
Die forgings of aluminium and aluminiun alloyDimensional tolerance and machining allowanceUDC 621. 741.7
:621.753.1
GB 8 5 4 5 -- 87
本标准适用于铝及铝合金模锻件的尺寸偏差及加工余量。模锻件图纸上标注的偏差或未标注的偏差通常应符合本标准的规定。
模锻件尺寸的分类
1.1与模具型腔有关尺寸:不受模具错移和欠压影响的模锻件结构尺寸。如图1所示“n”尺寸。1.2与模具型腔无关尺寸:跨分模面标注的受模具错移和欠压影响的尺寸。如图2所示“、毅人”尺寸。
【设方向
图1与模具型腔有关的尺寸n
上级山方向
图2与模具型腔无关的尺寸
1.3斜向尺寸:倾斜于分模面并与模具型腔无关的尺寸。如图7所示8±8.尺寸。1.4工艺圆角:为了改善锻造工艺,锻造时便于出模,金属易于充填模具型腔,提高产品内部和表面质量所规定的无坐标工艺圆角。2偏差的规定及使用
2.1型腔尺寸偏差的级别
模锻件的型腔尺寸偏差分为A、B两级(见表1-A和表1-B)。偏差级别应根据产品的要求,经供需双方协议后在图纸上注明。
2.2与模具型腔有关的尺寸偏差
与模具型腔有关的尺寸偏差应符合表【-A或表1-B的规定。中国有色金属工业总公司1987-12-21批准19881201实施
名义尼守
(n或尺)
7:-10 - 18
50-~80
80-- 120
120~180
>180-250
250~315
315-400
2400~500
>h00630
>630-800
与模具型
腔有美的
只卡编差
>800~1000
>1000-~ 1250
1250-- 1600
1600~~2000
2000~2500
>25003150
>3150 -4000
4000~5000
>5000--6300
GB 8545--87
表1·A
型腔尺小偏差A级
积.cm
100|200400800≥12002000400060009000[1000100
8001200-2000.4000-.6000-.9000--11000l-22000- 200--400
与模具型腔无美的尺小偏差,
+ 0. 5+ 0. 7
+0. 7+0. 8
.-- 0. 7
-2.4+2. 4
+- 1. 0+-1. 1
平面平行度包括在畏列允许的篇差范附内,10m
名义尺
宁模具型
腔有关的
(n或)
尺小偏差
18 -~ 30
230~50
80-- 120
>120~180
180-250
2250~315
2315-400
400-500
>500-630
>630-~800
800--1000
≥1000~1250
1250~1600
21600~-2000
2000~2500
2500~3150
23150-1000
24000 5000
50006300
GB 8 5 4 5
型腔尺寸偏差B级
表[-B
200400800120020004000600090021400050
-4001-800-1200-20004000--60009000-4000--22000~100200
与模具型腔无美的尺编差。
平而平行度包括在丧列允许的偏差范用内,22
.91-1 2. 2
t2、8
1. 8 -+ 2. 0
1-2. 6112. 9
-3. 4-3. 8
举例!:模锻件的型腔尺寸偏差为A级,其名义尺寸n为8mm(与模具型腔尺寸有关的尺小出表1A查出允许偏差为土0.25mm107
GB8545
举例2:模锻件的型腔尺寸偏差为B级,其名义尺寸为8mm(与模具型腔尺寸有美的尺寸”,由表1-B查出允许偏差为±8:5mm。2.3与模具型腔无关的尺寸偏差
2.3.1模锻件尺寸偏差选用时投影面积的计算方法:2.3.1.1圆形类模锻件的投影面积等于圆面积。2.3.1.2非圆形模锻件的投影面积按其一个外接简单匹边形(梯形、棱形、矩形)而积计算。图3所示,投影面积为n×侣:或按梯形计算。图3投影面积示意图
2.3.2与模具型腔无关的尺寸偏差按模锻件的投影面积和与模具型腔无关的最大尺寸“从丧1-A或表1-B中直接查出,其他较小的“t\尺寸偏差均与“t般太”尺寸偏差相同。举例:模锻件的投影面积为25×10=250cm2,t人为17mm。模锻件型腔尺寸偏差为A级时,从表1-A投影面积200~400cm与名义尺寸10~18mm交点,查出其偏差为十1.1、0.7.则本模锻件所有与模具型腔无关的尺寸偏差均为±lmm。模锻件型腔尺寸偏差为B级时,从表1-B中查出其偏差为十1.1、一0.8,则本模锻件所有与模具型腔无关的尺寸偏差均为mm。
2.4错移
2.4.1错移,指上、下模具整体和局部基准线的错位致使模锻件相应部位发生的错移。2.4.2允许的错移由垂直于锻击方向的最大名义尺寸确定并应符合表2的规定。允许的错移不包括在与模具型腔有关的尺寸偏差之内,即,与模具型腔有关的尺寸偏差和允许的错移分别使用。见图4、图5、图6。
允诈错移的参考尺,
图1错移尺寸示意图
图5设计尺寸
图6实际允许民』
最人名义
允许错移
GB8545
允许的错移
≥630~
≥1250~
>2000~
>3150~
举例:模锻件垂直于锻击方向的最大名义尺寸80mm,偏差为土0.6mm,从表2中查出错移为0.5mm,则模锻件实际允许最大尺寸为80.6mm,最小尺寸为79.4mm,允许最大错移0.5mm,最小极限尺寸为78.9mm。
2.5斜向尺寸偏差
斜向尺寸偏差按下列公式计算:斜向尺寸偏差一壁厚的错移十与模具型腔无关的尺寸偏差×tgβ举例:图7,模锻件投影面积为120cm,t最大为10mm,垂直于锻击方向的最大名义尺寸n为50mm.壁厚8mm,模锻斜度8为10°。从表1-A(型腔尺寸偏差为B级时,从表1-B查出)查出与模具型腔无关的尺小偏差二01.\mm,从表
2查出允许错移为0.3mm,tg10°=0.1763。斜尚尺寸偏差=±0.3十±0.×0.1763上8: + +08:0
模锻件在该处的斜向尺寸偏差为+0.45mm,模锻件在该处实际允许最大极限尺寸为8.45mm,最小极限尺寸7.61mm,见图8。
面积A一120cmz
图7设计尺寸
2.61.艺圆角半径偏差
图8实际允许尺寸
凡半径不人于50mm的二厂艺圆角,其半径偏差均应符合表3规定。大于50mm的工艺圆角,其半径偏差由供需双方协议并在图纸中注明。表3
两角半径
>2~4
工艺圆角半径偏差
>6~8
>8~10bZxz.net
>10~20
>20~-35
>35~50
注:个别重要的阅弧尺寸有偏差规定,但又容易与工艺圆们半径相混淆时,应在孤半径注明偏差以示区别。2.7
模锻斜度偏卷
模锻斜度偏差应符合表4的规定
模锻斜度
角度偏差
GB8545
模锻斜度编
除模锻斜度偏差以外的角度偏差以模锻件角度的短边尺小计算并应符合表5的规定,2.8.1
表5角度偏差
角度的短边尺于,mm
>10~50
>50~120
120315
315~630
>630~1250
1250~2000
>2000-~3150
>3150~-6300
2.8.2模锻件角度偏差除直接测量角度外,也叮用计算的方法将角度偏差换节成长度尺十偏准进行测α,计算方法如下:
首先在图纸上确定角的短边长度,从表5查出允许的角度偏差,再按下面进行计筑图9长度尺寸偏计算示意图
图9中:AC(b)为角的长边,AB()为角的短边,B垂直于AC。出a=csinβ名义角度时的距离
m士rsinvi充许的角度偏差换算后的距离偏差得出的允许长度尺寸为
2.9耳的尺寸偏差
凹耳的尺寸偏差应符合表1A或表1-B规定。举例:图10,模锻件间距离(中心距)为160mm.出表1-A(型腔尺小偏为1级时,从表11查出)套出m为160mm时允诈偏差为士0.9mm,刚凸耳问距离(中心距)为160:0.9mm110
2.10模锻件的翘曲
GB 8545 -87
凸耳间距离
模锻件的翘曲根据模锻件垂直于锻击方向的最大名义尺寸确定。此偏差单独使用并应符合表6的规定。
最大名义
未时效
50~~
模锻件的残余毛边量
>120~
允许的翘曲
模锻件允许的最大残余毛边量应符合表7的规定。>630~
表7允许的最大残余毛边量
模锻件最大长度尺寸
允许的最人残余毛边量
≥>120~
>1250~
>630~
注:①本表适用于使用冲切模或铣床、车床等机械加工.方法去掉毛边的模锻件2000
>1250~s
②用金属带锯切除毛边时的允许最大残余毛边量,山供需双方协议后在图纸上注明。2000-
3150~~
③采用组合模、顶出器等在锻造时产生的厚度小于1mm的飞刺原则上要全部清除,对下小件或清除有困难的残留飞刺,其长度不得大于!mm。顶出器痕迹的凸峰和即陷尺寸
使用顶出器在模锻件上造成的凸凹痕迹不得超出表8的规定并单独使用。表8
投影面积,cm*
允许顶出痕迹,mm0.4
允许顶出痕迹的凸峰和凹陷
>200>400
~800
~1200
≥1200
~2000
≥2000
≥6000
214000
模锻件单面加工余量
GB8545-87
模锻件单面加工余量应符合表9的规定:表9模锻件的单面加工余量
模锻件最大边长
≥50~120
≥120~250
>250~~400
400~630
>630~1000
>1000~1250
>1250~1600
>1600~2000
>2000~2500
>2500~3150
>3150~~4000
>4000~5000
>50006300
注:根据切削加工的需要,表中余量值可以适当增大或减小。附加说明:
本标准由西南铝加工厂负责起草。本标准主要起草人陈能秀、刘福厚。12
单商加!余量
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。