QB/T 5419-2019
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 5419-2019.General specification for coatings of kitchen & sanitary hardware.
QB/T 5419规定了厨卫五金涂、镀层的术语和定义、分类、要求、试验方法。
QB/T 5419适用于厨卫五金产品所有铜合金、锌合金、铝合金、塑料、不锈钢等基材的电镀、有机喷涂、喷粉、物理气相沉积和铝合金阳极氧化等表面处理。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1732- 1993漆膜耐冲 击测定法
GB/T4955-2005金属覆盖层 覆 盖层厚度测量阳极溶解库仑法
GB/T 6461-2002金属基体 上金属和其他无机覆盖层经腐 蚀试验后的试样和试件的评级
GB/T 6739- 2006 色漆和清漆铅笔法测定漆膜硬度
GB/T 8014.3- 2005铝及 铝合金阳极氧化氧化膜厚度的测量方法 第3部分: 分光東显微镜法
GB/T 9286- 1998色漆 和清漆漆膜的划格 试验
GB/T 10125-2012人造 气氛腐蚀试验盐雾 试验
GB/T 13452.2- 2008色漆 和清漆漆膜厚度 的测定
GB/T 16422.1- .2006塑料实验室光源暴 露试验方法第1部分: 总则
GB/T 16921- .2005金属覆盖层 覆 盖层厚度测量X射线光谱方法
3术语和定义
下列术语和定义适用于本文件。
3.1表面处理surface treatment改进产品表面性能的处理。[GB/T3138- 2015,定义2.14]
3.2电镀electroplating为获得基体材料所不具有的性能,通过电解法在基体材料上沉积结合力良好的金属或合金层。[GB/T3138- 2015, 定义2.5]
3.3物理气相沉积physical vapour deposition (PVD)通过蒸发、再凝结元素或化合物在基体表面上形成覆盖层,通常在高真空条件下进行。[GB/T3138- 2015, 定义2.12]
QB/T 5419规定了厨卫五金涂、镀层的术语和定义、分类、要求、试验方法。
QB/T 5419适用于厨卫五金产品所有铜合金、锌合金、铝合金、塑料、不锈钢等基材的电镀、有机喷涂、喷粉、物理气相沉积和铝合金阳极氧化等表面处理。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1732- 1993漆膜耐冲 击测定法
GB/T4955-2005金属覆盖层 覆 盖层厚度测量阳极溶解库仑法
GB/T 6461-2002金属基体 上金属和其他无机覆盖层经腐 蚀试验后的试样和试件的评级
GB/T 6739- 2006 色漆和清漆铅笔法测定漆膜硬度
GB/T 8014.3- 2005铝及 铝合金阳极氧化氧化膜厚度的测量方法 第3部分: 分光東显微镜法
GB/T 9286- 1998色漆 和清漆漆膜的划格 试验
GB/T 10125-2012人造 气氛腐蚀试验盐雾 试验
GB/T 13452.2- 2008色漆 和清漆漆膜厚度 的测定
GB/T 16422.1- .2006塑料实验室光源暴 露试验方法第1部分: 总则
GB/T 16921- .2005金属覆盖层 覆 盖层厚度测量X射线光谱方法
3术语和定义
下列术语和定义适用于本文件。
3.1表面处理surface treatment改进产品表面性能的处理。[GB/T3138- 2015,定义2.14]
3.2电镀electroplating为获得基体材料所不具有的性能,通过电解法在基体材料上沉积结合力良好的金属或合金层。[GB/T3138- 2015, 定义2.5]
3.3物理气相沉积physical vapour deposition (PVD)通过蒸发、再凝结元素或化合物在基体表面上形成覆盖层,通常在高真空条件下进行。[GB/T3138- 2015, 定义2.12]
标准图片预览
标准内容
ICS91.140.70
分类号:Y71
中华人民共和国轻工行业标准
QB/T5419-2019
厨卫五金涂、镀层技术要求
General specificationforcoatingsofkitchen& sanitaryhardware2019-12-24发布
中华人民共和国工业和信息化部-rrKaeerKca-
2020-07-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。QB/T5419-2019
本标准由全国五金制品标准化技术委员会厨卫五金分技术委员会(SAC/TC174/SC4)归口。本标准负责起草单位:九牧厨卫股份有限公司、厦门卓标厨卫技术服务有限公司、广东金凯达实业有限公司、宁波埃美柯铜阀门有限公司、厦门晶标厨卫技术有限公司、国家水暖洁具产品质量监督检验中心、广州蒙娜丽莎卫浴股份有限公司、厦门瑞尔特卫浴科技股份有限公司、台州申琥洁具股份有限公司、国家建筑材料工业建筑五金水暖产品质量监督检验测试中心、国家陶瓷及水暖产品质量监督检验中心、上海建科检验有限公司。
本标准主要起草人:陈良权、黄秋琼、王汉春、薛丰锦、许建平、郑雪珍、廖天永、陈仁杰、丁伟刚、王兵、郑红波、史红卫、杨志雄、颜伟国、崔琦。本标准为首次发布。
rrKaeerkca-
厨卫五金涂、镀层技术要求
本标准规定了厨卫五金涂、镀层的术语和定义、分类、要求、试验方法。QB/T5419—2019
本标准适用于厨卫五金产品所有铜合金、锌合金、铝合金、塑料、不锈钢等基材的电镀、有机喷涂、喷粉、物理气相沉积和铝合金阳极氧化等表面处理。规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T1732-1993
漆膜耐冲击测定法
5金属覆盖层覆盖层厚度测量阳极溶解库仑法GB/T4955-2005
GB/T6461-2002金属基体上金属和其他无机覆盖层经腐蚀试验后的试样和试件的评级5色漆和清漆铅笔法测定漆膜硬度GB/T6739-2006
GB/T8014.3一2005铝及铝合金阳极氧化氧化膜厚度的测量方法第3部分:分光束显微镜法色漆和清漆漆膜的划格试验
GB/T9286-19981
GB/T10125-2012
人造气氛腐蚀试验盐雾试验
色漆和清漆漆膜厚度的测定
GB/T13452.2-2008
GB/T16422.1-2006
塑料实验室光源暴露试验方法第1部分:总则GB/T16921-2005
金属覆盖层覆盖层厚度测量X射线光谱方法3
术语和定义
下列术语和定义适用于本文件。表面处理surfacetreatment
改进产品表面性能的处理。
[GB/T3138-2015,定义2.14]
电镀electroplating
为获得基体材料所不具有的性能,通过电解法在基体材料上沉积结合力良好的金属或合金层。[GB/T3138—2015,定义2.5]
物理气相沉积physicalvapourdeposition(PVD)通过蒸发、再凝结元素或化合物在基体表面上形成覆盖层,通常在高真空条件下进行。[GB/T3138—2015,定义2.12]
喷粉powderspraying
用电晕放电使粉末类涂料黏附于基体材料上的一种表面处理方法,也称粉沫涂装。封孔sealing
阳极氧化之后,为降低氧化膜中的孔隙度和吸附能力并提高耐腐蚀性而进行的化学处理工艺。1
-rrKaeerKca-
QB/T5419—2019
[GB/T8013.1—2007,定义3.10]3.6
基体材料basismaterial
在其上沉积覆盖层的材料。
[GB/T3138—2015,定义3.22]
organiccoating
有机涂层
基体材料表面形成的以有机化合物为涂层的保护膜。3.8
镀层coating
采用电镀工艺或PVD工艺在基体材料表面形成的保护膜。3.9
阳极氧化膜
anodic oxidation coating
采用电解氧化工艺在金属基体材料表面转化形成的具有防护性、装饰性或功能性的氧化膜。[GB/T3138-2015,定义2.5]
按涂、镀层材料性质分为有机涂层和金属镀层4.1
4.2按处理工艺分为有机喷涂层、电镀层、PVD镀层、阳极氧化膜。5
5.1通用要求
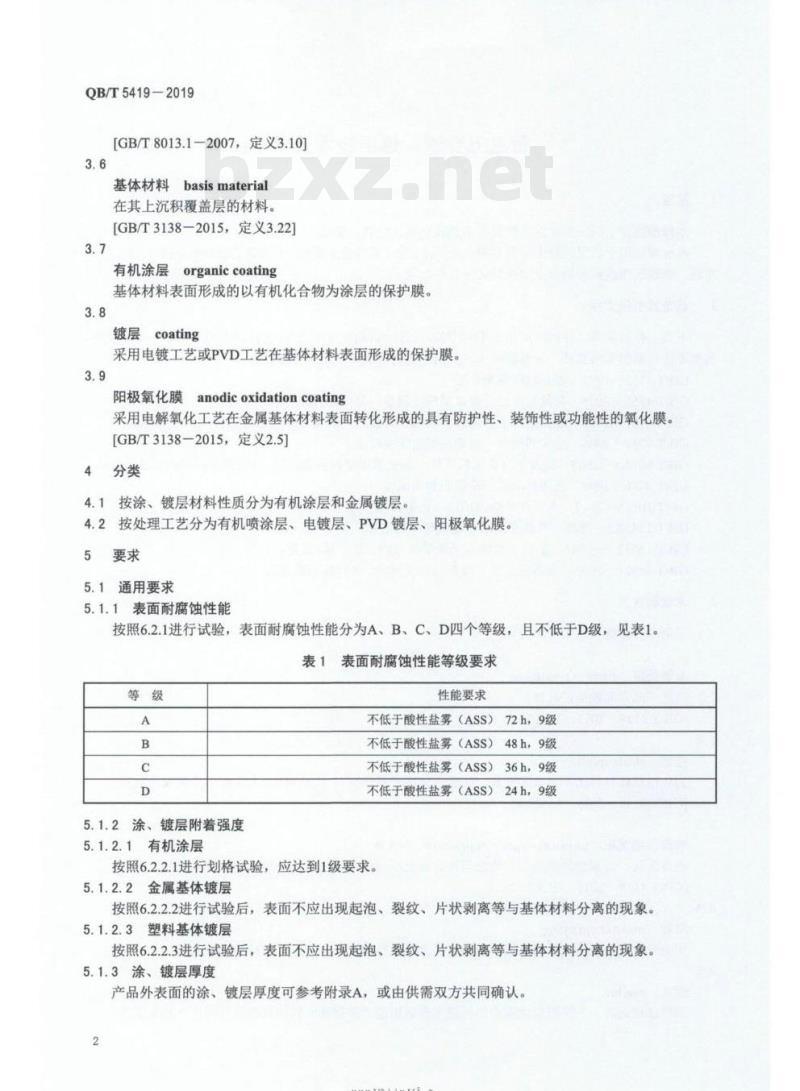
5.1.1表面耐腐蚀性能
按照6.2.1进行试验,表面耐腐蚀性能分为A、B、C、D四个等级,且不低于D级,见表1。表面耐腐蚀性能等级要求
5.1.2涂、镀层附着强度
5.1.2.1有机涂层
性能要求
不低于酸性盐雾(ASS)
72h,9级
不低于酸性盐雾(ASS)
48h,9级
不低于酸性盐雾(ASS)
36h,9级
不低于酸性盐雾(ASS)
24h,9级
按照6.2.2.1进行划格试验,应达到1级要求。5.1.2.2金属基体镀层
按照6.2.2.2进行试验后,表面不应出现起泡、裂纹、片状剥离等与基体材料分离的现象5.1.2.3塑料基体镀层
按照6.2.2.3进行试验后,表面不应出现起泡、裂纹、片状剥离等与基体材料分离的现象。5.1.3涂、镀层厚度
产品外表面的涂、镀层厚度可参考附录A,或由供需双方共同确认。2
rrKaeerKAca-
5.2有机涂层特殊要求
5.2.1耐水性能
按照6.3.1进行24h的漫
5.2.2耐清洁剂性能
按照6.3.2进行16
5.2.3耐磨擦性能
按照6.3.3进行12L的落
5.2.4耐老化性能
试验后,产品表面不
现起泡、变色、剥
QB/T5419-2019
腐蚀等现象。
试验后,产品表面不应出现起泡、剥离、腐蚀等现象。,产品表面不应被唐损基体材料。按照6.3.4进行24h的老化性能验后,产品表面不应出现黄变、老化等不良现象且色差△E不应大于2。
5.2.5硬度性能
按照6.3.5进行武验,产品表面硬度不应低于H。5.2.6抗冲击强度
按照6.3.6进行武验,产品表面不应出现毅纹、皱纹及剃落等不良现象。5.3PVD镀层特殊要求
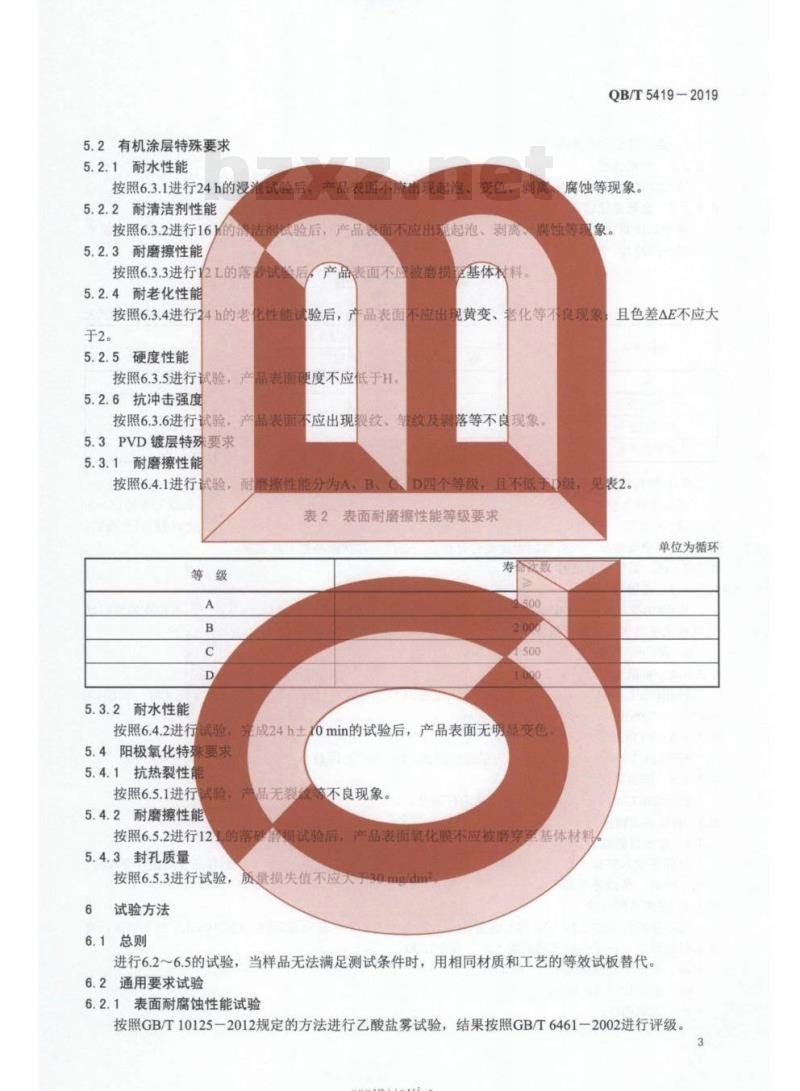
5.3.1耐磨擦性能
按照6.4.1进行试验,耐磨擦性能分为A、B、D四个等级,且不低手D级,见表2。表2表面耐磨擦性能等级要求
单位为循环
5.3.2耐水性能
按照6.4.2进行
武验,
殊要求
5.4阳极氧化特到
5.4.1抗热裂性
按照6.5.1进行
5.4.2耐磨擦性能
按照6.5.2进行12
5.4.3封孔质量
omin的试验后,产品表面无明
完成24h士
显变色
品无裂
不良现象。
唐损试验后,产品表面氧化膜不应被磨穿至基体材料的器砖
按照6.5.3进行试验,质量损失值不应人6
试验方法
6.1总则
进行6.2~6.5的试验,当样品无法满足测试条件时,用相同材质和工艺的等效试板替代。6.2通用要求试验
6.2.1表面耐腐蚀性能试验
按照GB/T10125一2012规定的方法进行乙酸盐雾试验,结果按照GB/T6461一2002进行评级。3
rrKaeerKca-
QB/T5419—2019
6.2.2涂、镀层附着强度试验
6.2.2.1有机涂层
按照GB/T9286-1998#
6.2.2.2金属基体镀层
将测试样品置入表
的容器中至冷却,然后观察
基体金属
锌合金
铜和铜合金
铝和铝合金
6.2.2.3塑料基体镀层
定的方法在产品上赖
的表面进行划格试马
度的烘箱中,保持30min
层表面是否有起泡
裂纹、
并分级。
取出并快速地将样
状剥离等不良现象
附着力试验温
度层金属
告,铬,镇,镍+铬、
300±10
150±10
250±10
先将样品置入(70土2)℃的环境中保持30min:再置子试验介质为空气,
后,放入-30℃~
25C的环境中,保持30min:再置于15~20℃保持15min连续进行5个周期后,
检查镀层表面是否有起泡、裂纹、片状剥离等不良现象。6.2.3涂、镀层厚度试验
6.2.3.1电镀层
按照GB/T16921-2005或GBT4955-2005规定的方法进行测试,测试高度取算术平均值。当测试结果有疑义时,GPTI9
注:高、中、低电位的
6.2.3.2有机涂层
按照GB/T134
13452.2-2008中5
立置由供需双
共同协商确定
2005进行仲裁
22一2008中规定的一种非破坏性方法进亍测试,58规定的方法进行中裁。
6.2.3.3PVD镀层
5921一2005规定的方法进行测试,测试3个点取最小按照GB/T16
6.2.3.4阳极氧
按照GB/T801
-2005规定
6.3有机涂层特殊
要求试验bZxz.net
6.3.1耐水性能试验
法进行测试。
完全浸入装有室温水
单位为摄氏度
~20℃保持15min
上过程为1个周期,
中、低电位点的镀层厚
试结果有疑义时,按GB/T
将样品放入装有
(381)C蒸罐水的恒温水槽,浸泡24h+30min后,观素样品表面是否有起泡、变色、剥离、腐蚀等不良现象
6.3.2耐清洁剂试验
在环境温度(23土2)℃、相对湿度40%~70%的条件下,分别取两滴(约0.10mL)如下溶液,滴在有机涂层上(最好在较平的表面上),保留16h:氨水(氢氧化铵)(6mol/L):a)
氢氧化钠(6mol/L):
无水乙醇;
rrKaeerKca-
d)表面活化剂(100%氧化聚乙烯醇)16h结束后,用清水冲洗去除表面剩余的溶液,风干表面并检查。6.3.3耐磨擦性能试验
按照附录B规定的方法进行测试。6.3.4耐老化性能试验
按照附录C规定的方法进行测试。6.3.5硬度性能试验
按照GB/T6739-2006规定的方法进行测试。6.3.6抗冲击强度试验
按照GB/T1732一1993规定的方法进行测试。6.4PVD镀层特殊要求试验
6.4.1耐磨擦性能试验
按照附录D规定的方法进行测试。6.4.2耐水性能试验
QB/T5419-2019
将样品浸泡在(60土1)℃的蒸馅水中保持24h土10min,观察表面的颜色变化。6.5阳极氧化特殊要求试验
6.5.1抗热裂性能试验
将试样置于(46土3)℃的恒温箱中,保温30min,取出试样,目视检查表面有无裂纹。若无裂纹,依次提高温度6℃并重复试验,直至提高到82℃。6.5.2耐磨擦性能试验
按附录B规定的方法进行测试,试验后检测表面是否被磨到基体层。6.5.3封孔质量试验
按附录E规定的方法进行测试。
rrKaeerKca-
QB/T5419-2019
附录A
(资料性附录)
涂、镀层厚度
产品表面电镀层、有机涂层、PVD镀层、阳极氧化膜的厚度见表A.1。表A.1产品表面电镀层、有机涂层、PVD镀层、阳极氧化膜的厚度基体材料
锌合金
铜和铜合金
铝和铝合金
电镀层厚度
有机涂层厚度
rrKaeerKca-
PVD镀层
单位为微米
阳极氧化膜
平均厚度≥5.0,且局
部单点膜厚≥4.0
B.1适用范围
附录B
(规范性附录)
落砂试验
本附录适用于产品表面有机涂层、阳极氧化膜耐磨擦性能的评价。B.2试验条件
B.2.1试验环境
环境温度(23±2)℃、相对湿度45%~55%。B.2.2试验仪器
QB/T5419-2019
试验仪器如图B.1所示,在导管顶端附近设置一个控制磨料开始流动的开关。它是由一个金属圆片插入带有覆盖导管狭缝套环的导管一侧的窄缝中构成的。在一个合适的容器的上部,将导管稳固地保持在垂直位置上,设备上应有一个与垂直位置成45°角的放置测试样板的托座,使管子开口正对着需磨耗区域的上方。管子到测试样板表面的距离,在垂直方向测量时,其最近点为25.4mm。仪器底部应装有调整螺钉,以便适当地调整设备。@203
说明:
漏斗:
漏斗的下端是一个圆柱形的套环,与导管上端出口正好吻合;导管的上端在漏斗的最小直径处,导管的两端要切平并除掉全部毛刺;直的、内管壁光滑的金属导管或玻璃透明管,内径为(19.05土0.08)mm;样板。
图B.1落砂试验装置
B.2.3磨料
单位为毫米
采用天然石英砂作为磨料。砂的规格要求:对石英砂筛分5min,保留在0.85mm筛孔上的石英砂不应多于15%,通过0.60mm筛孔的石英砂不应多于5%。注:砂的规格和来源应在报告中注明(不同来源的砂粒即使粒度一致,砂粒的磨耗性能也可能稍有不同)。磨料品种也可根据需要进行商定。
rrKaeerKAca-
QB/T5419-2019
B.2.4校准
B.2.4.1流出速度的校准
将一定量的石英砂倒入漏斗。检查从导管下端落下的砂流,用底部调整螺钉使装置对中心,直到从互为90°的两个位置上观察时,砂束的内心正好落在砂流的中心位置上为止。倒入一定体积量的砂[以(2000±10)mL数量为宜],并测定流出时间。流出速度应为21.0s~23.5s内流出2000mL。B.2.4.2磨耗圆点的校准
将试验样板固定在B.2.2中所描述的试验位置上,并逐步增加放入的砂量,直至逐渐磨耗露出直径为4mm圆点的底材为止。整个磨耗区域是一个宽约25mm、长约30mm的椭圆形。最大磨耗区域的中心应在磨耗图形长轴的中心线上,并在距上端14mm~17mm之内。为了将磨耗圆点校正在磨耗图形的中心,允许仪器进行微调,最后检查仪器是否对准中心是通过测定放置在导管正下方的金属试板上的4mm孔的砂量进行的。在试板上孔的下方放置一个容器,称量通过试板孔落到容器中的砂量。如果通过孔内的砂量是落在试板上总砂量的90%~93%则认为仪器是校准好的。B.3操作步骤
B.3.1将待测样品置于温度(23±2)℃、相对湿度45%~55%的条件下,保持24h以上。B.3.2按照B.2.4的方法校准试验仪器。B.3.3将待测样品安装在B.2.2所示的试验仪器上,待测样品较平的面与垂直方向成45°B.3.4取12L符合B.2.3的石英砂装在漏斗上,然后打开漏斗开关让砂子自由下落B.3.5完成B.3.4的测试后,检查样品表面被磨损的情况。B.4判定标准
如果被测样品表面被磨损至基底层,判为不合格。8
HrrKacerKca
c.1范围
附录C
(规范性附录)
耐老化性能试验
本标准适用于产品表面有机涂层耐人工气候老化性能的评价。C.2仪器设备
C.2.1试验箱
C.2.1.1总则
QB/T5419-2019
试验箱主要是由耐腐蚀材料制成。其内部装有荧光紫外灯、加热水槽或喷嘴和试板架,C.2.1.2灯管
推荐使用UVB-313类型的灯(具有313nm的发射峰)。灯管至少安装成4排,辐照强度45W/m2,使用1600h后应替换。C.2.1.3试板架
试板架应能调节垂直高度,使被测试样品的表面与灯管的距离为(290士10)mm。C.2.1.4黑板温度计
当设备在规定参数下操作时,应通过与黑板相连的传感器来监控温度。黑板温度计应与试板在同样的条件下暴露。
C.2.1.5辐射计
可使用辐射计来监控辐照强度和辐射曝露量。如果使用辐射计,则辐射计应符合GB/T16422.1-2006的5.17要求。
C.3操作步骤
C.3.1截取平面规格为(25×25)mm的测试样品,并用色差仪测量颜色的LAB值为E1,测试3点取算术平均值。
C.3.2将设备放置在温度为(23土5)℃、无风但空气流通的环境中。C.3.3将测试样品固定在试板架上,开启测试设备,在辐照度为45W/m2、黑板温度为(50土3)℃,相对湿度<15%的条件下干燥5h:然后在相同辐照条件下进行1h喷淋,黑板温度为(25土3)℃,不控制相对湿度,然后再回到干燥阶段,如此循环。C.3.4按照C.3.3进行24h的循环试验后,取出样品,观察表面是否有变黄、退色及疏松等不良现象,并用色差仪测量颜色的LAB值为E2,测试3点取算术平均值。C.3.5计算颜色变化值AE=|E2-E。C.4判定标准
表面不应出现黄变、老化等不良现象;且色差△E不大于2。HrrKacerKca-
QB/T5419—2019
D.1适用范围
附录D
(规范性附录)
耐磨擦性能试验
本标准适用于产品表面PVD镀层耐磨擦性能的评价。D.2样品准备
D.2.1在样品上截取3块规格约为(90×90)mm的平板试样,一块从样品的正面或背面截取,一块从末端截取,还有一块从底部截取(底端的边缘下)。若样品的硬度不足,应将其黏附在同尺寸的钢板上,并用砂纸磨至与钢板相同的规格。D.2.2当无法从样品上获取D2.1规定的试样,可从样品其他区域上截取。当采用此类试样,应截取样品底部的横截面,用砂纸磨边缘以确定表面材料的厚度。试样的厚度不应小于底部横截面表面材料的厚度。
D.2.3当无法从样品上获取平面的试样,制造商应提供与装置相同材质和工艺制成的样片。采用此样片时,应截取装置底部的横截面,用砂纸磨边缘以确定表面材料的厚度。样片的厚度不应小于底部横截面表面材料的厚度。
D.3检测仪器
D.3.1毛刷要求
测试用毛刷要求如下:
毛刷底板采用铝合金材质,规格为:宽40mm×长90mm×厚13mm;a
每个刷子含54个孔,每个孔直径2.6mm,每个孔包含59根猪毛共12列,每两列采用4、5行交替排列,具体见图D.1:c
刷毛长度不应少于13mm;
干燥时重量为:(10.8土0.1)N。单位为毫米
图D.1毛刷排列示意图
D.3.2泥浆
在750mL蒸馏水中加入3.75g羧甲基纤维素钠、15g磷酸三钠和675g160*石英粉,搅拌均匀。D.4试验步骤
D.4.1将泥浆充分搅拌均匀,倒入磨擦机的泵桶内。10
rrKaeeiKAca-
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:Y71
中华人民共和国轻工行业标准
QB/T5419-2019
厨卫五金涂、镀层技术要求
General specificationforcoatingsofkitchen& sanitaryhardware2019-12-24发布
中华人民共和国工业和信息化部-rrKaeerKca-
2020-07-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。QB/T5419-2019
本标准由全国五金制品标准化技术委员会厨卫五金分技术委员会(SAC/TC174/SC4)归口。本标准负责起草单位:九牧厨卫股份有限公司、厦门卓标厨卫技术服务有限公司、广东金凯达实业有限公司、宁波埃美柯铜阀门有限公司、厦门晶标厨卫技术有限公司、国家水暖洁具产品质量监督检验中心、广州蒙娜丽莎卫浴股份有限公司、厦门瑞尔特卫浴科技股份有限公司、台州申琥洁具股份有限公司、国家建筑材料工业建筑五金水暖产品质量监督检验测试中心、国家陶瓷及水暖产品质量监督检验中心、上海建科检验有限公司。
本标准主要起草人:陈良权、黄秋琼、王汉春、薛丰锦、许建平、郑雪珍、廖天永、陈仁杰、丁伟刚、王兵、郑红波、史红卫、杨志雄、颜伟国、崔琦。本标准为首次发布。
rrKaeerkca-
厨卫五金涂、镀层技术要求
本标准规定了厨卫五金涂、镀层的术语和定义、分类、要求、试验方法。QB/T5419—2019
本标准适用于厨卫五金产品所有铜合金、锌合金、铝合金、塑料、不锈钢等基材的电镀、有机喷涂、喷粉、物理气相沉积和铝合金阳极氧化等表面处理。规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T1732-1993
漆膜耐冲击测定法
5金属覆盖层覆盖层厚度测量阳极溶解库仑法GB/T4955-2005
GB/T6461-2002金属基体上金属和其他无机覆盖层经腐蚀试验后的试样和试件的评级5色漆和清漆铅笔法测定漆膜硬度GB/T6739-2006
GB/T8014.3一2005铝及铝合金阳极氧化氧化膜厚度的测量方法第3部分:分光束显微镜法色漆和清漆漆膜的划格试验
GB/T9286-19981
GB/T10125-2012
人造气氛腐蚀试验盐雾试验
色漆和清漆漆膜厚度的测定
GB/T13452.2-2008
GB/T16422.1-2006
塑料实验室光源暴露试验方法第1部分:总则GB/T16921-2005
金属覆盖层覆盖层厚度测量X射线光谱方法3
术语和定义
下列术语和定义适用于本文件。表面处理surfacetreatment
改进产品表面性能的处理。
[GB/T3138-2015,定义2.14]
电镀electroplating
为获得基体材料所不具有的性能,通过电解法在基体材料上沉积结合力良好的金属或合金层。[GB/T3138—2015,定义2.5]
物理气相沉积physicalvapourdeposition(PVD)通过蒸发、再凝结元素或化合物在基体表面上形成覆盖层,通常在高真空条件下进行。[GB/T3138—2015,定义2.12]
喷粉powderspraying
用电晕放电使粉末类涂料黏附于基体材料上的一种表面处理方法,也称粉沫涂装。封孔sealing
阳极氧化之后,为降低氧化膜中的孔隙度和吸附能力并提高耐腐蚀性而进行的化学处理工艺。1
-rrKaeerKca-
QB/T5419—2019
[GB/T8013.1—2007,定义3.10]3.6
基体材料basismaterial
在其上沉积覆盖层的材料。
[GB/T3138—2015,定义3.22]
organiccoating
有机涂层
基体材料表面形成的以有机化合物为涂层的保护膜。3.8
镀层coating
采用电镀工艺或PVD工艺在基体材料表面形成的保护膜。3.9
阳极氧化膜
anodic oxidation coating
采用电解氧化工艺在金属基体材料表面转化形成的具有防护性、装饰性或功能性的氧化膜。[GB/T3138-2015,定义2.5]
按涂、镀层材料性质分为有机涂层和金属镀层4.1
4.2按处理工艺分为有机喷涂层、电镀层、PVD镀层、阳极氧化膜。5
5.1通用要求
5.1.1表面耐腐蚀性能
按照6.2.1进行试验,表面耐腐蚀性能分为A、B、C、D四个等级,且不低于D级,见表1。表面耐腐蚀性能等级要求
5.1.2涂、镀层附着强度
5.1.2.1有机涂层
性能要求
不低于酸性盐雾(ASS)
72h,9级
不低于酸性盐雾(ASS)
48h,9级
不低于酸性盐雾(ASS)
36h,9级
不低于酸性盐雾(ASS)
24h,9级
按照6.2.2.1进行划格试验,应达到1级要求。5.1.2.2金属基体镀层
按照6.2.2.2进行试验后,表面不应出现起泡、裂纹、片状剥离等与基体材料分离的现象5.1.2.3塑料基体镀层
按照6.2.2.3进行试验后,表面不应出现起泡、裂纹、片状剥离等与基体材料分离的现象。5.1.3涂、镀层厚度
产品外表面的涂、镀层厚度可参考附录A,或由供需双方共同确认。2
rrKaeerKAca-
5.2有机涂层特殊要求
5.2.1耐水性能
按照6.3.1进行24h的漫
5.2.2耐清洁剂性能
按照6.3.2进行16
5.2.3耐磨擦性能
按照6.3.3进行12L的落
5.2.4耐老化性能
试验后,产品表面不
现起泡、变色、剥
QB/T5419-2019
腐蚀等现象。
试验后,产品表面不应出现起泡、剥离、腐蚀等现象。,产品表面不应被唐损基体材料。按照6.3.4进行24h的老化性能验后,产品表面不应出现黄变、老化等不良现象且色差△E不应大于2。
5.2.5硬度性能
按照6.3.5进行武验,产品表面硬度不应低于H。5.2.6抗冲击强度
按照6.3.6进行武验,产品表面不应出现毅纹、皱纹及剃落等不良现象。5.3PVD镀层特殊要求
5.3.1耐磨擦性能
按照6.4.1进行试验,耐磨擦性能分为A、B、D四个等级,且不低手D级,见表2。表2表面耐磨擦性能等级要求
单位为循环
5.3.2耐水性能
按照6.4.2进行
武验,
殊要求
5.4阳极氧化特到
5.4.1抗热裂性
按照6.5.1进行
5.4.2耐磨擦性能
按照6.5.2进行12
5.4.3封孔质量
omin的试验后,产品表面无明
完成24h士
显变色
品无裂
不良现象。
唐损试验后,产品表面氧化膜不应被磨穿至基体材料的器砖
按照6.5.3进行试验,质量损失值不应人6
试验方法
6.1总则
进行6.2~6.5的试验,当样品无法满足测试条件时,用相同材质和工艺的等效试板替代。6.2通用要求试验
6.2.1表面耐腐蚀性能试验
按照GB/T10125一2012规定的方法进行乙酸盐雾试验,结果按照GB/T6461一2002进行评级。3
rrKaeerKca-
QB/T5419—2019
6.2.2涂、镀层附着强度试验
6.2.2.1有机涂层
按照GB/T9286-1998#
6.2.2.2金属基体镀层
将测试样品置入表
的容器中至冷却,然后观察
基体金属
锌合金
铜和铜合金
铝和铝合金
6.2.2.3塑料基体镀层
定的方法在产品上赖
的表面进行划格试马
度的烘箱中,保持30min
层表面是否有起泡
裂纹、
并分级。
取出并快速地将样
状剥离等不良现象
附着力试验温
度层金属
告,铬,镇,镍+铬、
300±10
150±10
250±10
先将样品置入(70土2)℃的环境中保持30min:再置子试验介质为空气,
后,放入-30℃~
25C的环境中,保持30min:再置于15~20℃保持15min连续进行5个周期后,
检查镀层表面是否有起泡、裂纹、片状剥离等不良现象。6.2.3涂、镀层厚度试验
6.2.3.1电镀层
按照GB/T16921-2005或GBT4955-2005规定的方法进行测试,测试高度取算术平均值。当测试结果有疑义时,GPTI9
注:高、中、低电位的
6.2.3.2有机涂层
按照GB/T134
13452.2-2008中5
立置由供需双
共同协商确定
2005进行仲裁
22一2008中规定的一种非破坏性方法进亍测试,58规定的方法进行中裁。
6.2.3.3PVD镀层
5921一2005规定的方法进行测试,测试3个点取最小按照GB/T16
6.2.3.4阳极氧
按照GB/T801
-2005规定
6.3有机涂层特殊
要求试验bZxz.net
6.3.1耐水性能试验
法进行测试。
完全浸入装有室温水
单位为摄氏度
~20℃保持15min
上过程为1个周期,
中、低电位点的镀层厚
试结果有疑义时,按GB/T
将样品放入装有
(381)C蒸罐水的恒温水槽,浸泡24h+30min后,观素样品表面是否有起泡、变色、剥离、腐蚀等不良现象
6.3.2耐清洁剂试验
在环境温度(23土2)℃、相对湿度40%~70%的条件下,分别取两滴(约0.10mL)如下溶液,滴在有机涂层上(最好在较平的表面上),保留16h:氨水(氢氧化铵)(6mol/L):a)
氢氧化钠(6mol/L):
无水乙醇;
rrKaeerKca-
d)表面活化剂(100%氧化聚乙烯醇)16h结束后,用清水冲洗去除表面剩余的溶液,风干表面并检查。6.3.3耐磨擦性能试验
按照附录B规定的方法进行测试。6.3.4耐老化性能试验
按照附录C规定的方法进行测试。6.3.5硬度性能试验
按照GB/T6739-2006规定的方法进行测试。6.3.6抗冲击强度试验
按照GB/T1732一1993规定的方法进行测试。6.4PVD镀层特殊要求试验
6.4.1耐磨擦性能试验
按照附录D规定的方法进行测试。6.4.2耐水性能试验
QB/T5419-2019
将样品浸泡在(60土1)℃的蒸馅水中保持24h土10min,观察表面的颜色变化。6.5阳极氧化特殊要求试验
6.5.1抗热裂性能试验
将试样置于(46土3)℃的恒温箱中,保温30min,取出试样,目视检查表面有无裂纹。若无裂纹,依次提高温度6℃并重复试验,直至提高到82℃。6.5.2耐磨擦性能试验
按附录B规定的方法进行测试,试验后检测表面是否被磨到基体层。6.5.3封孔质量试验
按附录E规定的方法进行测试。
rrKaeerKca-
QB/T5419-2019
附录A
(资料性附录)
涂、镀层厚度
产品表面电镀层、有机涂层、PVD镀层、阳极氧化膜的厚度见表A.1。表A.1产品表面电镀层、有机涂层、PVD镀层、阳极氧化膜的厚度基体材料
锌合金
铜和铜合金
铝和铝合金
电镀层厚度
有机涂层厚度
rrKaeerKca-
PVD镀层
单位为微米
阳极氧化膜
平均厚度≥5.0,且局
部单点膜厚≥4.0
B.1适用范围
附录B
(规范性附录)
落砂试验
本附录适用于产品表面有机涂层、阳极氧化膜耐磨擦性能的评价。B.2试验条件
B.2.1试验环境
环境温度(23±2)℃、相对湿度45%~55%。B.2.2试验仪器
QB/T5419-2019
试验仪器如图B.1所示,在导管顶端附近设置一个控制磨料开始流动的开关。它是由一个金属圆片插入带有覆盖导管狭缝套环的导管一侧的窄缝中构成的。在一个合适的容器的上部,将导管稳固地保持在垂直位置上,设备上应有一个与垂直位置成45°角的放置测试样板的托座,使管子开口正对着需磨耗区域的上方。管子到测试样板表面的距离,在垂直方向测量时,其最近点为25.4mm。仪器底部应装有调整螺钉,以便适当地调整设备。@203
说明:
漏斗:
漏斗的下端是一个圆柱形的套环,与导管上端出口正好吻合;导管的上端在漏斗的最小直径处,导管的两端要切平并除掉全部毛刺;直的、内管壁光滑的金属导管或玻璃透明管,内径为(19.05土0.08)mm;样板。
图B.1落砂试验装置
B.2.3磨料
单位为毫米
采用天然石英砂作为磨料。砂的规格要求:对石英砂筛分5min,保留在0.85mm筛孔上的石英砂不应多于15%,通过0.60mm筛孔的石英砂不应多于5%。注:砂的规格和来源应在报告中注明(不同来源的砂粒即使粒度一致,砂粒的磨耗性能也可能稍有不同)。磨料品种也可根据需要进行商定。
rrKaeerKAca-
QB/T5419-2019
B.2.4校准
B.2.4.1流出速度的校准
将一定量的石英砂倒入漏斗。检查从导管下端落下的砂流,用底部调整螺钉使装置对中心,直到从互为90°的两个位置上观察时,砂束的内心正好落在砂流的中心位置上为止。倒入一定体积量的砂[以(2000±10)mL数量为宜],并测定流出时间。流出速度应为21.0s~23.5s内流出2000mL。B.2.4.2磨耗圆点的校准
将试验样板固定在B.2.2中所描述的试验位置上,并逐步增加放入的砂量,直至逐渐磨耗露出直径为4mm圆点的底材为止。整个磨耗区域是一个宽约25mm、长约30mm的椭圆形。最大磨耗区域的中心应在磨耗图形长轴的中心线上,并在距上端14mm~17mm之内。为了将磨耗圆点校正在磨耗图形的中心,允许仪器进行微调,最后检查仪器是否对准中心是通过测定放置在导管正下方的金属试板上的4mm孔的砂量进行的。在试板上孔的下方放置一个容器,称量通过试板孔落到容器中的砂量。如果通过孔内的砂量是落在试板上总砂量的90%~93%则认为仪器是校准好的。B.3操作步骤
B.3.1将待测样品置于温度(23±2)℃、相对湿度45%~55%的条件下,保持24h以上。B.3.2按照B.2.4的方法校准试验仪器。B.3.3将待测样品安装在B.2.2所示的试验仪器上,待测样品较平的面与垂直方向成45°B.3.4取12L符合B.2.3的石英砂装在漏斗上,然后打开漏斗开关让砂子自由下落B.3.5完成B.3.4的测试后,检查样品表面被磨损的情况。B.4判定标准
如果被测样品表面被磨损至基底层,判为不合格。8
HrrKacerKca
c.1范围
附录C
(规范性附录)
耐老化性能试验
本标准适用于产品表面有机涂层耐人工气候老化性能的评价。C.2仪器设备
C.2.1试验箱
C.2.1.1总则
QB/T5419-2019
试验箱主要是由耐腐蚀材料制成。其内部装有荧光紫外灯、加热水槽或喷嘴和试板架,C.2.1.2灯管
推荐使用UVB-313类型的灯(具有313nm的发射峰)。灯管至少安装成4排,辐照强度45W/m2,使用1600h后应替换。C.2.1.3试板架
试板架应能调节垂直高度,使被测试样品的表面与灯管的距离为(290士10)mm。C.2.1.4黑板温度计
当设备在规定参数下操作时,应通过与黑板相连的传感器来监控温度。黑板温度计应与试板在同样的条件下暴露。
C.2.1.5辐射计
可使用辐射计来监控辐照强度和辐射曝露量。如果使用辐射计,则辐射计应符合GB/T16422.1-2006的5.17要求。
C.3操作步骤
C.3.1截取平面规格为(25×25)mm的测试样品,并用色差仪测量颜色的LAB值为E1,测试3点取算术平均值。
C.3.2将设备放置在温度为(23土5)℃、无风但空气流通的环境中。C.3.3将测试样品固定在试板架上,开启测试设备,在辐照度为45W/m2、黑板温度为(50土3)℃,相对湿度<15%的条件下干燥5h:然后在相同辐照条件下进行1h喷淋,黑板温度为(25土3)℃,不控制相对湿度,然后再回到干燥阶段,如此循环。C.3.4按照C.3.3进行24h的循环试验后,取出样品,观察表面是否有变黄、退色及疏松等不良现象,并用色差仪测量颜色的LAB值为E2,测试3点取算术平均值。C.3.5计算颜色变化值AE=|E2-E。C.4判定标准
表面不应出现黄变、老化等不良现象;且色差△E不大于2。HrrKacerKca-
QB/T5419—2019
D.1适用范围
附录D
(规范性附录)
耐磨擦性能试验
本标准适用于产品表面PVD镀层耐磨擦性能的评价。D.2样品准备
D.2.1在样品上截取3块规格约为(90×90)mm的平板试样,一块从样品的正面或背面截取,一块从末端截取,还有一块从底部截取(底端的边缘下)。若样品的硬度不足,应将其黏附在同尺寸的钢板上,并用砂纸磨至与钢板相同的规格。D.2.2当无法从样品上获取D2.1规定的试样,可从样品其他区域上截取。当采用此类试样,应截取样品底部的横截面,用砂纸磨边缘以确定表面材料的厚度。试样的厚度不应小于底部横截面表面材料的厚度。
D.2.3当无法从样品上获取平面的试样,制造商应提供与装置相同材质和工艺制成的样片。采用此样片时,应截取装置底部的横截面,用砂纸磨边缘以确定表面材料的厚度。样片的厚度不应小于底部横截面表面材料的厚度。
D.3检测仪器
D.3.1毛刷要求
测试用毛刷要求如下:
毛刷底板采用铝合金材质,规格为:宽40mm×长90mm×厚13mm;a
每个刷子含54个孔,每个孔直径2.6mm,每个孔包含59根猪毛共12列,每两列采用4、5行交替排列,具体见图D.1:c
刷毛长度不应少于13mm;
干燥时重量为:(10.8土0.1)N。单位为毫米
图D.1毛刷排列示意图
D.3.2泥浆
在750mL蒸馏水中加入3.75g羧甲基纤维素钠、15g磷酸三钠和675g160*石英粉,搅拌均匀。D.4试验步骤
D.4.1将泥浆充分搅拌均匀,倒入磨擦机的泵桶内。10
rrKaeeiKAca-
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。