QB/T 5378-2019
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 5378-2019.Screwdriver bits for 6-lobes star socket screws.
1范围
QB/T 5378规定了机用内六角花形螺钉旋具头的产品分类、要求、试验方法、检验规则、标志、包装、运输与贮存。
QB/T 5378适用于机用内六角花形螺钉旋具头,以下简称“旋具头”。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注8期的引用文件,仅注8期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T230.1金属材料洛氏硬度试验第1部分: 试验方法(A、B、C、D. E、F、G、H、K、N.T标尺)
GB/T 2828.1计数抽样检验程序 第1部分: 按接收质量限(AQL)检索的逐批检验抽样计划
GB/T5305手工具包装、 标志、运输与储存
GBT 6060.2表面粗糙度比较样块 磨、 车、镗、铣、插及刨加工表面
QB/T 4205螺钉旋具头通用技术条件
QB/T 4206螺钉旋具头传动端 和连接件
3产品分类
3.1 型式
3.1.1旋具头按其传动端的类型分为A型、 C型、E型和G型四种型式,如图1所示。
注:图示仅是示例,并不影响对产品的设计。
4.2 材料
采用能够达到本标准要求的合金结构钢或其他材料。
4.3 表面质量
4.3.1 旋具头应进行表面处理。
.4.3.2 旋具头的表面粗糙度Ra值不应大于3.2 um。
4.3.3旋具头的工作端部不应与旋具头轴线有明显的偏斜,旋具头的工作端面应与旋具头轴线垂直。
4.4硬度
旋具头的整体硬度不应低于56 HRC.
4.5 扭矩
旋具头的最小试验扭矩应符合表3的规定,其中带孔的旋具头最小试验扭矩允许比不带孔的旋具头最小试验扭矩小15 %。试验后不应出现影响使用功能的损伤。
1范围
QB/T 5378规定了机用内六角花形螺钉旋具头的产品分类、要求、试验方法、检验规则、标志、包装、运输与贮存。
QB/T 5378适用于机用内六角花形螺钉旋具头,以下简称“旋具头”。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注8期的引用文件,仅注8期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T230.1金属材料洛氏硬度试验第1部分: 试验方法(A、B、C、D. E、F、G、H、K、N.T标尺)
GB/T 2828.1计数抽样检验程序 第1部分: 按接收质量限(AQL)检索的逐批检验抽样计划
GB/T5305手工具包装、 标志、运输与储存
GBT 6060.2表面粗糙度比较样块 磨、 车、镗、铣、插及刨加工表面
QB/T 4205螺钉旋具头通用技术条件
QB/T 4206螺钉旋具头传动端 和连接件
3产品分类
3.1 型式
3.1.1旋具头按其传动端的类型分为A型、 C型、E型和G型四种型式,如图1所示。
注:图示仅是示例,并不影响对产品的设计。
4.2 材料
采用能够达到本标准要求的合金结构钢或其他材料。
4.3 表面质量
4.3.1 旋具头应进行表面处理。
.4.3.2 旋具头的表面粗糙度Ra值不应大于3.2 um。
4.3.3旋具头的工作端部不应与旋具头轴线有明显的偏斜,旋具头的工作端面应与旋具头轴线垂直。
4.4硬度
旋具头的整体硬度不应低于56 HRC.
4.5 扭矩
旋具头的最小试验扭矩应符合表3的规定,其中带孔的旋具头最小试验扭矩允许比不带孔的旋具头最小试验扭矩小15 %。试验后不应出现影响使用功能的损伤。
标准图片预览
标准内容
ICS25.140.30
分类号:J47
中华人民共和国轻工行业标准
QB/T5378-2019
内六角花形螺钉旋具头bzxZ.net
Screwdriver bits for 6-lobes star socket screws2019-08-02发布
中华人民共和国工业和信息化部-rKaeerKa-
2020-02-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。QB/T5378-2019
本标准由全国五金制品标准化技术委员会工具五金分技术委员会(SAC/TC174/SC2)归口。本标准由浙江斐凌工具有限公司、建德市远丰工具有限公司、揭阳市鹰之印精密工具有限公司负责起草,宁波长城精工实业有限公司、杭州巨星科技股份有限公司、宁波德诚工具有限公司、世达工具(上海)有限公司、文登威力工具集团有限公司、浙江亿洋工具制造有限公司、康泰电气有限公司、上海市工具工业研究所参加起草。
本标准主要起草人:唐建章、冯金水、林众伟、张锡林、陈立海、王伟毅、钱贤平、宋辉、瀚家平、杨春炜、陈丰森、顾青。
本标准为首次发布。
rrKaeeiKAca
1范围
内六角花形螺钉旋具头
QB/T5378-2019
本标准规定了机用内六角花形螺钉旋具头的产品分类、要求、试验方法、检验规则、标志、包装、运输与贮存。
本标准适用于机用内六角花形螺钉旋具头,以下简称“旋具头”。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T230.1金属材料洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)
GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T5305手工具包装、标志、运输与储存GB/T6060.2、表面粗糙度比较样块、磨、车、镗、铣、插及刨加工表面QB/T4205螺钉旋具头通用技术条件QB/T4206螺钉旋具头传动端和连接件3产品分类
3.1型式
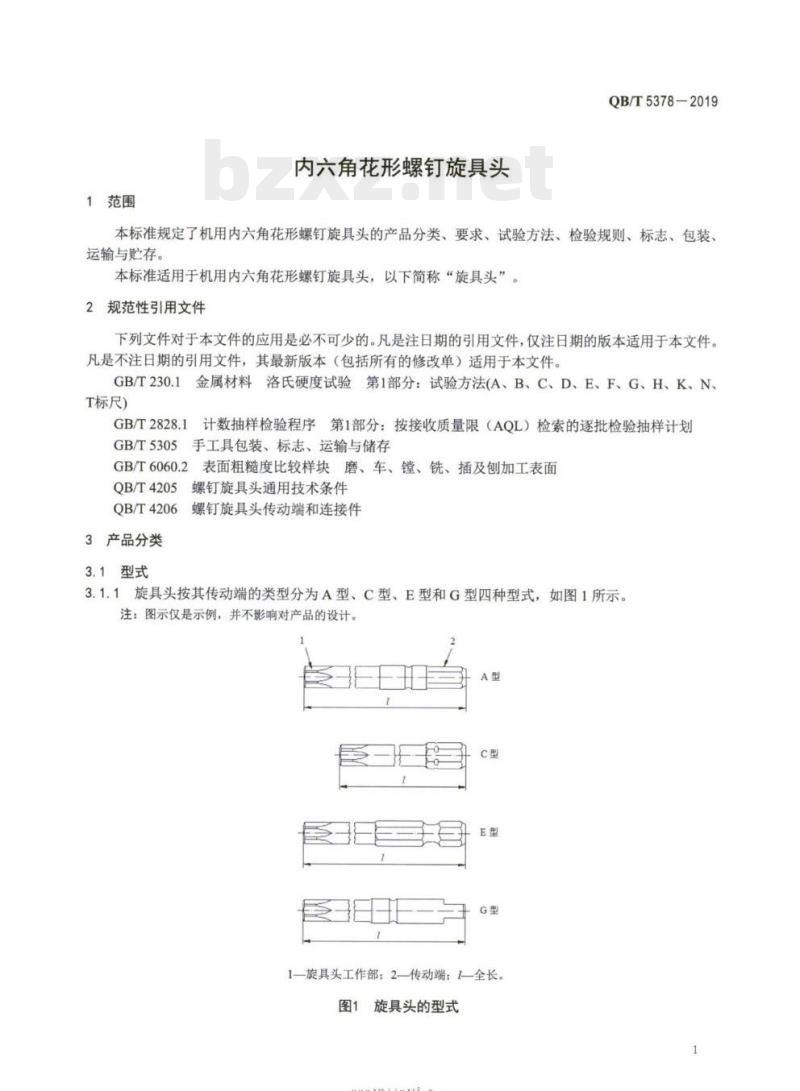
3.1.1旋具头按其传动端的类型分为A型、C型、E型和G型四种型式,如图1所示。注:图示仅是示例,并不影响对产品的设计。1—旋具头工作部:2传动端:1一全长。图1旋具头的型式
rkaeerkAca-
QB/T5378-2019
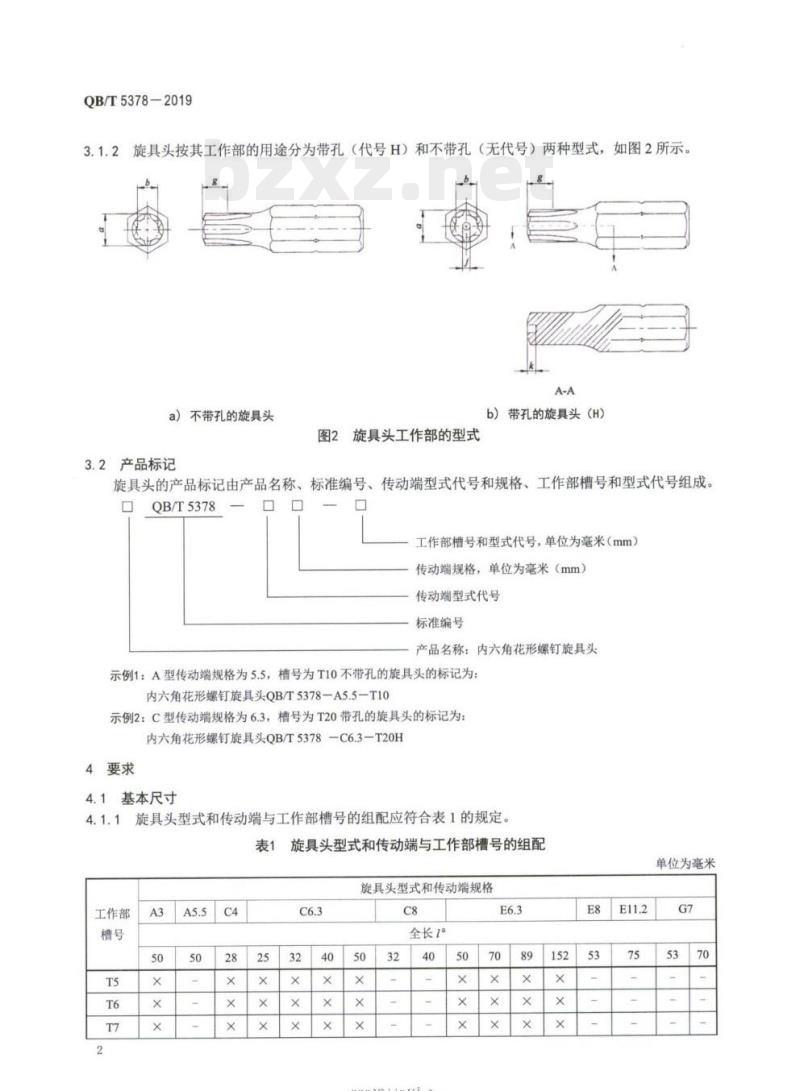
3.1.2旋具头按其工作部的用途分为带孔(代号H)和不带孔(无代号)两种型式,如图2所示。A-A
a)不带孔的旋具头
图2旋具头工作部的型式
b)带孔的旋具头(H)
3.2产品标记
旋具头的产品标记由产品名称、标准编号、传动端型式代号和规格、工作部槽号和型式代号组成。QB/T5378
工作部槽号和型式代号,单位为毫米(mm)传动端规格,单位为毫米(mm)传动端型式代号
标准编号
产品名称:内六角花形螺钉旋具头示例1:A型传动端规格为5.5,槽号为T10不带孔的旋具头的标记为:内六角花形螺钉旋具头QB/T5378-A5.5-T10示例2:C型传动端规格为6.3,槽号为T20带孔的旋具头的标记为:内六角花形螺钉旋具头QB/T5378-C6.3—T20H4要求
4.1基本尺寸
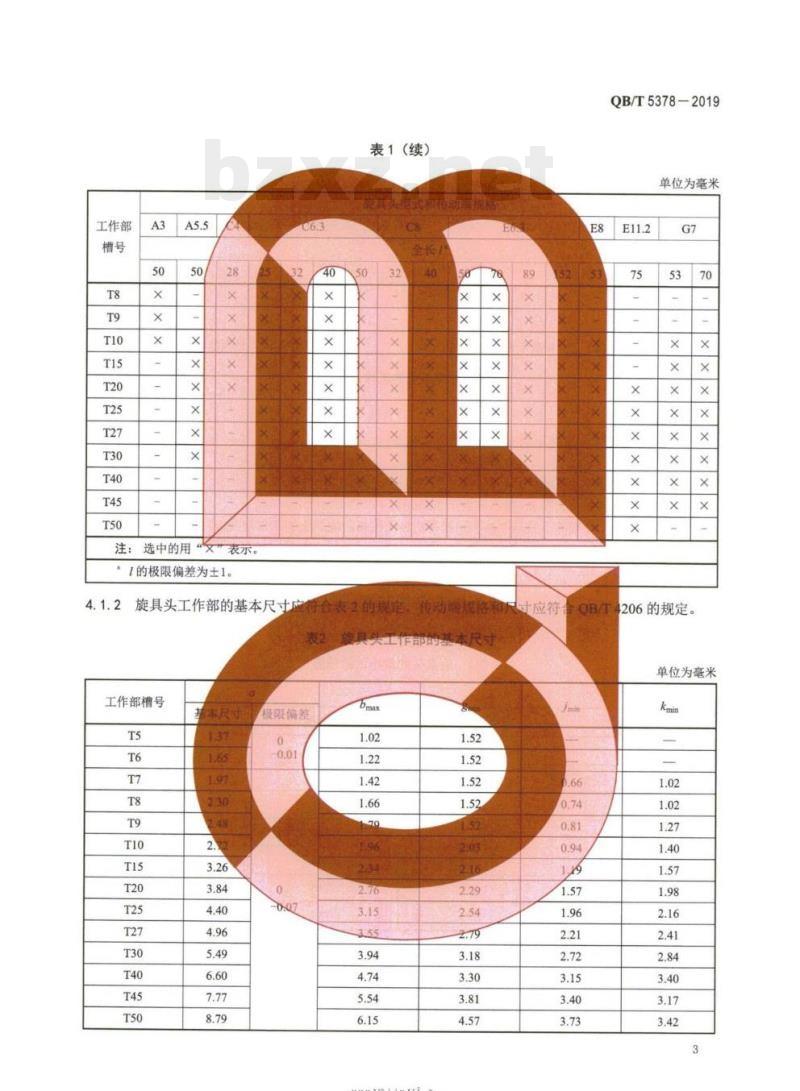
4.1.1旋具头型式和传动端与工作部槽号的组配应符合表1的规定、旋具头型式和传动端与工作部槽号的组配表1
单位为毫米
旋具头型式和传动端规格
工作部
全长7
rrKaeerKAca-
工作部
选中的用“
表示。
1的极限偏差为土1。
旋具头工作部的基本尺寸应
工作部槽号
本尺寸
1:37
极限偏差
表1(续)
泡的剪定
动端规格
rKacerkAca-
QB/T5378—2019
单位为毫米
合OBA
寸应符
206的规定。
单位为毫米
QB/T5378-2019
4.1.3工作部倒角:工作部槽号在T15及以下的旋具头,至端面中心点的倒角不应大于5°,如图3的a)所示:工作部槽号在T20及以上的旋具头,至直径b处的倒角为20。如图3的b)所示,其中b的尺寸见表2。
a)工作部槽号≤T15的倒角
b)工作部槽号≥T20的倒角
图3旋具头的工作部倒角
4.2材料
采用能够达到本标准要求的合金结构钢或其他材料。4.3表面质量
4.3.1旋具头应进行表面处理。
4.3.2旋具头的表面粗糙度Ra值不应大于3.2um。4.3.3旋具头的工作端部不应与旋具头轴线有明显的偏斜,旋具头的工作端面应与旋具头轴线垂直。4.4硬度
旋具头的整体硬度不应低于56HRC。4.5扭矩
旋具头的最小试验扭矩应符合表3的规定,其中带孔的旋具头最小试验扭矩允许比不带孔的旋具头最小试验扭矩小15%。试验后不应出现影响使用功能的损伤。表3旋具头的最小试验扭矩
单位为牛米
工作部槽号
4.6其他要求
最小试验扭矩
旋具头的其他技术要求按照QB/T4205的规定。4
rrKaeerKAca-
工作部槽号
最小试验扭矩
5试验方法
5.1基本尺寸
旋具头的基本尺寸用通用量具和专用量规检验,专用量规按附录A的规定。5.2材料
材料验证由供应商提供相关材料的质量保证书,有争议时按相应标准检测。5.3表面质量
5.3.1旋具头的表面质量用目测和通用量具检验。5.3.2表面粗糙度用符合GB/T6060.2规定的标准样块进行检验。5.4硬度
旋具头的硬度试验,按GB/T230.1的规定进行。5.5扭矩
5.5.1旋具头的扭矩试验采用如图4所示的装置,也可采用其他的类似的装置QB/T5378-2019
5.5.2将旋具头的工作端部插入试槽内,并用专用的装夹工具固定旋具头传动端及其连接件,然后向旋具头的工作端部缓慢而平稳地施加扭矩,在达到额定扭矩后,卸去载荷。1一载荷:2一可旋转的试槽支架;3—可调节的平衡块;4可移动的试验体支架;L一支点中心与载荷中心之间的距离。图4旋具头扭矩试验装置示意图
5.6工作部倒角检验
旋具头工作部倒角用通用量具检验。5.7其他要求
旋具头的其他要求检验按照QB/T4205的规定。6检验规则
6.1产品应经检验合格后方可出厂,并附有产品合格证。6.2产品的检验按GB/T2828.1规定的二次抽样方案逐项进行。6.3交收检验的不合格分类、检验项目、接收质量限(AQL)和检验水平按表4的规定。6.4对交收检验中发现的不合格品及进行破坏试验后的样本,制造厂应予调换。6.5经检验拒收的产品,可由制造厂重新分类或修整后,再提交验收,5
nKaerkAca-
QB/T5378-2019
不合格分类、
检验项目、接收质量限(AQL)和检验水平表4
不合格分类
标志、包装、运输与贮存
7.1产品标志
检查项目
基本尺寸
表面质量
接收质量限(AQL)
检验水平
在旋具头产品上应有固定明晰的产品标志。标志内容包括产品的规格和制造厂商的名称或商标。包装、包装标志、运输与贮存
按GB/T5305的规定。
nKaerkAca-
A.1型式
量规的型式如图A.1所示。
A.2基本尺寸
附录A
(规范性附录)
旋具头基本尺寸检验专用量规
量规的基本尺寸应符合表A.1的规定。北规
图A.1量规
工作部槽号
基本尺寸
极限偏差
量规的基本尺寸
基本尺寸
极限偏差
基本尺寸
极限偏差
KaerkAca-
基本尺寸
极限偏差
QB/T5378-2019
单位为毫米
单位为毫米
基本尺寸
极限偏差
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:J47
中华人民共和国轻工行业标准
QB/T5378-2019
内六角花形螺钉旋具头bzxZ.net
Screwdriver bits for 6-lobes star socket screws2019-08-02发布
中华人民共和国工业和信息化部-rKaeerKa-
2020-02-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。QB/T5378-2019
本标准由全国五金制品标准化技术委员会工具五金分技术委员会(SAC/TC174/SC2)归口。本标准由浙江斐凌工具有限公司、建德市远丰工具有限公司、揭阳市鹰之印精密工具有限公司负责起草,宁波长城精工实业有限公司、杭州巨星科技股份有限公司、宁波德诚工具有限公司、世达工具(上海)有限公司、文登威力工具集团有限公司、浙江亿洋工具制造有限公司、康泰电气有限公司、上海市工具工业研究所参加起草。
本标准主要起草人:唐建章、冯金水、林众伟、张锡林、陈立海、王伟毅、钱贤平、宋辉、瀚家平、杨春炜、陈丰森、顾青。
本标准为首次发布。
rrKaeeiKAca
1范围
内六角花形螺钉旋具头
QB/T5378-2019
本标准规定了机用内六角花形螺钉旋具头的产品分类、要求、试验方法、检验规则、标志、包装、运输与贮存。
本标准适用于机用内六角花形螺钉旋具头,以下简称“旋具头”。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T230.1金属材料洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)
GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T5305手工具包装、标志、运输与储存GB/T6060.2、表面粗糙度比较样块、磨、车、镗、铣、插及刨加工表面QB/T4205螺钉旋具头通用技术条件QB/T4206螺钉旋具头传动端和连接件3产品分类
3.1型式
3.1.1旋具头按其传动端的类型分为A型、C型、E型和G型四种型式,如图1所示。注:图示仅是示例,并不影响对产品的设计。1—旋具头工作部:2传动端:1一全长。图1旋具头的型式
rkaeerkAca-
QB/T5378-2019
3.1.2旋具头按其工作部的用途分为带孔(代号H)和不带孔(无代号)两种型式,如图2所示。A-A
a)不带孔的旋具头
图2旋具头工作部的型式
b)带孔的旋具头(H)
3.2产品标记
旋具头的产品标记由产品名称、标准编号、传动端型式代号和规格、工作部槽号和型式代号组成。QB/T5378
工作部槽号和型式代号,单位为毫米(mm)传动端规格,单位为毫米(mm)传动端型式代号
标准编号
产品名称:内六角花形螺钉旋具头示例1:A型传动端规格为5.5,槽号为T10不带孔的旋具头的标记为:内六角花形螺钉旋具头QB/T5378-A5.5-T10示例2:C型传动端规格为6.3,槽号为T20带孔的旋具头的标记为:内六角花形螺钉旋具头QB/T5378-C6.3—T20H4要求
4.1基本尺寸
4.1.1旋具头型式和传动端与工作部槽号的组配应符合表1的规定、旋具头型式和传动端与工作部槽号的组配表1
单位为毫米
旋具头型式和传动端规格
工作部
全长7
rrKaeerKAca-
工作部
选中的用“
表示。
1的极限偏差为土1。
旋具头工作部的基本尺寸应
工作部槽号
本尺寸
1:37
极限偏差
表1(续)
泡的剪定
动端规格
rKacerkAca-
QB/T5378—2019
单位为毫米
合OBA
寸应符
206的规定。
单位为毫米
QB/T5378-2019
4.1.3工作部倒角:工作部槽号在T15及以下的旋具头,至端面中心点的倒角不应大于5°,如图3的a)所示:工作部槽号在T20及以上的旋具头,至直径b处的倒角为20。如图3的b)所示,其中b的尺寸见表2。
a)工作部槽号≤T15的倒角
b)工作部槽号≥T20的倒角
图3旋具头的工作部倒角
4.2材料
采用能够达到本标准要求的合金结构钢或其他材料。4.3表面质量
4.3.1旋具头应进行表面处理。
4.3.2旋具头的表面粗糙度Ra值不应大于3.2um。4.3.3旋具头的工作端部不应与旋具头轴线有明显的偏斜,旋具头的工作端面应与旋具头轴线垂直。4.4硬度
旋具头的整体硬度不应低于56HRC。4.5扭矩
旋具头的最小试验扭矩应符合表3的规定,其中带孔的旋具头最小试验扭矩允许比不带孔的旋具头最小试验扭矩小15%。试验后不应出现影响使用功能的损伤。表3旋具头的最小试验扭矩
单位为牛米
工作部槽号
4.6其他要求
最小试验扭矩
旋具头的其他技术要求按照QB/T4205的规定。4
rrKaeerKAca-
工作部槽号
最小试验扭矩
5试验方法
5.1基本尺寸
旋具头的基本尺寸用通用量具和专用量规检验,专用量规按附录A的规定。5.2材料
材料验证由供应商提供相关材料的质量保证书,有争议时按相应标准检测。5.3表面质量
5.3.1旋具头的表面质量用目测和通用量具检验。5.3.2表面粗糙度用符合GB/T6060.2规定的标准样块进行检验。5.4硬度
旋具头的硬度试验,按GB/T230.1的规定进行。5.5扭矩
5.5.1旋具头的扭矩试验采用如图4所示的装置,也可采用其他的类似的装置QB/T5378-2019
5.5.2将旋具头的工作端部插入试槽内,并用专用的装夹工具固定旋具头传动端及其连接件,然后向旋具头的工作端部缓慢而平稳地施加扭矩,在达到额定扭矩后,卸去载荷。1一载荷:2一可旋转的试槽支架;3—可调节的平衡块;4可移动的试验体支架;L一支点中心与载荷中心之间的距离。图4旋具头扭矩试验装置示意图
5.6工作部倒角检验
旋具头工作部倒角用通用量具检验。5.7其他要求
旋具头的其他要求检验按照QB/T4205的规定。6检验规则
6.1产品应经检验合格后方可出厂,并附有产品合格证。6.2产品的检验按GB/T2828.1规定的二次抽样方案逐项进行。6.3交收检验的不合格分类、检验项目、接收质量限(AQL)和检验水平按表4的规定。6.4对交收检验中发现的不合格品及进行破坏试验后的样本,制造厂应予调换。6.5经检验拒收的产品,可由制造厂重新分类或修整后,再提交验收,5
nKaerkAca-
QB/T5378-2019
不合格分类、
检验项目、接收质量限(AQL)和检验水平表4
不合格分类
标志、包装、运输与贮存
7.1产品标志
检查项目
基本尺寸
表面质量
接收质量限(AQL)
检验水平
在旋具头产品上应有固定明晰的产品标志。标志内容包括产品的规格和制造厂商的名称或商标。包装、包装标志、运输与贮存
按GB/T5305的规定。
nKaerkAca-
A.1型式
量规的型式如图A.1所示。
A.2基本尺寸
附录A
(规范性附录)
旋具头基本尺寸检验专用量规
量规的基本尺寸应符合表A.1的规定。北规
图A.1量规
工作部槽号
基本尺寸
极限偏差
量规的基本尺寸
基本尺寸
极限偏差
基本尺寸
极限偏差
KaerkAca-
基本尺寸
极限偏差
QB/T5378-2019
单位为毫米
单位为毫米
基本尺寸
极限偏差
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。