GB/T 9062-1988
基本信息
标准号: GB/T 9062-1988
中文名称:硬质合金错齿三面刃铣刀
标准类别:国家标准(GB)
英文名称: Carbide staggered tooth three-edge milling cutter
标准状态:已作废
发布日期:1988-04-18
实施日期:1989-01-01
作废日期:2007-06-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:130684
标准分类号
标准ICS号:机械制造>>切削工具>>25.100.20铣刀
中标分类号:机械>>工艺装备>>J41刀具
出版信息
出版社:中国标准出版社
页数:8页
标准价格:12.0 元
相关单位信息
复审日期:2004-10-14
起草单位:上海工具厂
发布部门:中国机械工业联合会
主管部门:中国机械工业联合会
标准简介
GB/T 9062-1988 硬质合金错齿三面刃铣刀 GB/T9062-1988 标准下载解压密码:www.bzxz.net
标准图片预览





标准内容
中华人民共和国国家标准
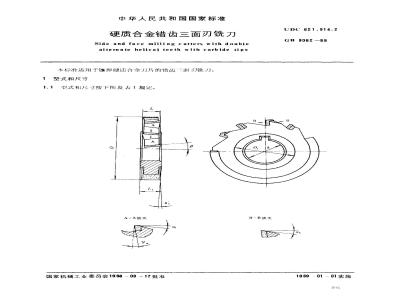
硬质合金错齿三面刃铣刀
Side and face milling cutters with doublealternate helical teeth with carbide tips本标准适用于镶焊硬质合金刀片的错齿面刀铣刀。1型式和尺寸
型式和尺按下图及表1规定。
A~A放大
国家机械工业委员会1988-03-17批准B-B放大
UDC 621.914.2
GB 9062—88
198901-01实施
极限偏差
极限偏差
GB 9062B8
极限偏差
5°~10
硬质合金
历片型号
iD218B
极限偏卷
极限偏差
GB 9062--88
续表1
极限偏差
103°~5°
硬质合金
刀片型号
极限偏差
极限偏着
GB 90628B
续表1
极限偏差
[齿数
注:(键槽的尺寸与偏筹按GB6132一85《铣刀和铣刀杆的互换尺寸》。②切削刃的形状和角度根据被加工材料和切削条件可适当改变。③)硬质含金刀片型号按GB5245一85《硬质合金焊接刀片》。8
13~5°
硬质合金
防片型号
1.2标记示例:
外径D=100mm,厚度L16mm,焊有用途分类代号为P20的硬质合金错齿三面刃铣刀为:铣刀100×16-P20GB9062—87
2技术要求
2.1铣刀刀片上不得有裂纹,切削刃不得有崩刃,以及铣刀表面不得有刻痕、锈迹等影响使用性能的缺陷。
2.2铣刀焊缝处不应有砂眼和未焊透现象。表面粗糙度按GB1031--83《表面粗糙度参数及其数值》其数值不得大于下列规定:2.3
前面和后面..
内孔表面
刀齿两侧隙面和两支承端面·
2.4形状和位置公差按表2规定。206
*..Rz3.2μm
..Ra1.25μm
Ra1.25μm
圆周刃对内孔轴线的
径向圆跳动
端刃对内孔轴线的端
葡跳动
外径锥度
注:圆跳动的检测方法见附录A。2.5材料和硬度
GB 9062-88
D≤80
D 80 ~ 125www.bzxz.net
2.5.1铣刃刀片按GB2075一87《切削川工用硬质金金分类、分组代号》选用。2.5.24
铣刀刀体用40Cr或同等性能以上的合金钢制造,其硬度不低于HRC30。3性能试验
铣刀刀片采用P20~P30或M20~M30的硬质含金,试验材料用45钢,其硬度为HB170~200:铣3.1
J片采用K20~K30的硬质合金,试验材料用灰铸铁,其硬度为HB180~220试验时不用冷却液。
试验切削规范按表3规。
8~10
8~10
12 ~18
12 18
20 ~25
铣削深度
削速度
80 ~100
既酬进给鼠
0.10 -0.12
铣尚总长度
基本尺
8~10
12 ~18
20~28
12~18
12 ~ 18
14 ~ 18
20 ~28
注:①铣刀刀齿厚度。
②、P、M-
GB9062--88
续表3
铣削深度
一硬质合金用途分组代号。
铣削速度
80~100
3.4经试验后,铣刀切削刃上不得有崩刃和显著的磨钝现象。标志和包装
铣削进给基
mm/齿
4.1标志
4.1.1铣刀上应标志:制造厂商标,外径和厚度、刀片材料(用途代号或牌号)。K
铣削总长度
4.1.2铣刀的包装盒上应标志:产品名称、国标号、制造厂名和商标,铣刀的外径和厚度,刀片材料(用途代号或牌号)、件数、制造年月。4.1.3铣刀的包装盒上应按GB207587《切削加工用硬质合金分类、分组代号》规定,按分类代号相应的颜色标志加以区别。
4.2包装:铣刀在包装前应经防锈处理。成包的铣刀应防止损伤。208
锥度芯轴
附加说明:
GB9062-88
附录A
硬质合金三面刃铣刀圆跳动的检测方法(参考件)
带凸台芯辑
本标准由全国刀具标准化技术委员会提出。本标准由成都工具研究所归口。本标准由上海工具厂‘负责起草。209
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
硬质合金错齿三面刃铣刀
Side and face milling cutters with doublealternate helical teeth with carbide tips本标准适用于镶焊硬质合金刀片的错齿面刀铣刀。1型式和尺寸
型式和尺按下图及表1规定。
A~A放大
国家机械工业委员会1988-03-17批准B-B放大
UDC 621.914.2
GB 9062—88
198901-01实施
极限偏差
极限偏差
GB 9062B8
极限偏差
5°~10
硬质合金
历片型号
iD218B
极限偏卷
极限偏差
GB 9062--88
续表1
极限偏差
103°~5°
硬质合金
刀片型号
极限偏差
极限偏着
GB 90628B
续表1
极限偏差
[齿数
注:(键槽的尺寸与偏筹按GB6132一85《铣刀和铣刀杆的互换尺寸》。②切削刃的形状和角度根据被加工材料和切削条件可适当改变。③)硬质含金刀片型号按GB5245一85《硬质合金焊接刀片》。8
13~5°
硬质合金
防片型号
1.2标记示例:
外径D=100mm,厚度L16mm,焊有用途分类代号为P20的硬质合金错齿三面刃铣刀为:铣刀100×16-P20GB9062—87
2技术要求
2.1铣刀刀片上不得有裂纹,切削刃不得有崩刃,以及铣刀表面不得有刻痕、锈迹等影响使用性能的缺陷。
2.2铣刀焊缝处不应有砂眼和未焊透现象。表面粗糙度按GB1031--83《表面粗糙度参数及其数值》其数值不得大于下列规定:2.3
前面和后面..
内孔表面
刀齿两侧隙面和两支承端面·
2.4形状和位置公差按表2规定。206
*..Rz3.2μm
..Ra1.25μm
Ra1.25μm
圆周刃对内孔轴线的
径向圆跳动
端刃对内孔轴线的端
葡跳动
外径锥度
注:圆跳动的检测方法见附录A。2.5材料和硬度
GB 9062-88
D≤80
D 80 ~ 125www.bzxz.net
2.5.1铣刃刀片按GB2075一87《切削川工用硬质金金分类、分组代号》选用。2.5.24
铣刀刀体用40Cr或同等性能以上的合金钢制造,其硬度不低于HRC30。3性能试验
铣刀刀片采用P20~P30或M20~M30的硬质含金,试验材料用45钢,其硬度为HB170~200:铣3.1
J片采用K20~K30的硬质合金,试验材料用灰铸铁,其硬度为HB180~220试验时不用冷却液。
试验切削规范按表3规。
8~10
8~10
12 ~18
12 18
20 ~25
铣削深度
削速度
80 ~100
既酬进给鼠
0.10 -0.12
铣尚总长度
基本尺
8~10
12 ~18
20~28
12~18
12 ~ 18
14 ~ 18
20 ~28
注:①铣刀刀齿厚度。
②、P、M-
GB9062--88
续表3
铣削深度
一硬质合金用途分组代号。
铣削速度
80~100
3.4经试验后,铣刀切削刃上不得有崩刃和显著的磨钝现象。标志和包装
铣削进给基
mm/齿
4.1标志
4.1.1铣刀上应标志:制造厂商标,外径和厚度、刀片材料(用途代号或牌号)。K
铣削总长度
4.1.2铣刀的包装盒上应标志:产品名称、国标号、制造厂名和商标,铣刀的外径和厚度,刀片材料(用途代号或牌号)、件数、制造年月。4.1.3铣刀的包装盒上应按GB207587《切削加工用硬质合金分类、分组代号》规定,按分类代号相应的颜色标志加以区别。
4.2包装:铣刀在包装前应经防锈处理。成包的铣刀应防止损伤。208
锥度芯轴
附加说明:
GB9062-88
附录A
硬质合金三面刃铣刀圆跳动的检测方法(参考件)
带凸台芯辑
本标准由全国刀具标准化技术委员会提出。本标准由成都工具研究所归口。本标准由上海工具厂‘负责起草。209
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。