标准分类号
标准ICS号:能源和热传导工程>>27.040燃气和蒸汽轮机、蒸汽机
中标分类号:电工>>发电用动力设备>>K56燃气轮机及其辅助设备
关联标准
出版信息
出版社:中国标准出版社
书号:155066.1-10764
页数:平装16开, 页数:15, 字数:26千字
标准价格:12.0 元
出版日期:2004-07-24
相关单位信息
首发日期:1993-12-28
复审日期:2004-10-14
起草单位:南京汽轮电机厂
发布部门:国家技术监督局
主管部门:中国机械工业联合会
标准简介
本标准规定了燃气轮机的压气机、燃烧室、透平在总装配中的技术条件。本标准适用于固定式或箱装式发电用燃气轮机,其它类型的燃气轮机可参照采用。 GB/T 14793-1993 燃气轮机总装技术条件 GB/T14793-1993
标准内容
中华人民共和国国家标准
燃气轮机总装技术条件
Assembling technical speclricatious for gas turbine1主题内容与适用范围
本标准规定了燃气轮机的压气机、燃烧室,透平在总装配中的技术条件。GB/T 14793—93
本标准适用于固定式或箱装式发电用燃气轮机,其它类型的然气轮机可参照采用。2气缸
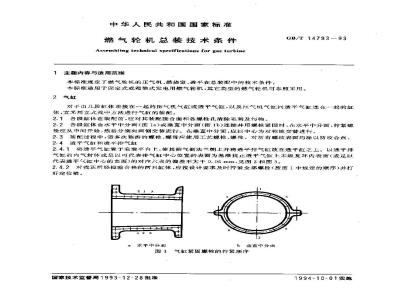
对于由儿段缸体连接在一起的压气机气缸或透平气缸,以及压气机气缸同透平气缸红连在起的缸体,宜来用立式找中方法进行气缸的装配。2.1各段缸体在装配前,应对其装配接合面和各螺栓孔清除毛刺及污物。2.2各段缸体由水平中分面(图1a)或垂直中分面(图1b)连接并用螺栓紧固时,在水平中分面,拧紧螺栓应从中间开始,然后分别向两侧交替进行。在垂直中分面,应以中心为对称地交替进行。2.3装配过程中,需多次装拆的螺栓、螺母应使用工艺螺栓,螺母。对所有螺纹表面均涂以防咬合剂。2.4透平气缸和透平排气缸
2.4.1将透平气缸置于安装平台上,使其排气侧法兰朝上并将透平排气缸放在透平缸之上。以透平排气缸的内气封体或足以可代表排气缸中心位置的表面为基准找止透平气卸上末级复环内表面(或足以代表透平气缸中心的表面>的对应点的偏差不大于0.05mm,见图2和图3。2.4.2对找正后经检验合格的两只缸体,应按设计要求及时拧紫全部螺栓(按图1中规定的顺序)并打好定位销。
h垂直中分面
水平中分面
图1气缸紧固螺栓的紧顺序
国家技术监督局1993-12-28批准1994-10-01实施
透平排气缸
酮端法兰
GB/T 14793-93
白分表
平摄气红内气封环
缸体中心线
图2透平气缸与透乎排气缸找
水亚中分面
图3气缸找中测点位置
2.4.3透平气缸及其复环的装配要求2.4.3.1透平气缸进气侧法兰朝上,测取法兰端面均布八个点的端面圆跳动不大于0.05mm。2.4.3.2对于透平气缸内采用有复环的结构,其气缸内术级复环内表面六点的径向圆跳动不大于0.25mm。对称180位置的两点跳动差值不人于0.05mm(六点位置见图3)。2.4.3.3各级复环在相对应的入点上的跳动差值不大于0.13mm,见图3。2.4.3.4根据不同的燃气初温,各复环块之间的间隙以及复环在透平气缸水平中分面处的相对位置应符合设计要求,见图4。
上半艇复环端曲
避半缸水平中分面
密封迹
F平.复环蹦面
复环与气血的相对位置
图4复环装配间源与安装位置
2.5压气机排气缸与透平气缸的装配。GB/T 14793—93
2.5.1压气机排气缸与透平气缸接缸时,压气机排气缸的进气侧法兰端面均布的八个点的端面圆跳动不大于 0.10 mm。
2.5.2压气机排气征与透平气缸接缸时,压气机排气缸相对于透平气缸的内圆,在床气机末级叶片安装处的内圆径向圆跳动和靠近进气侧垂直法兰处内圆的径向圆跳动均不大于0.05mm,见图3和图5。2.5.3对于在压气机排气缸中设有内缸的结构,其内缸的内圆对称六点的径向圆跳动不大丁0.05mm,六点位置见图3。
2.5.4安装在压气机排气缸上用于支承透平喷嘴的支承环其内圆对称六点的径向圆跳动不大十0.10 mm.
百分表
压气机排气
图5透平气缸与压气机排气缸立式找中2.6压气机气缸中段与压气机排气缸的装配2.6.1压气机气缸与压气机排气缸接缸时,压气机气缸的进气侧垂直法兰端面圆跳动不大丁n.10mm。
2.6.2压气机气缸内圆对称六点的径向圆跳动不大于0.05mm,六点位置见图3和图6。2.6.3对有抽气槽的压气机气缸,应测量抽气槽的宽度尺于.并且必须符合设计要求。压气机气缸
百分表
拍气描克电
东气机撑气缸
图6压气机气缸与压气机排气链立式找中GB/T 14793—93
2.7当连接各段缸体时,应在垂直中分面(靠近水平中分面约25tmml一段)涂以密封剂。2.8装配连接完各段气缸后,应按设计要求及时拧紧螺栓并打好定位销,螺纹应涂以防咬合剂。2.9拧紧螺栓时,不应有卡涩现象。2.10气缸螺栓拧紧时,根据螺栓的不规格和材料,螺栓扭矩应符合设计要求,2.11各段气缸中分面的密封检查应符合设计要求。3轴承
3.1所有的轴承零件,在装配前应去除毛刺,壳体的表面杂质和污垢应衡底清除1净。3.2复核轴瓦及转了轴颈的尺寸.测量并记录圆杜度。3.3垂直方向或水平方向的调整平热片的厚度差不人于0.025mm。3.4安装于透平气缸上的径向轴承座的凸耳与其压板的间隙应不大于0.025mm,见图7。S00
轴承库凸耳
训整挚片
图7透平侧径向轴承座的凸耳固定间隙3.5径向轴承的轴承座导键与缸体上的键槽间的两侧间隙,即a十b不大于0.03mm,见图8.轴承座导链
调费块片
红体链槽
图8轴承座导键与缸体的装配
3.6对于挠性转子的燃气轮机,需将轴颈适当抬高,(一端或一端)相对丁机组中心线的拍高量应符合设计要求。
3.7当轴承全部安装完毕后,须将主推力面贴紧主推力瓦,并盘动转子,检查第一级动叶叶顶的径向间,上下半各检查三处,其中靠近水平中分面为二处,上下两处读数差及左右两处的读数差应符合设计要求,见图3。
3.8盘动挠性转子,检查透平末级动叶片处相对于气缸内径的跳动,上下两点的读数差应符合设计要求。
3.9对有抬高转子轴颈要求的转子,其轴颈在轴瓦内的斜度应符合设计要求。3.10检查未抬高转子轴颈的轴承内的轴瓦与轴颈的接触长度应不小于轴瓦长度的80%。4静叶片
GB/T14793—93
4.1静叶片装配前,必须核对零件代号并做光谱检查,以及按设计要求检查静赖。4.2检查叶片表面,不得有划痕,擦伤等表面缺陷。4.3静叶片装配前,必须严格清理静叶片的安装槽道,但不允许对叶根进行修链锉。4.4装配时,认准叶片的进、出气方向。4.5压气机静叶的装配
4.5.1静叶装配后,其根部(包括带有静叶根环的静叶组件)高(低)于气缸内圆表面应不大于0.25 mm.
4.5.2静叶装配后,其根部(包括带有静叶根环)应低于气缸水平中分面,并月不大于0.3mm。4.5.3,静叶的安装角,节距应按设计要求予以检测,并详细记录。4.5.4安装在气缸中的带有叶根的静叶组件,其各环端面间的间隙累积值不大于2.0mm。4.5.5静叶片(包括静叶组件)低于气缸水平中分面的要求,可用加垫片(或磨叶片根部端面)的方法达到,但垫片不得加在靠近水平中分面下的第1片和第2片叶片之间,垫片的厚度不大于1.5mm,数量不超过1片,磨削水平中分面下第1片叶片以外的叶根端面,两面的磨削相等,且不超过1.5mm。4.6可调静叶的装配
4.6.1可调静叶装入压气机气缸时,用手转动叶片,应转动白如,不得有任何卡涩现象。4.6.2可调静叶的转动角度的指针读数误差控制在士0.5\以内。4.6.3可调静叶的极限角度位置应符合设计要求。4.6.4在测量可调静叶的径向间愿时,叶片应处于设计规定的角度位置,见图9。守辆,
可调静叶
图9可调静叶的装配
4.7避平静叶的装配
4.7.1有涂层的叶片,涂层不得有剥落现象。4.7.2对有冷却措施的叶片,各冷却孔必须保持通畅。4.7.3对于装配中需要焊接的静叫组件,不可使焊缝堵塞组件之间的间隙。4.7.4在各静叶组件之间,必须留有足地可供热膨胀的间隙。4.7.5在采用内缸或复环的结构中,静叶与内缸或静叶与复环的同轴度不大于0.25mm。4.7.6静叶安装于气缸内时,固定静叶环的压板与环的间隙应符合设计要求,见图10GB/T 14793-93
一级静叶组件上半
一级静叶组性下半
谢整悼块
图10静叶组件的安装
4.7.7静叶的安装角、节距应按设计要求予以检测,并详细记录。5压气机转子
5.1压气机动叶的装配
透平缸上半
平缸半
51.1压气机动叶在装配前应全部做光谱检查,并按设计要求检查静频以及摩好叶顶。5.1.2对丁外协(购)叶片应全部做无损探伤捡查。5.1.3叶片表面不得有任何划痕或损伤。5.1.4装配过程中,不得对叶片根部或叶轮槽的工作面进行修链。5.1.5允许叶片根部底面与叶轮槽底面存在间隙。5.1.6叶根端面与轮缘端面应齐平其误差不大于0.15mm5.1.7对于燕尾形叶根的动叶,其轴向窜动量不大于0.1mm。5.1.8对每一级的动叶片应测量其对转轴的力矩,按编号准确记录,装配时,将力矩相等或相近的叶片,安装到对称位置,
5.1.9装配时认准叶轮及叶片的进出气方向。5.2压气机转子的装配
5.2.1应对已装好压气机动叶的单个叶轮进行动平衡,其精度为G6.3级。通过去重处理后,应对偏重(或偏轻)部位打以印记,去重的部位和方法应不得影响叫轮的强度。5.2.2对盘鼓式转子,叶轮外的零件,应予全部称重并编以序号,组装时,将质量相同(或相近)的零件置于对称位置。
5.2.3对于盘鼓式转子,按单个叶轮的残余不平衡量合埋配置各个叶轮的相对位置,以减少转子组件的初始残余不平衡量。
5.2.4装配转了组件时,应确保各叶轮间的对中要求;对采用圆周拉杆螺栓结构的转子组件,为使各对称位置的拉杆螺栓受力相等,拧(拉)紧拉杆螺栓的顺序按图11进行。GB/T 14793—93
图11疗(拉)紧拉杆螺栓顺序
5.2.5拉杆螺栓在各级叶轮孔内,不应有卡涩现象。5.2.6拉紧螺栓的预紧力应符合设计要求。转子上的螺母应确保防松。5.2.7对于纽装后的盘鼓式压气机转了,各叶轮之别在轮缘处的间隙应符合设计要求,其间隙偏差应不人于 0. 05 mm.见图 12
对中心止口
转子《叶轮中心线)
图12压气机转子叶轮间的配合
5.2.8对图13中组装后的压气机转子的跳动量检查应符合表1要求,位置见图13。表1
径向圆酰动
端面圆酰动
压气机转子跳动量检查
GB/T14793—93
图13压气机转子跳动量检查示意图5.2.9压气机转了的动平衡精度按G2.5级,当韧始不平衡量过大时,转子应重新装配。6透平转子
6.1透平动叶片装配
6.1.1透平动叶片装配前应全部做光谱检查,并按设计要求检查静频以及磨好叶顶。6.1.2对下外协(购)叶片应全部做无损探伤。.6.1.3透平动叶片不应有划痕、损伤及涂层脱落等表间缺陷。6.1.4透平动叶片齿不进行修链。6.1.5应确保各动叶片作叶根间留有间隙,间隙值应符合设计要求。6.1.6动叶片装配后应为松动状态,其切向摆动和径向外移量应符合设计要求。6.1.7动叶片装配并锁紧后,其轴向审动量不大于0.20mm。6.1.8动叶片锁紧用零件只充许使用-次。6.1.9对全部叶片测量其对转轴的力矩,并记录利编号。装配时将力矩相同(或相近)的叶片于对称位置。
0装配时应认准叶轮及叶片的进、出气方向。6.1.10
6.2透下转子的装配
.6.2.1对已装好叶片的叶轮需做动平衡,其精度按G6.3级。去重部位和方法应不影响叶轮的强度,对偏重(或偏轻部位打以印记,按残余不平衡量合理配置叶轮的相对位置。6.2.2对除叶轮外的零件予以称重并编号,组装时,应将质最相等(或相近>的零件置于对称位置。6.2.3采用过盈配合定中心的轮盘装配,轮盘必须均匀受热,不得有过烧现象,并设法保护叶片。6.2.4应确保各叶轮间的对中要求,对采用螺栓拉紧的结构,螺栓不应有卡涩现象。6.2.5采用螺栓拉紧的结构,应按图14所示顺序紧固螺母,螺栓预紧力应符合设计要求。图14透平转子柠紧螺栓顺序
6.2.6转子上的螺母应确保防松。GB/T14793—93
6.2.7组装后的透平转子跳动量检查应符合表2要求,位置见图15。表2透平转子跳动最检查
径向圆跳动
端面圆跳动
图15透平转子跳动量检查示意图6
6.2.8透平转子动平衡精度按G2.5级。当初始不平衡量过大时,转子应重新装配。7燃气轮机转子组件的装配
7.1装配前,检验转了组件的压气机转子和透平转子的跳动量和余不平衡量记录,其值都应符合设计要求。
7.2对转子组件中的紧固零件应予以称重并编号打印。装配时.将质量相同(或相近)的零件置于对称位置。
7.3在转子组件装配过程加热零件时,需从中心到轮缘逐渐加热,零件表面不得有过烧现象,并设法保护叶片。
7.4转子组件的紧固螺栓,必须在连接件冷却至室温后方可拧紧。拧紧螺栓的顺序按图14进行。螺栓的预紧力应符合设让要求,螺母应确保防松。7.5转子组件装配完后,必须在冷却至室温后方可进行跳动量检查,并做详细记录。跳动量应符合表3要求,位置见图16。
转子组件跳动量查
径向圆跳动
端面圆肌动此内容来自标准下载网
0. 01 0. 025
GB/T14793—93
图16燃气轮机转子组件姚动量检查示意图7.6在压气机转了和透平转子的接合部位,应打以印记。7.7燃气轮机转子组件动平衡
7.7.1转子红件动平衡精度按G2.5级。如果初始不平衡量过大,则转子组件必须解体后重新装配。7.7.2对长的烧性转子,应进行多平面的动平衡校核。7.7.3对压气机转子,透平转子以及转子纽件的动平衡块,应打以不同的印记。7.7.4与燃气轮机转子组件刚性连在起的零件,应与转子组件一起做动衡。8燃烧过渡段装配
8.1过渡段与燃烧室火焰筒连接的-端,其中心与燃烧案的中心线偏差不人于1.50mm,见图17。过函段
机组垂直中心线
火焰商
谢烧室外
单燃烧室
过捷段
[组水平中心线
娣烧室
b分管燃烧室
图17燃烧室的分布与过渡段中心线位置示意图8.2安装过获段时.不得使其一端呈悬臂状态。8.3过渡段(单管或分管)进、山口端面分别与火焰筒、透平静叶环之间应留有间隙,间隙值应符合设计要求,图18,
8.4所有紧固螺钉、螺母必须涂防吸合剂,扩紧后须防松。第·级静叶组件
密封片
过续段
图18过渡段与静叶组件间隙示意图9燃烧室的装配
GB/T 14793—93
9.1燃烧室中的燃料喷嘴中心线与火焰筒中心线的偏差应符合设计要求。9.2两个燃烧案间的联焰管装配间隙应符合设计要求,见图19。间腻
图15联焰管的装配
火焰筒
联焰普
9.3每个燃烧宰的火焰筒与其联焰管间应留有热膨服的间隙。9.4燃烧室中火花塞和火焰检测器中心线的找中偏差应符合设计要求。9.5燃烧空装配中的密封垫片只允许使用次。10燃气轮机转子人缸和盖缸前的要求燃气轮机转子入缸前,必须严格检查,缸体内不准有异物存在,并确保全部零件的消洁。10.1
10.2在轴承下瓦表而加注润滑油,并盘动转子,不应有异声或卡涩。10.3按下列内容予以测量并做记录,测量值应符合设计要求。a.
径向轴承瓦背的过盈(或间隙):径向轴承与轴颈的间隙;
在转子刷推力盘面与副推力瓦贴紧后,测基主推力盘面和主推力配间的问隙;各气封坏及油封的间;
压气机动叶顶的径向间隙;
压气机静叶顶的径向间隙,
透平动叶项的径向间隙,
透平动叶根部轴向问隙
透平静叶项的径向间隙:
透平通流部分气封齿径向间隙和轴向间隙;压气机通流部分气封齿径向问隙和轴向间隙。11燃气轮机的支承
11.1燃气轮机主支承的调整垫片至少应包括3组不同的厚度尺,见图20克手炉
支承板
调整垫片组
GB/T 14793—93
图20燃气轮机的支承
透平气缸
导德块
11.2机组的支承定位销,在运抵使用现场后,必须予以更换,如出现拉毛变形等异常,应重新较孔配制定位销。
11.3当压气机气缸采用导键安装丁底盘l:,进排气缸导键与底盘的间隙为0.0250.05 mm,览图21.
压气机气缸导糖
图21压气机导向键装配
11.4压气机采用滑销结构时,滑销与销孔的间隙应不小于0.04mm,见图22。气缸广牛
调垫片一
金气机能盘支
图22压气机缸体的支承
正紧螺
压气帆气缸下半法兰
调整垫片
庭盘支座
调票套
11.5压紧螺钉在压调整衬套后,调整衬套与气缸下半法益面的间隙应符合设计要求见图22。11.6调整村套与气缸支承法兰的径向间隙(41十42)应符合设计要求,见图22。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。