GB/T 15826.5-1995
基本信息
标准号: GB/T 15826.5-1995
中文名称:锤上钢质自由锻件机械加工余量与公差 套筒类
标准类别:国家标准(GB)
标准状态:已作废
发布日期:1995-01-02
实施日期:1996-08-01
作废日期:2008-08-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:85464
标准分类号
标准ICS号:25.010
中标分类号:机械>>加工工艺>>J32锻压
出版信息
出版社:中国标准出版社
页数:4页
标准价格:8.0 元
出版日期:1996-08-01
相关单位信息
首发日期:1995-12-14
复审日期:2004-10-14
起草单位:上海市机电工业管理局
发布部门:中国机械工业联合会
主管部门:中国机械工业联合会
标准简介
GB/T 15826.5-1995 锤上钢质自由锻件机械加工余量与公差 套筒类 GB/T15826.5-1995 标准下载解压密码:www.bzxz.net
标准图片预览




标准内容
中华人民共和国国家标准
锤上钢质自由锻件机械加工余量与公差套筒类
Machining allowances and tolerancesfor steel open die forgings on hammer-Seamless cylinder hushings
1主题内容与适用范围
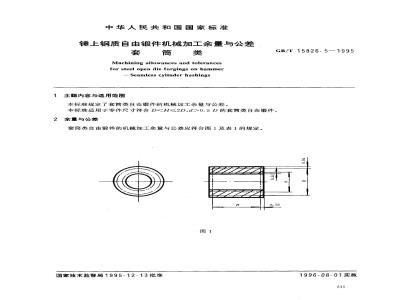
本标准规定了套筒类自由锻件的机械加工余量与公差。GB/T15826.5--1995
本标准适用于零件尺寸符合D0.5D的套筒类自由锻件。2余量与公差
套筒类自由锻件的机械加工余量与公差应符合图1及表1的规定。pg-d
国家技术监督局1995-12-13批准0.56
1996-08-01实施
GB/T15826.5
815218
181912
ttetgt
0291018-9
5391 /01 ]8.9]
110120167280221802
866281
6138861
F21517512106140156291 76888882+287818
01988669
18816201283219881919
3一般说明
GB/T15826.5-1995
3.1薄壁型套筒件,即零件壁厚尺寸符合≤40 mm时,锻件的余量和公差按表查出后,按下列要2
求适当增加:
a:要求F级锻件精度的零件,按表的余量增值系数f增加其高度H和内径d的余量,而外径D的余量和公差不增加。
b.要求E级锻件精度的零件,按表的余量增系数增加其外径D,高度H和内径d的余量。余量按增值系数增加后的锻件尺寸,其公差也要增加,公差的增值系数均为1.3。上述尺寸增加后的数值,均按四舍五入化为整mm数。3.2其余应符合GB/T15826.1《锤上钢质自由锻件机械加工余量与公差一般要求》的规定。3.3计算举例
a。按F级锻件精度的零件,计算锻件尺寸:设:零件尺寸2D=280 mmd=260 mm2H=380 mm2查表得:a=19±8mmb-20±8mmc=25±11mmD-d_280--260
=10 mm
查表得:余量增值系数F=1.6bzxz.net
计算:外径的余量和公差不增加:α=19士8mm高度的余量:6·f-20×1.6=32mm公差:±8×1.3=±10.4~±10mm内径的余量:c?f=25×1.6=40mm公差:±11×1.3=±14.3~±14mm求得的锻件尺寸为:
D,(280+19)±8-299±8mm
H。(380+32)±10=412±10mm
d.=(260--40)±14=220±14 mm
b。按E级锻件精度的零件,计算锻件尺寸:设,零件尺寸
D-280 mm
查表得:α=17±7 mm
壁厚=D=d_280-260
d-260 mm
6=20±8 mm
2=10mm
查表得:余量增值系数f=1.5
H = 380 mm
c=17±7mm
计算:外径余量:a·f17×1.5=25.5=26mm公差:±7×1.3=±9.1~±9mm
高度余量:h.f20×1.5=30mm
公差:±8×1.3=±10.4~±10mm内径余量:c·f=17×1.5=25.5~26mm公差:±7×1.3=±9.1~±9mm
求得的锻件尺寸为:
D=(280+26)±9-306±9 mm
H.(380+30)±10=410±10mm
d(260-26)±9=234±9mm
附加说明:
GB/T15826.5
本标准由中华人民共和国机械工业部提出。本标准由全国锻压标准化技术委员会归口。本标由上海市机电工业管理局等单位负责起草。本标准主要起草人董珠生、潘柏茂、吕显成、张炳基、谢华珍。本系列标准自实施之日起,原JB4249-86《锤上钢质自由锻件机械加工余量与公差》标准作废。238
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
锤上钢质自由锻件机械加工余量与公差套筒类
Machining allowances and tolerancesfor steel open die forgings on hammer-Seamless cylinder hushings
1主题内容与适用范围
本标准规定了套筒类自由锻件的机械加工余量与公差。GB/T15826.5--1995
本标准适用于零件尺寸符合D
套筒类自由锻件的机械加工余量与公差应符合图1及表1的规定。pg-d
国家技术监督局1995-12-13批准0.56
1996-08-01实施
GB/T15826.5
815218
181912
ttetgt
0291018-9
5391 /01 ]8.9]
110120167280221802
866281
6138861
F21517512106140156291 76888882+287818
01988669
18816201283219881919
3一般说明
GB/T15826.5-1995
3.1薄壁型套筒件,即零件壁厚尺寸符合≤40 mm时,锻件的余量和公差按表查出后,按下列要2
求适当增加:
a:要求F级锻件精度的零件,按表的余量增值系数f增加其高度H和内径d的余量,而外径D的余量和公差不增加。
b.要求E级锻件精度的零件,按表的余量增系数增加其外径D,高度H和内径d的余量。余量按增值系数增加后的锻件尺寸,其公差也要增加,公差的增值系数均为1.3。上述尺寸增加后的数值,均按四舍五入化为整mm数。3.2其余应符合GB/T15826.1《锤上钢质自由锻件机械加工余量与公差一般要求》的规定。3.3计算举例
a。按F级锻件精度的零件,计算锻件尺寸:设:零件尺寸2D=280 mmd=260 mm2H=380 mm2查表得:a=19±8mmb-20±8mmc=25±11mmD-d_280--260
=10 mm
查表得:余量增值系数F=1.6bzxz.net
计算:外径的余量和公差不增加:α=19士8mm高度的余量:6·f-20×1.6=32mm公差:±8×1.3=±10.4~±10mm内径的余量:c?f=25×1.6=40mm公差:±11×1.3=±14.3~±14mm求得的锻件尺寸为:
D,(280+19)±8-299±8mm
H。(380+32)±10=412±10mm
d.=(260--40)±14=220±14 mm
b。按E级锻件精度的零件,计算锻件尺寸:设,零件尺寸
D-280 mm
查表得:α=17±7 mm
壁厚=D=d_280-260
d-260 mm
6=20±8 mm
2=10mm
查表得:余量增值系数f=1.5
H = 380 mm
c=17±7mm
计算:外径余量:a·f17×1.5=25.5=26mm公差:±7×1.3=±9.1~±9mm
高度余量:h.f20×1.5=30mm
公差:±8×1.3=±10.4~±10mm内径余量:c·f=17×1.5=25.5~26mm公差:±7×1.3=±9.1~±9mm
求得的锻件尺寸为:
D=(280+26)±9-306±9 mm
H.(380+30)±10=410±10mm
d(260-26)±9=234±9mm
附加说明:
GB/T15826.5
本标准由中华人民共和国机械工业部提出。本标准由全国锻压标准化技术委员会归口。本标由上海市机电工业管理局等单位负责起草。本标准主要起草人董珠生、潘柏茂、吕显成、张炳基、谢华珍。本系列标准自实施之日起,原JB4249-86《锤上钢质自由锻件机械加工余量与公差》标准作废。238
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。