标准分类号
标准ICS号:机械制造>>工业自动化系统>>25.040.20数控机床
中标分类号:机械>>金属切削机床>>J50机床综合
相关单位信息
首发日期:1988-02-27
复审日期:2004-10-14
起草单位:北京机床研究所
发布部门:中国机械工业联合会
主管部门:中国机械工业联合会
标准简介
GB/T 8870-1988 机床数字控制 点位、直线运动和轮廓控制系统的数据格式 GB/T8870-1988
标准内容
中华人民共和国国家标准
机床数字控制点位、直线运动
和轮扇控制系统的数据格式
Numerical control of machines-Data formatfor positioning,line motion and contouringcontrol systems
UDC621.9-503
GB 8870--88
本标准等效采用国际标准ISO6983/1一1982《机床数字控制—程序格式和地址字定义———第一部分:点位、直线运动和轮廓控制系统的数据格式》。1主题内容与适用范围
本标准说明在穿孔带上、磁介质上或由远程数据源等得到的机床加工程序的字地址程序格式。本标推仅涉可变程序段格式,不规定机床的类型。本标准不保证不同机床间的加工程序的互换性。附录D(参考件)中列举了保证得到这个互换性所必须的一些附加条件。
本标准对机床数字控制中所用的点位、直线运动和轮廓控制系统的数据格式提出了要求,有助于协调系统设计,使零件加工图所要求的程序种类最少,从而促进程序编制技术的统一,并且在型号、加工工艺、功能、尺寸和精度等同类型的数控机床间使其输入程序有互换性。本标准不适用于造船工业专用的火焰切割机和绘图机的数字控制。2引用标准
GB1988信息处理交换用的七位编码字符集GB1990信息处理交换用穿孔纸带孔的尺寸与位置GB1991信息处理交换用七位编码字符集在穿孔纸带上的表示方法GB3147信息处理未穿孔纸带
JB3051数字控制机床坐标和运动方向的命名JB3208数控机床穿孔带程序段格式中的准备功能G和辅助功能M的代码3程序格式
3.1加工程序是由程序段组成的,程序段由若干个字组成,每一个字是控制系统的一个具体指令。3.2“程序段结束”字符应置于每个程序段末,并置于第一个程序段之前。3.3“程序开始”字符应置于包括“程序段结束”字符在内的所有控制数据之前,并建议将其作为“绝对反绕停止”字符。
3.4所有字母、数字和专用字符应符合附录A(补充件)。打印加工程序时可打印出这些字符。附录A(补充件)中的“非打印”字符,除LF/NL(程序段结束)字符外,控制装置予以忽略。3.5如果任一组字符不需要控制装置处理时,则该组字符应在括号之内,但其中不能含有”,”或“%”字符。
国豪机械工业委员会1987-09-25批准1988-07-01实施
GB 8870—88
这组字符可用于显示,例如给操作者的指示。3.6需要识别加工程序时,该识别标志应在“程序开始”字符之后,第一个“程序段结束”字符之前。如果识别标志中有字母时,则全部识别标志应在括号内。如果程序号大于系统的存储和显示能力时,则显示最低有效数字。
3.7程序中允许开始加工处都要使用对准码。使用时,该码应按5.3.1条的规定。对准功能字符“,”可用来作为中间反绕停止字符。3.8“”(删除)字符是由操作者选择确认的“跳过任选程序段”功能。使用时,该字符应在“顺序号”字的前面。
3.9格式的一般分类用于列举系统和机床的性能。这种分类法称为一般格式分类”其说明在附录B(补充件)中。
3.10程序段中的数据分类用于规定系统和机床结构的程序编制细节。这种分类法称为详细格式分类”,其说明在附录C(补充件)中。3.11可使用米制和英制两种长度单位。3.11.1当系统可使用两个计量单位制准备的加工程序时,准备功能代码应表明其代码数据是米制值还是英制值。
3.11.2控制方式由下面G代码中的一个代码选定:G70———英制数据输入。
G71米制数据输入。
4格式的组成
4.1程序段的组成如下:
顺序号字;
b.数据字。
4.1.1打印加工程序文本时,可选择的分隔符号应插入两个字之间,但被控制系统忽略。4.2数据字应按如下顺序,并且在一个程序段内不能重复,虽然现有的控制系统允许非尺寸字重复,但是为使加工程序有最大限度的互换性,应不采用这种重复。a:推备功能字;
b.尺寸字。尺寸字按如下顺序排列:X、Y、Z、U、V、W、P、Q、R、A、B.C;“插补或螺纹切削导程”字I、J、K。当这些字仅用于指定-·组坐标轴时,应将其置于该组字之后。这些字应符合第6章或第10章的规定;d.“进给功能”字。用于一个坐标轴或几个坐标轴的进给功能字,应放在使用它的最后一个尺寸字之后或插补参数字之后。这些字应符合第5.3.3条的规定;e.“主轴速度功能\字;
f、“刀具功能”字;
g.“辅助功能”字。
4.3在具体的程序段中,某些字可省略,而被省略字所表示的机床有关功能的状态没有改变。因此,“程序段结束”字符可用在任一完整的字之后。对于仅在一个程序段起作用的指令,需要时必须重复5字
5.1一般说明
5.1.1地址字符是字的第一个符号。在要求代数符号时,其后是代数符号,然后是数字数据。5.1.2地址字符应符合附录A(补充件)的规定。5.1.3隐小数点的位置在详细格式分类中规定,见附录C(补充件)。所有控制系统都应该允许隐小数4
点编程。
5.1.4系统可使用显小数点编程。GB 8870-88
在任一个加工程序中,隐小数点格式和显小数点格式不能混用。在显小数点格式中,没有小数点的字应理解为整数。显小数点格式的识别方法在详细格式分类中规定,见附录C(补充件)。5.1.5为了减少隐小数点格式的数据量,可省略前零,并应在详细格式分类中规定(见附录C(补充件)。
显小数点格式中,小数点前的前零和小数点后的尾零都可省略。两种小数点格式中,仅为零的数应至少用一个零表示。:5.2尺寸字
5.2.1尺寸字可使用绝对和增量(相对)两种尺寸字。控制方式应按下述G代码之一一选定:G90—绝对尺寸
G91-增量尺寸。
5.2.2所有直线尺寸用毫米(或英寸)及其小数表示。5.2.3角度尺寸用度或转及其小数表示。5.2.4代数符号(十或一)是尺寸字的一部分,并在地址字符之后,数字字符之前。如代数符号省略时,则认为是正号(十)。对于负的绝对尺寸,以及增量尺寸的负方向运动的情形,则必须使用负号(一)。5.2.5程序中所用的直线尺寸和角度尺寸的分辨率由详细格式分类规定(见附录C(补充件))。5.3非尺寸字
5.3.1顺序号
顺序号的位数由详细格式分类规定【见附录C(补充件)。如果加工程序中的顺序号字的位数大于控制装置规定的位数,则显示最低有效位。程序中允许开始加工处,要用对准功能码代替顺序号的地址字符。5.3.2准备功能
准备功能用一种代码数表示,其规定见JB3208。5.3.3进给功能
进给功能的位数由详细格式分类规定见附录C(补充件))。由下面的准备功能G代码选择5.3.3.1到5.3.3.4条的进给功能类型。见JB3208。G93时间倒数;
G94—每分钟进给;
G95—每转进给。
5.3.3.1当进给与主轴速度无关时、应以每分钟毫米(或每分钟英寸)为单位,用数字直接表示矢向运动。
5.3.3.2当进给与主轴速度有关时,应以每转毫米或每转英寸为单位,用数字直接表示矢向运动。5.3.3.3当进给仅用在回转运动时,应以每分钟度为单位,用数字直接表示矢向运动。5.3.3.4当直线和回转坐标可进行联动插补并与主轴速度无关时,矢向运动的速度可用进给指令表示。该进给指令是执行该段程序的时间倒数,并且等于向量速度【用每分钟毫米(或每分钟英寸)表示)除以万真轨迹的向量距离【用米(战英寸)表示。如上述情况要求改变详细格式分类时,则F学的格式改变应予说明「现录(补充件)。5.3.3.5准备功能G00代码用于快速定位(见JB3208)。如F字用在曲线运动的情况下,则该代码应在详细格式分类中规定,并且可定义为模态或非模态。5.3.3.6当与主要坐标轴联动或顺序运动的各坐标轴的任意组合时,用F字符作进给字的地址字符。当与主要坐标轴无关的坐标轴运动时,用E字符作进给字的地址字符。5
GB 8870--88
5.3.3.7进给功能可用随进给速度值增加而增加的两位代码数表示。5.3.4主轴功能
主轴功能的数字位数在详细格式分类中规定(见附录C(补充件))。用下面的准备功能G代码选择主轴速度功能的类型,见JB3208。G96—
恒线速度;
G97——RPM。
5.3.4.1当用数字表示RPM时,该数字直接表示每分钟主轴转数。5.3.4.2当用数字表示恒线速度时(见11.1条),该字表示每分钟毫米(或每分钟英寸)数。5.3.4.3主轴速度功能可用随主轴速度值增加而增加的两位代码数表示。5.3.5刀具功能
T字可用来选择刀具,也可用T字选择刀具补偿一一偏置。当用其他字选择刀具补偿一偏置时,
可用D字。如果用T字和D字时,应在详细格式分类中指定(见附录C(补充件)。5.3.6'辅助功能
辅助功能用代码数表示,其规定见JB3208。6插补的绩程方法
6.1规则
在给定曲线的预定部分上实现插补。该插补部分叫做“插补段”,且可用一个或儿个程序段给定。确定一个插补段所需数据应满足下述一个或几个规则:6.1.1用一个适当的G代码确定曲线的函数类型,即直线,圆或抛物线。6.1.2每一个插补段的起点与前一个插补段的终点重合,因此在新的程序段中该点不需重复。该插补段上其后各点的坐标要用单独的程序段给定,并且应用尺寸地址,如X、Y或Z。6.1.3插补参数应该用I、J和K编址,并用它们确定各种插补类型所定义的曲线的几何性质。6.1.4在插补参数字要求代数符号时,该代数符号应在地址字符之后,数字字符之前。如果该代数符号省略,则认为是正号。
6.2直线插补
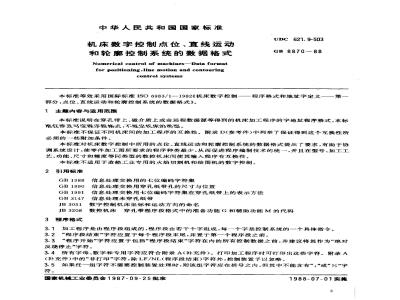
直线插补段应用-个程序段定义,该程序段包括:G功能字(如果当前尚未起用时);a.
G01--—直线插补。
b.终点坐标用尺寸字表示(见5.2条)。图D1中的例子,系表示插补段的儿何性质,并给出编程的坐标值的例子。6.3圆弧插补
6.3.1在平行于三个主坐标平面之一的平面上,圆孤插补确定一个圆弧插补段。图D2中的例子给出一个典型的圆弧插补段的几何性质,并给出编程的坐标值的例子。6.3.2沿给定插补段(直到整个圆孤)的圆弧插补应在一个程序段内编程。作为可采用的方法,在圆弧插补程序编制中,对每个程序段来说,一个插补段仅限于一个象限。6.3.3
程序段应包括:
G功能字(如果当前尚未起用时);a.
G02——顺时针圆插补,
G03—逆时针圆弧插补。
终点坐标可用绝对尺寸或增量(相对)尺寸表示,并用尺寸地址编址,如X、Y或2;b.
插补参数用I、J和K编址。
6.3.5不管尺寸字是增量的或绝对的,I、J和K是圆心相对圆弧起点的增量(相对)尺寸。6
I—平行于X轴的尺寸;
J—一平行于Y轴的尺寸,
K一平行于Z轴的尺寸。
GB 887088
圆孤插补不需代数符号的系统,在插补字中忽略任何代数符号字符。作为可采用的方法,I、J和K可用尺寸字同样的方式编程。6.3.6当圜孤插补和直线插补兼有时,圆孤插补平面应由准备功能选择(见JB3208)。插补程序段如6.3.1~6.3.5条规定,外加尺寸字,该尺寸字是直线运动的终点,它的插补参数用平行于直线运动的尺寸地址编址(I、和K)。给定值是圆孤的每个弧度所对应的直线运动。6.3.7如果用准备功能G选择三个主要基准平面之一时,则该代码应由JB3208中选取。6. 4抛物线插补
6.4.1抛物线插补可在任何一平面上定义一个抛物线插补段。应用三个点定义一个插补区间的方法编程。中间点和终点应该用两个程序段编程。图D3中的例子表示一个插补段的几何性质,并给出一个编程坐标值的意义的例子。第一个程序段应包括:。G功能字(如果当前尚未起用时);G06—抛物线插补。
b.中间点坐标。
其后的程序段是终点坐标。
所有点的坐标可用绝对尺寸或增量尺寸表示,并可用任何尺寸地址编址(如X、Y或Z)。6.4.2插补段也可用插补参数在一个程序段内定义。该程序段包括:a。准备功能G(如果当前尚未起用时),G06——抛物线插补。
终点坐标用绝对尺寸或增量尺寸表示,并可用任何尺寸地址编址,如X、Y或Z;b.
C.插补参数用I、J、K编址。
I、J、K是切线交点的坐标。
7刀具长度偏量和刀具偏置
7.1有刀具长度偏置时,它可使刀具在Z轴上运动一个距离,其大小等于输人到控制装置中的偏置值。偏置值及其符号可用手动数据输入开关或其他方法写入。7.2有刀具偏置时(通常用于车床),它可使刀具沿指定坐标(通常是X和Z)运动一个距离,其值按7.1条中规定的方式写人。
7.3不用准备功能码也可以实现偏置运动。用刀具功能字中选择刀具偏置的数字可实现偏置运动,其值为零时可抹去刀具偏置。
8具半径或直径偏置
8.1有刀具半径或直径偏置时,可使刀具沿X轴和Y轴运动相同的距离,其值应预先输入到控制装置中(对于直径偏置是一半)。偏置距离及其符号可用手动数据输入开关或其他方法写入。8.2在有刀具偏置的程序段中,应形成准备功能代码。根据JB3208的规定,用G43(正刀具偏置)和G44(负刀具偏置)准备功能代码,并将其偏置值加到坐标尺寸命令中或从坐标尺寸命令中减去,用G40注销刀具偏置。
9刀具补偿
9.1当控制系统有刀具补偿功能时,可根据实际的刀具尺寸来修改刀具轨迹。刀具补偿用于轮腕控制、直线插补及圆孤插补。补偿参数可用手动数据输入或其他方法写入到控制7
GB8870-88
系统存储器中。ID地址已经使用时,可用T字识别存储器的位置,补偿范围在控制系统规格说明中规定。刀具补偿可用于一系列的圆弧插补运动的程序段中。但在圆弧插补程序段注销和引入的程序段中无补偿。
9.2控制系统应有准备功能G40.G41和G42的程序段及其以后的程序段而形成的运动,直到G40读出时为止,在另外的T字或D字编程以前,使用G40可抹去原来的偏置。10螺纹切削
10.1当控制系统具有螺纹切削性能时,则需要的数据是坐标运动、导程及准备功能代码。10.2程序恢复完成时的状态是恒导程螺纹切削的准备功能。10.3X、Y和Z尺寸字应按5.2条的规定使用。10.4X轴导程所用的地址字符是1、Y轴是J、Z轴是K。导程尺寸用主轴转一转时的毫米数(或英寸数)及其小数表示。
导程的位数由详细格式分类规定(见附录C(补充件)),不需要代数符号。10.5在恒导程螺纹切削时不需进给功能,因南不予编程。10.6对于变导程螺纹,I、J和K应是初始螺距尺寸。螺纹每转增加或减少的比率用每转平方毫米(或每转平方英寸)表示,并用学符F编址如果F按上述使用时.应在详细格式分类中予以规定。11恒线速度
11.1当控制系统具有恒线速度性能时,则这个性能用准备功能代码表示,其恒线速度值用S字给出(见5.3.4条)。
11.2准备功能G96用来开始恒线速度操作,G97使S字恢复到“每分钟转数\的状态。11.3如果需要对主轴速度进行限制,则应用G92和S字编程.S字的数字是以每分钟转数为单位,确定最大允许主轴速度准备功能G92和S字应在含有调用恒线速度G96的程序段之前的程序段中编程。12暂停
12.1运动之间的延迟,应在含有G04的单独程序段中编程,持续时间用F字指定。如果G94有效时,则延迟时间是秒;如果G75有效时,则延迟时间是主轴转数。F字的分辨率是0.15或0.1转,或者由详细格式分类规定。12.2延退可用其他方法确定。
在没有尺寸数据和进给数据的程序段中,G04字用于开始暂停,其持续时间由固定的装置控制,或由操作者调节的可调装置控制。13恢复状态
13.1在M02(程序结束)或M30(数据结束)读出之后,系统应处于电源接通后的操作状态。例外的情形应在详细格式分类中规定。
13.2点位和直线运动控制
控制系统通电后的初始状态是:GOO 点位
G40刀具补偿/刀具半径偏置注销G71
米制数据
回定循环注销
G90绝对尺寸数据
G94每分钟进给
13.3车削以外的轮廓控制
控制系统通电后的初始状态是:Go1
直线插补
XY平面此内容来自标准下载网
刀具补偿/刀具半径偏置注销
米制数据
固定循环注销
绝对尺寸数据
每分钟进给
车削的轮廓控制
控制系统通电后的初始状态是:G01
直线插补
刀具补偿/刀具半径偏置注销
米制数据
绝对尺寸数据
每分钟进给
每分钟转数
GB8870-88
GB 8870--88
附录A
字符代码表
(补充件)
A1本附录字符代码表的根据是GB1988。字符代码包括第八信息道上的奇偶校验位(用于偶校验)。本附录中的字符仅为机床数字控制中用到的字符。表A1地址字符
GB 1988
关于X轴的角度尺寸
关于Y轴的角度尺寸
关于Z轴的角度尺寸
第二刀具功能\
第二进给功能\》
第一进给功能\
准备功能\
不指定
平行于X轴的插补参数或螺纹导程平行于丫轴的插补参数或螺纹导程平行于乙轴的插补参数或螺纹导程不指定
辅助功能
顺序号
平行于X轴的第三尺寸3
平行于轴的第三尺寸3
平行于Z轴的第三尺寸3
主轴速度功能
第一刀具功能
平行于X轴的第二尺寸1
平行于Y轴的第二尺寸1)
平行于Z轴的第二尺寸1)
基本x尺寸
基本Y尺寸
基本Z尺寸
注:1)当未按上述规定使用这些字符时,它们将变为不指定字符,需要时可用于特殊用途。2)地址字符F可用于暂停中,以及变导程螺纹的导程加或减比率中。3)这些字符可作为特殊计算的参数,如在恒线速度中所用的半径R。10
GB1988
GB1988
GB 8870—88
数字字符
数字0
数字1
数字2
数字3
数字4
数字5
数字6
数字7
数字8
数字9
其他字符
一打印字符
程序开始
控制暂停
控制恢复
小数点
跳过任选程序段
对准功能
表 A4其他字符——非打印字符
GB1988
分隔符
程序段结束
一般格式分类包括如下二组字符:两个字母
B1第一组包括两个字母字符:
B1. 1 P——点位
L——点位和直线运动
D-——点位和直线运动和轮廓
C—轮廓
B1.2M-米制计量单位
I——英制计量单位
GB8870--88
附录B
般格式分类
(补充件)
三位数字
表示联动的运动数目
表示尺寸字控制的运动数目
表示由数字和符号控制的运动数目N—一控制装置可接受米制和英制两种计量单位B2第二组包括三位数字,表示机床和控制系统的几何特性B2.1第一位数字表示由数字和符号(即由限位开关)控制的运动数目。B2.2第二个数字表示由尺寸字控制的运动数目。B2.3第三位数字表示联动的运动数目。例:一般格式分类:FM322表示的控制系统是:P点位
M—米制计量单位
3——一控制系统控制三个运动
2———两个由数字控制的运动
一两个联动的定位运动
附录C
详细格式分类
(补充件)
详细格式分类规定系统要求的字及其长度,并详细规定编程序时所用的字符,其顺序如下。12
C1程序开始字符用“%”表示
对准功能字符用“:”表示
跳过任选程序段字符用“/”表示显小数点用“DS”表示
GB8870-88
C2在系统中,任何字母都可作为字的地址,并按第4章规定的顺序记录。C2.1每个尺寸字的地址符后跟三位数字;第一位零表示可省略前零,第二位数字表示小数点前的十进制位数,最后一位数字表示小数点后的十进制位数。如果要求代数符号时,则正号(十)应加在地址字符和第一个数字之间。
C2.2插补参数、进给和主轴速度功能等以十进制数给定的非尺寸字,可用尺寸字同样的方式编码。C2.3其他非尺寸字,在地址字符后可有两位数字。如果前零可省略时,则第一位数字是零,最后一位表示这个字的最多位数。
C3如果某个条件的变化改变了字的详细格式分类时,则应根据该条件说明其变化。C4程序段结束字符用星号*”表示。例:程序格式不规定空格字符。本例中各元素间的空格仅是为了使文本清晰。%:/DS N03 G02 X+053Y+053 Z+053 F031 S04 T04 M02*(暂停条件的F字变为F022)
该详细格式分类是显小数点、程序开始、对准功能和跳过任选程序段性质,在数据字中的前零之后的数字意义。
三位数字顺序号
两位数字准备功能
有代数符号的X尺寸,小数点左边五位,右边三位Y和Z尺寸同X尺寸的说明
四位数进给率,小数点左边三位,右边一位,在暂停程序段中,变为小数点左边两位、右边两位四位数主轴功能
四位数刀具功能
两位数辅助功能
附录D
纸带互换性的说明
(参考件)
D1以下是不同的机床和控制系统间使其纸带有互换性的用户的指南。必须规定,机床有相同或相似的结构、如工范围,控制系统应有相同的程序格式分类。D2在复杂程度不同的机床之间,纸带互换性的可能性很小。例如,多主轴机床或具有变导程螺纹切削方式的车床。
互换性的程度取决于机床的功能、加工范围、速度范围、功率、坐标轴的儿何关系、准备功能、辅助功能、刀具功能及其他因素的相似程度。应考虑机床坐标轴的动态特性,如最大速度阶跃能力和拐角能力等。D3应分析机床功能码(如M、S、T码),以确保所要求的机床功能能够实现,其中包括换刀、夹紧、托板往复运动、主轴等辅助代码的初始序列。“任选停止”代码(M01)包括在数据程序段中时,则该程序段中应有主轴变速或刀具转位,以便在机床上用手动实现,当功能必须用手动操作时,则应选择“任选停止”条件。D3.1程序编制者必须重新检查进给速度和主轴速度代码,以确定在互换的系统间是否能正确的操13
GB 8870—88
D3.2某些由操作者控制的非程序编制功能,如镜像、坐标轴互换、刀具补偿量、浮动零点或零点偏置等功能,应予控制。
D4所用到的G和M代码,特别是没有明确定义的代码,为了互换性必须核对。D5某些控制系统允许在一个程序中有多个准备功能字。为了最大限度的互换性,每个程序段仅一个准备功能字被编程。
P,(xo, o, z.)
DP(,,t)
图D1直线插补例
表D1)
用终点(GO1XYZF)
绝对尺寸
增量尺寸
Z= z1 zo
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。