GB/T 8740-1988
基本信息
标准号: GB/T 8740-1988
中文名称:铸造轴承合金锭
标准类别:国家标准(GB)
英文名称: Cast bearing alloy ingots
标准状态:已作废
发布日期:1988-02-25
实施日期:1989-02-01
作废日期:2005-12-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:102260
标准分类号
标准ICS号:冶金>>钢铁产品>>77.140.20不锈钢
中标分类号:冶金>>有色金属及其合金产品>>H62重金属及其合金
关联标准
替代情况:被GB/T 8740-2005代替
出版信息
页数:平装16开, 页数:6, 字数:8000
标准价格:8.0 元
相关单位信息
复审日期:2004-10-14
起草单位:本溪合金厂
发布部门:国家标准局
标准简介
本标准适用于双金属轴承用的铸造轴承合金锭。 GB/T 8740-1988 铸造轴承合金锭 GB/T8740-1988 标准下载解压密码:www.bzxz.net
标准图片预览




标准内容
中华人民共和国国家标准
铸造轴承合金锭
Bearing alloy ingots for casting本标准适用于双金属轴承月的铸造轴承合金锭。1技术要求
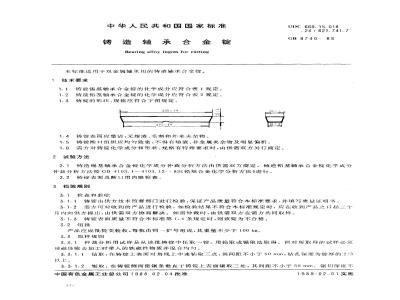
1.1造锡基轴承合金锭的化学成分应符合表1规定。1.2铸造铅基轴承合金锭的化学成分应符合表2规定。1.3铸锭的形状、规格应符合下图规定。255—10
1.4铸锭表面应整洁,无熔湾、毛刺和外来夹杂物。1.5铸锭断口组织应均匀致密,不得有熔渣、非金属夹杂物及明显偏析,1.6需方对铸锭化学成分和形状、规格有特殊要求时,由供需双方另行商定。2试验方法
UDC:669.15.018
.24621.741.7
GB 8740 -- 88
2.1铸造锡基轴承合金锭化学成分仲裁分析方法由供需双方商定。铸造铅基轴承合金锭化学成分仲裁分析方法按GB4103.1~4103.12~83《铅基合金化学分析方法》进行。2.2铸锭表面及断口用肉眼检查。3检验规则
3.1检查和验收
3.1.1铸锭由供方技术监督部门进行检验,保证产品质量符合本标准要求,并填写质量证明书。3.1.2需方可对收到的产品进行检验,如检验结果不符合本标规定时,应在收到产品之口起三个月内向供方提出,出供需双方协商解决。如需仲裁时,由供需双方在需方共同取样。3.1.3铸锭表面质量不符合本标准第1.4条规定时,则该锭为不合格。3.2组批此内容来自标准下载网
产品应成批提交验收,每批由同-炉号组成,其重量不少于100kg。3.3取样规则
3.3.1仲裁分析用试样是从该批铸锭中任取-锭,用钻取或锯取法取得。但对所取得的试样必须用磁体除去加工时带入的铁磁性物质并混合均匀。3.3.1.1钻取:在铸锭上表面对角线上中速钻取三点,其间距不小于50mm,钻孔深度为锭厚的2/3以上。
3.3.1.2锯取:在铸锭侧面使锯条垂直于铸锭上表面锯取三处,其间距不小于50mm,切深度不中国有色金属工业总公司198802-04批准1989-02-01实施
GB 8740-
(Y)
800°0
800°0
800°0
°9~9°g
9*8~92
u'S~0\
06~0°2
0°01~08
0°8~0°2
GB8740
011~06
9( 10)
0*91~0°11
oz1~09
171~8*
1-1~80
小丁锭宽的1/3。
GB 87 40
3.3.2断口检验用试样是从该批铸锭中任取一锭,在锭长中间以外部位打断取得。3.4重复试验
化学成分,断口组织检验结果不符合本标推规定时,则在该批产品中对不符合本标准规定的项目取双倍试样复验。若复验后仍有一个结果不符合本标准规定时,则该批产品为不合格。包装、标志、贮存及质量证明书4.1
铸锭表面应清晰地标注牌号(或代号)、批号和生产日期。铸锭按牌号包装供应,每件净重不超过50kg,并在包件上用不易掉色的油漆注明:铸锭名称和牌号或代号;
铸锭净重;
生产日期;
供方名称或代号。
铸锭按牌号贮存和运输,并注意防雨、防潮、防腐蚀。铸锭出厂均应附质量证明书,其上注明:供方名称或代号;
铸锭名称、牌号或代号及注册商标;化学成分检验结果及技术监督部门印记;批号:
批重及件数;
本标推编号;
产品出厂甘期。
附加说明:
本标准由本溪合金厂负责起草
本标准主要起草人黄铁良。
自本标准实施之Ⅱ起,原冶金工业部部标准YB187一75《铸造轴承合金锭》作废。1.)
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
铸造轴承合金锭
Bearing alloy ingots for casting本标准适用于双金属轴承月的铸造轴承合金锭。1技术要求
1.1造锡基轴承合金锭的化学成分应符合表1规定。1.2铸造铅基轴承合金锭的化学成分应符合表2规定。1.3铸锭的形状、规格应符合下图规定。255—10
1.4铸锭表面应整洁,无熔湾、毛刺和外来夹杂物。1.5铸锭断口组织应均匀致密,不得有熔渣、非金属夹杂物及明显偏析,1.6需方对铸锭化学成分和形状、规格有特殊要求时,由供需双方另行商定。2试验方法
UDC:669.15.018
.24621.741.7
GB 8740 -- 88
2.1铸造锡基轴承合金锭化学成分仲裁分析方法由供需双方商定。铸造铅基轴承合金锭化学成分仲裁分析方法按GB4103.1~4103.12~83《铅基合金化学分析方法》进行。2.2铸锭表面及断口用肉眼检查。3检验规则
3.1检查和验收
3.1.1铸锭由供方技术监督部门进行检验,保证产品质量符合本标准要求,并填写质量证明书。3.1.2需方可对收到的产品进行检验,如检验结果不符合本标规定时,应在收到产品之口起三个月内向供方提出,出供需双方协商解决。如需仲裁时,由供需双方在需方共同取样。3.1.3铸锭表面质量不符合本标准第1.4条规定时,则该锭为不合格。3.2组批此内容来自标准下载网
产品应成批提交验收,每批由同-炉号组成,其重量不少于100kg。3.3取样规则
3.3.1仲裁分析用试样是从该批铸锭中任取-锭,用钻取或锯取法取得。但对所取得的试样必须用磁体除去加工时带入的铁磁性物质并混合均匀。3.3.1.1钻取:在铸锭上表面对角线上中速钻取三点,其间距不小于50mm,钻孔深度为锭厚的2/3以上。
3.3.1.2锯取:在铸锭侧面使锯条垂直于铸锭上表面锯取三处,其间距不小于50mm,切深度不中国有色金属工业总公司198802-04批准1989-02-01实施
GB 8740-
(Y)
800°0
800°0
800°0
°9~9°g
9*8~92
u'S~0\
06~0°2
0°01~08
0°8~0°2
GB8740
011~06
9( 10)
0*91~0°11
oz1~09
171~8*
1-1~80
小丁锭宽的1/3。
GB 87 40
3.3.2断口检验用试样是从该批铸锭中任取一锭,在锭长中间以外部位打断取得。3.4重复试验
化学成分,断口组织检验结果不符合本标推规定时,则在该批产品中对不符合本标准规定的项目取双倍试样复验。若复验后仍有一个结果不符合本标准规定时,则该批产品为不合格。包装、标志、贮存及质量证明书4.1
铸锭表面应清晰地标注牌号(或代号)、批号和生产日期。铸锭按牌号包装供应,每件净重不超过50kg,并在包件上用不易掉色的油漆注明:铸锭名称和牌号或代号;
铸锭净重;
生产日期;
供方名称或代号。
铸锭按牌号贮存和运输,并注意防雨、防潮、防腐蚀。铸锭出厂均应附质量证明书,其上注明:供方名称或代号;
铸锭名称、牌号或代号及注册商标;化学成分检验结果及技术监督部门印记;批号:
批重及件数;
本标推编号;
产品出厂甘期。
附加说明:
本标准由本溪合金厂负责起草
本标准主要起草人黄铁良。
自本标准实施之Ⅱ起,原冶金工业部部标准YB187一75《铸造轴承合金锭》作废。1.)
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。