CB/T9253.2—1999
本标准甚根据美国石油学会APISPHC5B&查管,洲誉利菁线管螺纹的加工、测量种检验》美国惯用单位制)(1995年第12版)编写而或的,在技术内容和编写格式上与该标准等同。本标准删去了与标准主题内容和适用范围光关的部分,包括:标准的底页、持别声明、附录A~校对量规的装运说明”附录B\API申请者使用标记的说明\、附录C\AP1量规鉴定机构要求\、附录D*API出版物--览表、AP1会标使用权的申请(他括文件A和B)”,以及1.4米制换算和2.3等效标准,\对不符合国家标准要求的问句及图表格式进行了修改。本标雅与APISPEC5B的主要差异,基本上按GB/T1.11993的规是通过来用说明嫩「注释,为方便使用,术标准增的了附录人“国家有关部门!认可的甚既鉴定机树”,给出有关垦现鉴定机构的详细信息。
根据GB/T1.11993标催化工作导则第1单元:标准的退草与表述规划第1部分:标推编写的基本规定中4.2.3.2的规定,本标准留:原API标准的前言,同时增加广“前市”部分;根据5.8.2规定本标准全部采用国家颁布的法定计基单位。本标准的附录A是提示的谢录。
本标准从实施之月越,同时代替GB/T925J.2--3253.71988。本标准出全国石法钻来设备和工具标准化技术委员会提山、归并负责解释。本标雅起草单位:中国石油天然气集比公司石油管材研究所.标准化研究所,本标准主要起草人:马朝丽、商圣平、贾立仁,李平全、杨析。GB/T9253.2-1999
API前言
本标准由AP1普材标准化分资员会管辖,本版包括1394年期间信函投票表决通过的内容。车标推最切干1939年以Std5Bt管子内外螺纹检验规范出版,第4版于1962年出版,其内容险螺纹检验外,还增加了AP[标准5A,5AC、5AX知5I,中所涉及的套管、油管和管线管及接箍的螺纹和螺纹昼规的尺要求,测量操作规定量规规范和量规案庭的规定。S1.d5R第4版更名为套管、油替和管线管螺纹的加工,测量和检验规范多在此.对美乓铁公司将偏梯形套管专利,Armco钢铁公司Armco分公司将直连型套管专利奉献给公众表示感谢。
AF1勘探开发类出版物通常在页逆带有粗线标记,以标前鼠版物较之以前版本已烂修改的部分,本出版物已完全改版,全部章节段落已作修改,建设使用者仔细阅读该新版本。本标准印刷在封面上的日期起生效:也叮以发行之日起虑采出。收逆提出修改意见,并请直接是交美国石油学会勘探开发部士任。地址,120T.Strect,N.W.Washington.D.c.20ocs.
1范围
1.1内容
中华人民共和国国家标准
石油天然气工业
套管、油管和管线管螺纹的
加工、测量和检验
Petroleum and naiural gas industrles-Thrending+gauging +und thread inspecticn ofcasing,tahing and lne pipe threadsCB/T 9253.2 - 1999
替(GB/T 9253. 2--H25.1.71958本标准包活对符合本标准的螺纹和螺纹量规的尺寸和标记要求,螺纹测量方法.期纹单规规范与鉴定的规定,以及用于尬验管线管,阅螺纹套管和油管,痛递形螺纹套管和直连型套管接螺纹的仪器科方法。本标准适用于接GB/T 711.1 及SY/T 6191 等标准生产的产品。螺纹的锥度,竭距、牙型高度,牙型角和牙侧角的测量方法适月于每25.4mm牙数不多于11牙的螺效。所列不带偏差的螺效尺寸仅作为连接设计的依据个须进行测量以确定产品接改或拒收。1.2梭验
振纹检验适用于制造地点装运前的检验,计途任地点进行的检验,国的地交货后进行的检验以及山代表买方或方的检验人员进行内给验,制造厂可任意选用其他的仪器或方法来控制生产作也但是,产品验收只能据依本标准要求进行的检验结具来决定。1.3共他要求
凡本标准未列出的要求,应查阅适用的产品标准.2引用标准:
2. 1通则
下列标准所包含的条文,通过在本标准出用而均成为不标准的系义。本标准出版时,所示版本均为有效。所有标准都会被修订,使而本际准的各片应探讨使用下列标准最新版本的可能性。GB/T9711.11097石油天然气业——输送钢交货技术条件第1部分:A级钢(e<:Y150 3183· 1:1996)
GB/1774—1999石汕天然气业套和灿管的护及使雨(d15010105:1993SY/T 51991997套管、油管和管线管用螺纹脂SY/T61941996套管和油节
采用说明:
门引历标准已全部转化为我国适用的标准。家质量技术监督局T999 0517 批准199912 01 安施
2.2萝求
GB/T 9253. 2—1999
牢标推所引用的其他标准的技术要求对产独的安全性和互境性是必要的,3定义
本标准果用下列义。
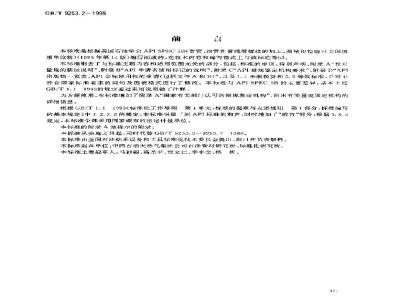
3.1应(shal1);用以表示规定是强制性的。3.2宜(should),用以表示规定不是强制烂的,而是作为好方法。3.3可(mmy):用以表示规定可供选择。3.4缺欠4.1管线管、圆螺纹套管和油管、偏锑形螺纹衰管管线管竭纹感符台图1,图2和表1,表3的尺寸规定及表2的偏差要求;套管圆螺敏过符合图3,图和装4、表6、表7的尺寸规定及表5的偏差要求;偏梯独套管爆纹应符合图5、图6、图7和表9的尺寸规及裁8的輪差要求油管圆螺纹应符合8,图9和表10的尺寸规定及表1的遍差要求;不如厚油管螺纹尺寸、外加厚袖管螺纹尺寸、外加厚玻璃纤维管长厨螺纹尺寸和掩怀接头管螺纹尺寸分别列了表 12.表 13.表 14 和表 15,参见图 B。4.1-1螺纹测量
螺统长度应平行于爆致轴线测量:螺纹牙型商度与圆链直径应大致垂直于螺纹轴载测量:管线管携纹与圆纹的螺应沿经锥“平行于螺纹轴线測量;编梯形内螺纹、外操纹的螺薛应大致中径刷维平行于螺纹轴线测昼。管线管螺纹和螺纹的锥度应沿中经锥在直径上测量+偏梯形外螺纹维度应沿小径画,偏梯形内螺纹锥度沿大径圆锥在其直径上测量。测最步骤见第5章。按循中心平点
性翊机霉平面
,管手等子面
33-管投管
手肾响合平写
有效螺纹长平面
消失点平面
12″管经管
管于外径
对于基本机紧上扣,嵌推内螺纹面前进虱消失点面,消失锥角适用计由多月或单工具范滤的完整螺纹的根部。图管线管螺纹于紧上抑基木尺寸采用说明:
17为候子使用,本娠准对API5PFC:5B4:1茶文进行了编辑生修改,2_ AP1 SPEC 5B 中为\节匹链\,本标准采用我国习谢的表运方式~中轻因维\174
螺纹数
H=0. x66p
h,=h,=6. ?60g
fs= fum0.033p
为丧于理枢
所示谦角有京故人
GB/T 9253. 2 --1993
点径上维度为62. 1 ug:m
图2管线管纹牙型
管线管螺纹牙型高度尺卡
所有尺寸均以m单位。参见图2
27 牙/25, 4 mm
18 牙/25. 1 mm
1: 牙/25. 4 mm
113牙/25. 1 m
82/35.1mm
ff..-.. c73
注:H,h。剩A,是振据对称医柱累纹而不是对称圆维螺纹公式止算的.但其结果偏差对爆比为3.175.nm,维度为62.5mm/m或更小的操纹来说是可忽略不计。表2管线管螺纹尺假限偏差\
62.5 tita/
每大长夷上直径流益
换 25. 4 Tnml长度二直径偏差
等 26. + mm
型高度
牙型的·
蝶纹长度1
函角\:
紧密距:
极限偏着
5. 209 1mm
.066 mm
=0. 176 mm
50. 152 trt=n
-0. 251 m1
). 152 mm
·25.2mml长度的最大记许偏
1)对替子(外螺纹>而言.每25.1m的螺站极限偏差层在(1.-)≤度性任差,尺寸多表2]。银再策计极良遍誉是在(1“多)全长上能较人充许偏整,对内螺效,爆距的测域范围是从镗孔T·面至离接握中心+1牙平面的长度范。2)在下迟情况下L,是合格的心若美誉端至阐纹消失点平面(位平管十外径最大处)的距离在上述负密蒙内:忽若以管端至较消失点平面(位于笋了外径最心处的距离亡上违正偏差内3险另有注明外,所列偏差均适用于内,外察统。)不适引下规格小于1的线替。
GB/T 9253. 2 1999
管线螺效尺寸
栏日 1、和13外,其余尺小均以um为单位。4
88.50101.6C
101. $3 114: 30
127. 03 141. 30
152, 10 168.28
203. 20 219.08
254, 00 273.415
304. 80 323. 86
355.66355.60
406.4C 406. 40
257.20457.20
509.00 508.00
管端至
干肾面
管端至
消失点
总长度
25, m1
43- 50
参见图1。
机凝后
接蹦面
接辅中心下载标准就来标准下载网
所长度
269,772
铭孔紧密距
11. 89 1.33
33. 0 5. 69
13. 76 5. 79
45. 855. 20
62. 71 6. (64
75. 41 12. 48
91. 29 11. 96
103, 99 11, 84
116. 69 12. 50
143. 69 12.82
170. 66 14. 83
221,46 17,20
275. 44 18, 7
326. 24 20.00
358. 00 3R.13
40E. 79 16. 91
455. 59 17. 20
23. 08 510. 39 19. 02
所有规格管于的螺纹在直径上的惟度均为62.5tm/m注
手紧累密既*入\是接头基本机紧上扩约基本留显.见固1,1)L=(14—16. 56) mm,对于11牙螺纹管线爸I—L—23. 8G) mm,对下8牙纹管线管果用说明:
完整螺纹
邯小长度
1 本表进行了编据性修改。 表 6.表7.表日,装 12 ~表:9,表 21 ~表 26,表 32 和 7. 1. 8 等均有类似整改。读链中心平面
百举机辉平面
GB/T9253-2-1999
手限合间
有效螺纹长度平肉
酱发手平面
—消失点丫血
角标史。配注
”格曾
学子衍
对于钢级为H、J、K.规格为1e.18考和2C的套音,应在距离举一端间(L+1.59)Bm处打:~←满为5.53mm的等边三角形标记:
2对并下工具上的竭纹,消失链再任选。3对十基本机紧上扣,接箍或内螺纹鳞面前进到消失点面。消失注角适用由多刀或也刀工具造或的不完餐娠取的报部,1
TFC1螺纹参数控制长度为--实测尺寸(实际媒效总头12.?0mm),不是个基本设计迹E
图3套管圆螺纹于紧上扣基车尺寸S.
为便下理意
所示维趋有忽故大
直径上假62.5mm/m
图4套背圆螺纹云型
(尺寸4)
表1套管测螺纹牙型高度尺小
会部尺于以mm 为单位。参见图3。螺纹数
FH·0.866p
元, h,- 0. 626,--0. 178
S.. - $.. = 0. 120 p+c. 051
S-..=h. 120p0. 127
8牙/25. 4 mm
+ - 3. 17E
注:H,点,和n是根据对称圆柱螺纹而不是对称画链爆纹公式计障的,包其结果偏差对螺距为3.175mm,增度为62.5mm/ml或更小的螺绞来说可忽略不计.77
螺纹参数
链度:
c2.3 um/l
持米度上直径偏
CB/T 9253. 2—1999
套管阅螺效尺寸投限搞差:
每 25. 1 Tm 系度二直径偏差
每25-4mm
牙型高度:
牙型角:
纵螺纹全长 ,:
繁密距A:
查管接箱筐比直径Q和性孔深度…极限偏势
1 5. 208 nr!
--2. c0o nr.
+:. 132 mr
+$, e nrt
.te. 13* ma
+o o m
见 6. 1. 4
1管外媒致,每-1m的距极限偏老是Lg大度内26.1长度的最人充许偏袭,寸见表21.琴积颤距极限偏差是在[L)全长上的最大允许编差。对于内螈纹,螺距的测整范围是汉孔平面至距离接雅中心:守面的长度范国2)在库情上,是合格的:若以管端全浪天爆级平面位”管于外经最大笠的距离在是连负痛差内势若从萨端至消头螺纹平面位十管子外经最小处)的随离在上述正偏差内。3】降另消注明外,所列偏差均适用于内、外螺纹。6
套管瓶螺效尺业
除举日1、1和13外,其尺寸均以mm为单。参见图3,1
代号规路
标称重
带螺纹外径
和箍)
1h/fr)
管端至 有效 管端至
大烯 25. 2 nam手紧面 螺纹 消失点长度总长度
9. 50.114. 30 j14. 3G
4%其余直量11.30114.3℃
11.60 187. 0 127.
其余重量127. 01 127.3c
5%全部直量119.70139.7℃
6 全部宣量168. 28 168. 28
17.00177.80 177,8C
其余重量177.8F177.BD
7%,全部重量193. 68 193.68
来用说明:
机发后
咨端至
接箍端
接摊中心紧面长
23. 29 4:3.6 50.6 111. 843
39.21 59.44 66.68 111.843
36. t9 56. 26 33. 40 124.54342. 44 62.61 39. 85 124. 54315.62 55.79 73.03 137.243
51. $7 72.11 79. 38 165. 82133. $2 53. 419 50, 34 175. 1-531. 97 72. 14 79. 38 175. 34553. 44 75. 3: 32. 55 191.11128.35
馋引肾密前
116. 68 12. 70
17. 68 116. 38 12, 70
17. 86 129. 38 12. 70
17. 88 129. 38 12. 70
142. 08 12. 70
17.85 170. 96 12. 70
17. 68180. 18 12. 70
17. 88±180. 18 12. 70
18.03196.36 11.003
从誉察
小长楼
11 对于规格小下 7%的套管短医螺纹,API SPEC 5H 第:1 版所列2值可能有,本标准经过分析并对照其第 :2版凸作修改。
代号规格
标称重站
(螺穿外径
和接)
GB/T9253.2
衣6完)
管端有效端室
25. mm手素面 察纹 消失点
24. 60 319. 08 210. 05
8 H系219. n8 219. 05
9全音盛244.48244.48
9系 全部重或244. 48 244. 48
132.75273.C5 273.05
10%其余重盘273. t 273. 05
10%共余重量273. C5273. 05
114全重298.45 298.45
11全重8.45248.45
13%全重量339.73339.73
13系全部量339.73739.73
16全部互量406.40 406-40
1887. 50 473.08 473.58
20 全部互量508. 00 E08. 00
20全邮508.00508.0K
长度总长度
沉紧后
誉端至
挖猴粥
面至 F
按箍之心紫长
47. 00 68. (16 76. 20 216. 51±55, 62 73. 49 85. 72 216. 51455. 62 73. 10 85. 75 2:1. 91154.91 75. 49 85.72 214. 808
43.74 62. 61 69.83 270. 480
59, 79 81. E6 88. 60 270. 18955 19 81. 66 88. 50 270. 38359. 79 81.66 88. 50 295. 58958 c9 81.e6 88.90 235.783
59. 79 81. 66 88.S 337.164
58 69 31.66 88. 90 337. 058
72. 45 01. 56 101. 59 133. 83472. 49 94. 56 101. 53 17C. 5.472. 41 04. 36 101. 5: 315. 23370, 79 94. 36 101, 59 335. 33329.23
起宠整
燥礼螺整亚
拨纹战
221. 46 11. t:0
221. 46 11. Cm
18. 01 246. 86 11. Co
18. 11 246. 86 11. cc
IR.01 275. 43 11. t(:
18. 01 2'b. 43 11. CC
275.43 11. t
18. 01 300, 83 11. CC
18. 11 360, 83 11. CC
1K. 0T 342. 11 11. CC
18. L 342.1I It.to
18. 01 408.78 9.30
18. 01 475.46 9. 30
510.38 9.30
18. 11 510. 38 9. 30
所有规格管子的螺纹言径上的锥度均为62.5mm/m手陷紧密所\A\基本机紧1扣的基≥留量如图3。1) L—(L,—29. 58) m1,对于 8 牙圆娜纹弃常.21适二以下P110钢级的接箍:
适用三钢级及更高钢级的接,
1 适用下低下155 和K5: 钢级的接推、5>适用于155:下55销级及更商钢缓的接推。表7 套管长因螺纹只寸
除栓H 1、1 和 13 外,其余尺寸均以 rm 为单位。参见图3:
“大翼
114.30 114.30
127.00 127.09
139. 70 125. 73
168.28 168. 29
177. 80 177.89
193. 68 153. 68
8%8 215. 08 210 05
手紧面
管端至
消失点
总长渡
机紧接箍端面按箱
管端至
金手紫
接中心面长度
上65.521
F5.10107. 0h 121.30
.7. 88
116. 68 12. 70
129, 33 12. 7(
122. 08 12. 70
170,5512.70
180. 1K 11. 00
196. 36 11. c
82-.4611.to
从普端起
完整螺纹
斑小长
管端至
6% 244.48 214.48
214.4E 214.46
508. c0 508. 60
20 563.00 508.00
GB/T 9253.2... 1999
表7(完)
管端至
消失点
总民度
1.3, 41120. 65
113. 41 120. 65
164. 24 [25. 11 133. $5
机紧后 接链端面 接链
接筑十心面长度
102. 54 -26. 11 133. 35
造孔案密距完整摄效
246. 86 -1. ot:
16.21 526.28 6.36
18. 11 5JC. 33 5. 34
新右规格管子的螺效在直径1.的链度均为65.5.111/1.于紧案密距+4\是基术机紧 上相的基本留量,如图 5 所示1)L,-(L—28.E8) m,对于8阅媒教套管,2)逆用于低于110钢级的接链。9)适用于P110钢级及更病钢级接箍。-)逆用T低TJ55和K55钢级的接箍,3)适用十F55和K55钢级及更高钢级的接箍31
张第进人一角标记底进的后一牙内,拨策中心平面
基本机蛋:扣法置
.I.1端涂
25×102#
完效中
为最小机;左到一角标记血点头量人机禁上机
游失点平面
与二,角标记的第一接慧乎面
[>规将≤13张者为 7. 62
规格≥16 若为 5. 03
常手外控
基本手案,1:扣位量
现将≤,4义者为 10.5
规格3~-13%者为:2.70
规格≥16 含为 9. 53
用标记
现垢端焱
25×610带
偏梯彤套管螺纹于紧三打蒋本尺寸图5
爆纹牙塑详图和尺上无伤6,了)18
淤小长间
螺纹参数
iR/T 9253. 21999
2. 51. H.
非,牙忘和牙平行国妞
t..575±o.0252
理路者
总倍&者
一中轻晚
牛径域
i,T6R_
c,7:R-0..5
红格二性或>62.5mm/m
图5偏娣形套管螺纹牙型和尺小
(规格1~13
生,习机牙肤中十恢纹辅
血标上雌> B3. 3mm,m
3.202-0.0
i. t5mm单所
1.575±0.02
5 2531
两偏形套管螺纹牙型和尺寸
(规不小[6?
表6偏梯形套管螺纹尺下极限偏差”每来关度上直径偏差……
%.5证m/m(规格4均~13%)
每25.=mm长至上直轻偏差
83.mm/m视格不小于16)
存 2, 1 TTIL 长度上直径偏差
为 2. 54 & rh
提格8%者
2. 51 1.1
n, 26k -g
数限偏差
1. 5c mm
-2. 5c mm
.... 64 mr
1 0. 1* :1 3
-0. (164 mm
螺纹参数
管子(在完整螺纹长噬内):
举米长度上直径偏差
62.5mt=s/1n规格1%-15%)
每 25. 4 mtl 长度 上直径偏差83.3 mm/m规格不小于16)
每 26i. 2 tnn 长度上直丧偏考肾了{在不完整胶长变内)\:
海米长度上直径遍差·
62.5mm/m(规格4%~~3拍)
CB/T 9253. 2 1999
表S完)
每 25. 4 1mrn 长度上古径偏差....
83.3 mm/m(动格不小于16)
每 2i. 4 mm 长度上直径偏差
每25.4mm:
规格不大于13%
规格不小于16
牙型臣:
牙型角:
外爆纹全长1由于螺纹型式谢差无规追燃效长度4
例角:在带纹管子外谢询和接撞上紧密距A:
1)竭纹底径面维(即小径面链;与管子外轻相交点处的链度不得超过最大编差。极限偏差
.(58 mml
..0. 089 n
I 4. h mms
-1. 50 mm
I . 11+ nm
-3,038 nim
t639n:rr
±u. 051 tt.m
(. 076 nm
25+0.026>m.m
5. 6. 1, 4
2)每25.4mm螺臣极限偏差是完整骤纹长度内任一25-4mm长度的最大允计遍。暴积极限偏差是完憾效全长上的最大允许偏券。完整螺纹长度(外阐纹和内螺效)见 5. 1.1 规定。3) 陷另有注明外,所列极限偏差均适用于内,外螺纹。表9
偏梯形套管螺纹尺寸
除栏日1.4和13外,其余尺寸均以mm为单位。参见图5。1
4/2111.30:34.71
5127. 00 127. 11
552 139. 70 140. 11
6% 168. 28 168. 68
7177.83178.21
不完整
管端至
清失点
总长渡
中径”
51.521CJ.94
56.25 106. 63 176. 632
机紧片
管端至
手紧后
替端至
管端氧
三角形手累
端面至
认普端
标记紧密距镗孔
螺纹最
直径小长度
1/2 11.86 31.84
42. 85 100.01
45. 31 103. 15
45. 31 104. 7R
15. 31 109. 34
45. 3: 114. 3
130.56 35.0
143. 26 36.60
171. 43 21. 35
181.36 46.13
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。