QB/T 1208-1991
基本信息
标准号: QB/T 1208-1991
中文名称:回转工作台多工位铣床
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:7750687
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1208-1991.
1主题内容与适用范围
QB/T 1208规定了回转工作台多工位铣床(以下简称铣床)的分类、技术要求、试验方法、检验规则、标志、包装、运输及贮存。
QB/T 1208适用于回转工作台多工位铣床系列产品。
2引用标准
GB 6576机床润滑 系统
GB 5226”机床电气设备 通用技术条件
GB 9061金属切削机床 通用技术条件
GB 7932气动系统 通 用技术条件
ZBJ 50011 机床涂漆技 术条件
ZBJ.50004-金属切削机床-噪声声压级的测定
JB2670金属切削机床精度检验通则
ZBJ50006金属切削机床随机技术文件的编制
JB8产品标牌.
ZBI50016.金属切削机床液压系统通用技术条件
JB 1838金属切削机床型号编制方法
JB 3207机床附件产 品包装通用技术条件
ZBJ 50008.1 金属切削机床机械加工件通用技术条件
ZBJ 50008.3 金 属切削机床装配通 用技术条件
ZBJ 50008.2金属切削机床焊接件通用技术条件
ZBJ50003金属切削机床清洁度的测定
3术语
3.1生产节拍
铣床工作台进行上升停留、快速下降、分度运动到第二次上升前一个循环所需的时间,称为一个节拍,单位为。
3.2 动力头
由铣削主轴部件、铣刀、电动机及皮带轮等零件组成的部件。
3.3吸屑冷却系统
利用真空除屑原理完成在干铣削条件下的排屑装置,并对铣刀和工作有冷却作用。
3.4吹屑冷 却系统.
1主题内容与适用范围
QB/T 1208规定了回转工作台多工位铣床(以下简称铣床)的分类、技术要求、试验方法、检验规则、标志、包装、运输及贮存。
QB/T 1208适用于回转工作台多工位铣床系列产品。
2引用标准
GB 6576机床润滑 系统
GB 5226”机床电气设备 通用技术条件
GB 9061金属切削机床 通用技术条件
GB 7932气动系统 通 用技术条件
ZBJ 50011 机床涂漆技 术条件
ZBJ.50004-金属切削机床-噪声声压级的测定
JB2670金属切削机床精度检验通则
ZBJ50006金属切削机床随机技术文件的编制
JB8产品标牌.
ZBI50016.金属切削机床液压系统通用技术条件
JB 1838金属切削机床型号编制方法
JB 3207机床附件产 品包装通用技术条件
ZBJ 50008.1 金属切削机床机械加工件通用技术条件
ZBJ 50008.3 金 属切削机床装配通 用技术条件
ZBJ 50008.2金属切削机床焊接件通用技术条件
ZBJ50003金属切削机床清洁度的测定
3术语
3.1生产节拍
铣床工作台进行上升停留、快速下降、分度运动到第二次上升前一个循环所需的时间,称为一个节拍,单位为。
3.2 动力头
由铣削主轴部件、铣刀、电动机及皮带轮等零件组成的部件。
3.3吸屑冷却系统
利用真空除屑原理完成在干铣削条件下的排屑装置,并对铣刀和工作有冷却作用。
3.4吹屑冷 却系统.
标准图片预览
标准内容
中华人民共和国行业标准
QB/T1208—91
回转工作台多工位铣床
1991-07—03发布
1992—02—01实施
中华人民共和国轻工业部发布
主题内容与适用范围
中华人民共和国行业标准
回转工作台多工位铣床
QB/T1208—91
本标准规定了回转工作台多工位铣床(以下简称铣床)的分类、技术要求、试验方法、检验规则、标志、包装、运输及贮存。本标准适用于回转工作台多工位铣床系列产品。2引用标准
GB6576
GB5226
GB9061
GB7932
机床润滑系统
机床电气设备
通用技术条件
通用技术条件
金属切削机床
气动系统通用技术条件
ZBJ50011
ZBJ-50004
JB2670
机床涂漆技术条件
金属切削机床噪声声压级的测定金属切削机床精度检验通则
ZBJ50006金属切削机床随机技术文件的编制JB8
产品标牌
ZBI50016.金属切削机床液压系统通用技术条件JB1838
JB3207
金属切削机床型号编制方法
机床附件产品包装通用技术条件ZBJ50008.1
ZBJ50008.3
ZBJ50008.2
ZBJ50003
3术语
3.1生产节拍
金属切削机床机械加工件通用技术条件金属切削机床装配通用技术条件金属切削机床
焊接件通用技术条件
金属切削机床
清洁度的测定
铣床工作台进行上升停留、快速下降、分度运动到第二次上升前一个循环所需的时间,称为一个节拍,单位为。
3.2动力头
由铣削主轴部件、铣刀、电动机及皮带轮等零件组成的部件。3.3吸屑冷却系统
利用真空除屑原理完成在干铣削条件下的排屑装置,并对铣刀和工作有冷却作用。3.4吹屑冷却系统
中华人民共和国轻工业部1991-07—03批准1992-02-01实施
QB/T1208—91
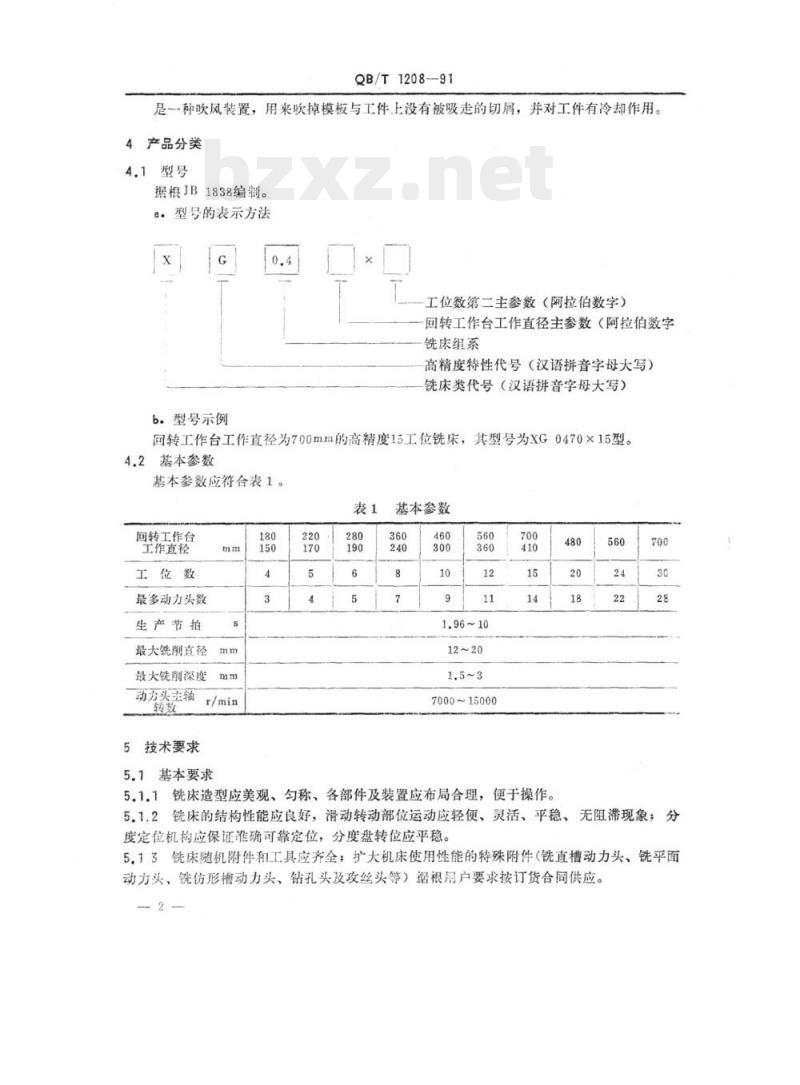
是一种吹风装置,用来吹掉模板与工件上没有被吸走的切屑,并对工件有冷却作用。4产品分类
4.1型号
据根JB1838编制。
a。型号的表示方法
6.型号示例
工位数第二主参数(阿拉伯数字)回转工作台工作直径主参数(阿拉伯数字铣床组系
高精度特性代号(汉语拼音字母大写)铣床类代号(汉语拼音字母大写)回转工作台工作直径为700mm的高精度15工位铣床,其型号为XG0470×15型。4.2基本参数
基本参数应符合表1。
回转工作台
工作直径
最多动力头数
生产节拍
最大铣削直径
最大铣深度
动方头主轴
5技术要求
5.1基本要求
基本参数
7000~15000
5.1.1铣床造型应美观、勾称、各部件及装置应布局合理,便于操作。480
5.1.2铣床的结构性能应良好,滑动转动部位运动应轻便、灵活、平稳、无阻滞现象;分度定位机构应保证准确可靠定位,分度盘转位应平稳。5.13铣床随机附件和工具应齐全;扩大机床使用性能的特殊附件(铣直槽动力头、铣平面动方头、镜仿形槽动力头、钻孔头及攻丝头等)据根居户要求按订货合同供应。QB/T1208-91
5.1.4铣床电气系统应符合GB5226要求。5.1.5液压、气动、冷却和润滑系统8,铣床的液压系统传动稳定、可靠,应符合ZBJ50016的规定;6.铣床的气动系统不得漏气,气动卸料可靠,吹屑冷却和吸屑冷却系统能保证冷却充分,除屑干净,并应符合GB7932的要求;c:采用油雾润滑,润滑应良好并符合GB6576的规定。5.1.6安全卫生
a。铣床采用“强迫卸荷”液压行程开关,保证铣床运转安全、可靠;b.铣床运转时不应有不正常的尖叫声和不规则的冲击声,在空运转条件下进行测量时,主机噪声不得超过85dB(A);
c。有刻度装置的手轮、手柄等调整装置应运动灵活,不得有阻滞现象,旋转时的操纵力不大于60N,各调整手柄反向时的空程量均不得超过0.05转。5.1.7寿命
a:铣床的主要铸件及锻件:箱体、液压环、工作盘架、杠杆等必须经过充分的时效处理;
6。铣床在两班工作制和遵守使用规则的条件下,其精度保持的时间为2a,大修时间为8a。
5.1.8铣床随机技术文件包括使用说明书,合格证明书和装箱单应齐全,其编制方法应符合ZBJ50006的规定。
5.2加工和装配质量
5.2.1机械加工零件应符合ZBJ50008.1中第8章规定,各零件的材料牌号和机械性能应符合有关标准规定,装配质量应符合ZBJ50008.3中第8章的规定。5.2.2普通灰铸铁的主轴座,双尾座等其结合面的硬度应不低于HB170。5.2.3箱体工作面、工作台、杠杆、分度盘等主要铸件均不得焊补。5.2.4分度盘、杠杆等件必须进行2次人工时效处理。5.2.5燕尾导轨等重要结合面接触指标不得低于全长70%,不得低于全宽50%,并应紧密贴合,紧周后用0.02mm的塞尺检验时插入量不得大于10mm。5.2.6高速旋转的皮带轮和主轴部件,应作动平衡试验和校正,其精度不低于G2.5。5.2.7外购的液压、气动、电器元件及各类标准件均应为合格品,否则不得进入装配。5.2.8铣床应清洗铁屑、油污,保持内外清洁,其油箱清洁度为40mg/L。5.2.9铣床的几何精度见表2。
5.2.10铣床的工作精度见表8。
5.3外观质量
5.3.1铣床外表面不应有图样未规定的凸起、凹陷、粗糙不平等缺陷和其它损伤,各个棱角倒钝,手感无毛刺。
5.3.2铣床的门、盖与机床的结合面应贴合,其贴合缝隙值不得大于2mm,铣床零部件外露结合面的边缘应整齐、匀称,不应有明显的错位,其错位量及不勺称量不得超过2mm。5.3.3焊接零件、部件,应符合ZBJ50008.2中第5章的规定。3
QB/T1208—91
5.3.4镀件、发黑件应色调一致,防护层不得有脱落现象。5.3.5
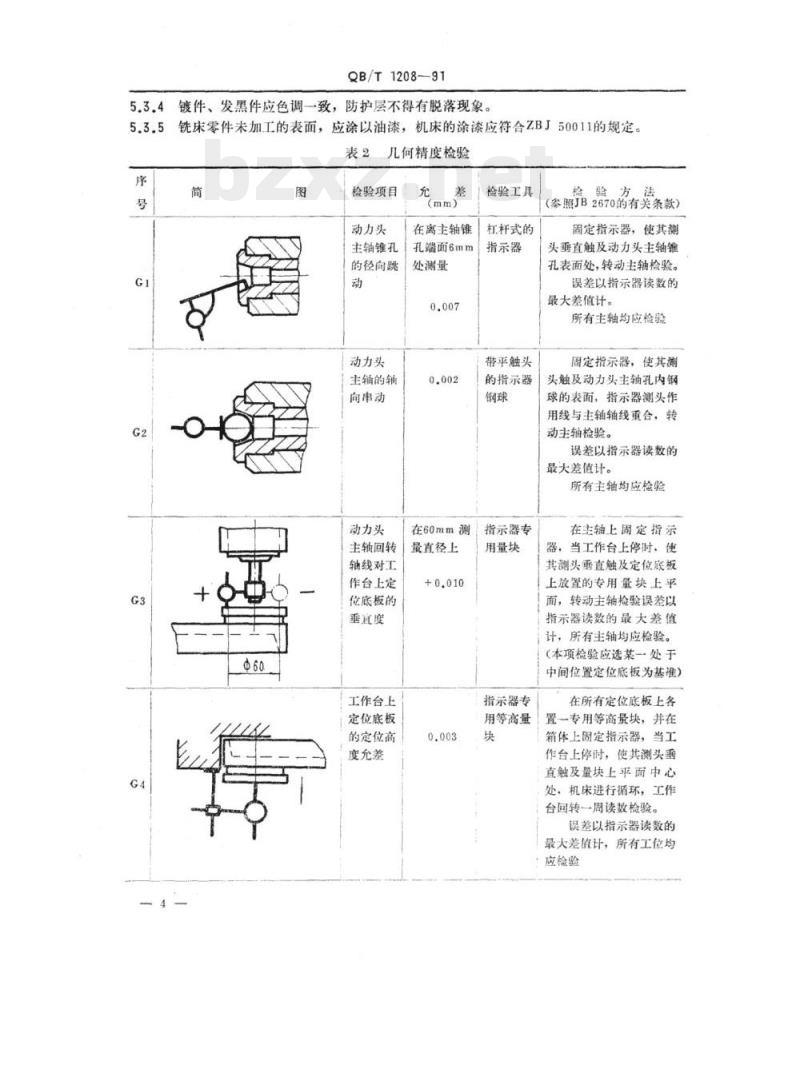
铣床零件未加工的表面,应涂以油漆,机床的涂漆应符合ZBJ50011的规定。表2
几何精度检验
检验项目
动力头
主轴锥孔
的径向跳
动力头
主轴的轴
向串动
动力头
主轴回转
轴线对工
作台上定
位底板的
垂真度
工作台上
定位底板
的定位高
度允差
(mm)
在离主轴锥
孔端面6mm
处测量
检验工具
杠杆式的
指示器
带平触头
的指示器
在60mm测指示器专
量直径上
用量块
指示器专
用等高量
检验方法
(琴照JB2670的有关条款)
固定指示器,使其测
头垂直触及动力头主轴锥
孔表面处,转动主轴检验。
误差以指示器读数的
最大差值计。
所有主轴均应检验
固定指示器,使其测
头触及动力头主轴孔内钢
球的表面,指示器测头作
用线与主辅轴轴线重合,转
动主轴检验。
误差以指示器读数的
最大差值计。
所有主轴均应检验
在主轴上固定指示
器,当工作台上停时,使
其测头垂直触及定位底板
上放置的专用量块上平
面,转动主轴捡验误差以
指示器读数的最大差值
计,所有主轴均应检验。
(本项检验应选某一处于
中间位置定位底板为基准)
在所有定位底板上各
置一专用等高量块,并在
箱体上固定指示器,当工
作台上停时,使其测头垂
直触及量块上平面中心
处,机床进行循环,工作
台回转一周读数检验。
误差以指示器读数的
最大差值计,所有工位均
应检验
QB/T1208—91
续表 2
检验项目
工作台上
定位底板
的上平面
对工作台
回转中心
线的跳动
工作台上
底板定位
销的分度
工作台上
底板定位
销的径向
定位允差
A、B及C
B1及B2
检验工具
检验方法
(参照JB2670的有关条款)
指示器、
在机床某工位的箱体
专用等高上固定3个指示器,当工量块
指示器
指示器
作台上停时,使其测头垂
直触及定位底板上放置的
专用量块上平面。
A点、B点、C点(三
点均布于80mm圆周)
机床进行工作循环,工作
台回转一周,读数检验,
A、B、C误差分别计算。
误差以指示器读数的最大
值计(本项检验一般选取
与定位机构对应的工位)
固定指示器,当工作
台上停时,使其测头沿工
作台回转方向触及底板定
位销B表面。
机床进行工作循环,
工作台连续回转五周,读
数检验。
误差以指示器读数的
最大差值计,所有工位均
应检验
固定2个指示器,当
工作台上停时,使其测头
沿工作台径向垂直触及底
板定位销表面B1销、B2
销,机床进行工作循环,
工作台回转一周,读数检
B1、B2误差分别计算。
误差以指示器读数的
最大值计。
(本项检验一般选取
与定位机构对应的工位)
QB/T1208--91
续表2
检验项目
(mm)
检验工具
直槽铣削在20mm测量指示器、
动力头水长度上
平移动对
工作台上
定位底板
的平行度
检验方法
(参照JB2670的有关条款)
在动力头主轴上固定
专用量块
指示器,当工作台上停
时,使其测头垂直触及定
位底板上放置的专用量块
上平面,移动动力头检
验,检验3处。
误差以指示器读数的
最大差值计。
(本项检验应在动力
头移动方向的最大调整范
圃内进行,应选取某一处
于中间位置定位底板为基
仿形铣削在20mm测量指示器、
动力头水直径上
在动力头主轴上固定
专用量块指示器,当工作台上停平移动对
工作台上
定位底板
的平行度
注:测量时采用的指示器精度均为0.001mm,仪器为精密仪器。表8
检验性质
铣削槽形精度
切削条件
试件为:手表夹板。
试件材料为:铅黄铜。
工作精度检验
检验项目Www.bzxZ.net
试件毛坏定位基面的平a,铣槽深面度公差为:0.005mm。
度尺寸重
两定位基面间的平行度
公差为:0.005mm。
测量基准为试件铣削加b,坐标位工时的定位基面。
刀具:立铣刀。
主轴转速:铣床额定转
置重合度
c.粗糙度
(mm))
3/以上
检验工具
时,使其测头垂直触及定
位底板上放置的专用量块
上平面,移动动力头检
验,检验3处。
误差以指示器读数的
最大差值计。
(本项检验应选取某
一处于中间位置定位底板
为基准)
稳验方法
参照JB2570的有关条款
铣床空运转45min后,工
作台自动回转五周,连续精铣
试件,任抛其中一个连续循环
所铣削的试件,进行金面检验。测量仪
铣槽深度尺寸重复度以同
一橡形、同一位置的深度(H)
的变化量家示,误差以测量结
果的最大差值计。
坐标位置重合度以同一槽
形中心坐标位置的变化量表
示,误蒸以测量结果的最大差
值之半计
6试验方法
6.1床空运转试验
QB/T1208—91
6.1.1空运转试验应符合GB9061的各项要求,动力头依次运转时间不小于4h,并用转数表测量主轴转速,用点温计测量动力头主轴轴承,温升不得超过40℃;主轴温度不得超过70℃。
6.1.2回转工作台运转0.5h,检查工作循环是否正常,动作是否协调,在规定工作循环节拍时间内,检查回转工作台的平稳性、可靠性和准确性。6.1.3铣床的噪声试验应符合ZBJ50004要求。6.2铣床液压系统试验
液压系统装置连续工作4h,油箱内油温的温升不超过25℃,系统稳定所需时间不大于10min,油压力不稳定性不大于0.05MPa;其余要求应符合ZBJ50016。6.3负荷试验
6.3.1切削试验
a:铣削条件干切削:
b.铣削深度0.8~3mm;
c:主轴转速7000~15000r/min;d.刀具直径6~10mm的立铣刀,
e试件材料铅黄铜(HPb59一1)
先加工~个槽,按右图检验。
a.槽底面平面度误差应小于
0.015mm,
b.粗糙度在/以上。
每个工位都要进行铣削试
验,在第一件合格后连续铣削工位数的四倍,最小不少于15件,在铣削过程中,如上述某一项不符合要求时,则应在清除缺陷后重新进行铣削试验。
注:试件尺寸、主轴转速、铣削深度、刀具直径等具体参数可根据各类型铣床察数而定。
6.3.2检验铣床刀具、夹头不应损坏。6.4几何精度试验
其余学
在铣削试验前后按本标准5.2.9条的要求采用JB2670的检验方法及检验工具,检验铣床的几何精度均应符合表2的规定。6.5整机清洁度试验
铣床清洁度的测定应符合ZBJ50003的规定。7检验规则
7.1出厂检验
QB/T1208—91
每台铣床在出厂前应由检验部门按本标准第6章试验方法第5章技术要求(除5.1.1,5.1.7外)进行检验,合格后方能出厂,并附有合格证书。7.2型式检验
7.2.1型式检验,应包括出厂检验的全部项目,及下列检验项目:a。参数检验;
b机床负荷试验;
c。机床的寿命试验(一般在使用厂进行);d。外观布局检验(按5.1.1条要求进行)。7.2.2凡出现下列情况之一时须进行型式检验:a。新产品投产时;
b正常生产后如结构、材料、工艺有较大改变时;c正常生产累计生产30台时进行一次;d。国家质量监督部门提出要求时。7.2.3抽样按提交检验台数的5%抽取,但不得少于2台。7.2.4型式检验中如有一台不合格,允许重新加倍抽样,就该项目进行复试,如仍有一台不合格则判为该批产品不合格。
8标志、包装、运输、贮存
8.1标志
每台铣床按总图位置固定铣床标牌,标牌应符合JB8要求。8.2包装
8.2.1包装前铣床的外露加工面应在擦净后涂以防锈油脂,铣床的油液应排除。8.2.2铣床包装应符合JB3207要求。8.2.3铣床的包装箱应按铣床包装箱图纸制造,并按装箱示意图放置铣床。8.2.4应在包装箱内的适当位置放入装箱单、合格证及说明书各一份。8.3运输
铣床在运输过程中应水平放置、固定牢靠,并应符合水路、陆路运输部门的有关规定。8.4些存
应保存在室内,水平放置,避免灰尘,防锈、防腐蚀。附加说明:
本标准由轻工业部技术装备司提出。本标准由全国轻工业机械标准化技术委员会归口。本标准由国营第一钟表机械厂起草。本标准主要起草人:惠琳萍。
中华人民共和国
行业标准
回转工作台多工位铣床
QB/T1208—91
轻工业标准化编辑出版委员会
地址:北京朝外光华路12号
电话:502.2561-84
内部资料不准翻印
印数:800册定价:1,20元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
QB/T1208—91
回转工作台多工位铣床
1991-07—03发布
1992—02—01实施
中华人民共和国轻工业部发布
主题内容与适用范围
中华人民共和国行业标准
回转工作台多工位铣床
QB/T1208—91
本标准规定了回转工作台多工位铣床(以下简称铣床)的分类、技术要求、试验方法、检验规则、标志、包装、运输及贮存。本标准适用于回转工作台多工位铣床系列产品。2引用标准
GB6576
GB5226
GB9061
GB7932
机床润滑系统
机床电气设备
通用技术条件
通用技术条件
金属切削机床
气动系统通用技术条件
ZBJ50011
ZBJ-50004
JB2670
机床涂漆技术条件
金属切削机床噪声声压级的测定金属切削机床精度检验通则
ZBJ50006金属切削机床随机技术文件的编制JB8
产品标牌
ZBI50016.金属切削机床液压系统通用技术条件JB1838
JB3207
金属切削机床型号编制方法
机床附件产品包装通用技术条件ZBJ50008.1
ZBJ50008.3
ZBJ50008.2
ZBJ50003
3术语
3.1生产节拍
金属切削机床机械加工件通用技术条件金属切削机床装配通用技术条件金属切削机床
焊接件通用技术条件
金属切削机床
清洁度的测定
铣床工作台进行上升停留、快速下降、分度运动到第二次上升前一个循环所需的时间,称为一个节拍,单位为。
3.2动力头
由铣削主轴部件、铣刀、电动机及皮带轮等零件组成的部件。3.3吸屑冷却系统
利用真空除屑原理完成在干铣削条件下的排屑装置,并对铣刀和工作有冷却作用。3.4吹屑冷却系统
中华人民共和国轻工业部1991-07—03批准1992-02-01实施
QB/T1208—91
是一种吹风装置,用来吹掉模板与工件上没有被吸走的切屑,并对工件有冷却作用。4产品分类
4.1型号
据根JB1838编制。
a。型号的表示方法
6.型号示例
工位数第二主参数(阿拉伯数字)回转工作台工作直径主参数(阿拉伯数字铣床组系
高精度特性代号(汉语拼音字母大写)铣床类代号(汉语拼音字母大写)回转工作台工作直径为700mm的高精度15工位铣床,其型号为XG0470×15型。4.2基本参数
基本参数应符合表1。
回转工作台
工作直径
最多动力头数
生产节拍
最大铣削直径
最大铣深度
动方头主轴
5技术要求
5.1基本要求
基本参数
7000~15000
5.1.1铣床造型应美观、勾称、各部件及装置应布局合理,便于操作。480
5.1.2铣床的结构性能应良好,滑动转动部位运动应轻便、灵活、平稳、无阻滞现象;分度定位机构应保证准确可靠定位,分度盘转位应平稳。5.13铣床随机附件和工具应齐全;扩大机床使用性能的特殊附件(铣直槽动力头、铣平面动方头、镜仿形槽动力头、钻孔头及攻丝头等)据根居户要求按订货合同供应。QB/T1208-91
5.1.4铣床电气系统应符合GB5226要求。5.1.5液压、气动、冷却和润滑系统8,铣床的液压系统传动稳定、可靠,应符合ZBJ50016的规定;6.铣床的气动系统不得漏气,气动卸料可靠,吹屑冷却和吸屑冷却系统能保证冷却充分,除屑干净,并应符合GB7932的要求;c:采用油雾润滑,润滑应良好并符合GB6576的规定。5.1.6安全卫生
a。铣床采用“强迫卸荷”液压行程开关,保证铣床运转安全、可靠;b.铣床运转时不应有不正常的尖叫声和不规则的冲击声,在空运转条件下进行测量时,主机噪声不得超过85dB(A);
c。有刻度装置的手轮、手柄等调整装置应运动灵活,不得有阻滞现象,旋转时的操纵力不大于60N,各调整手柄反向时的空程量均不得超过0.05转。5.1.7寿命
a:铣床的主要铸件及锻件:箱体、液压环、工作盘架、杠杆等必须经过充分的时效处理;
6。铣床在两班工作制和遵守使用规则的条件下,其精度保持的时间为2a,大修时间为8a。
5.1.8铣床随机技术文件包括使用说明书,合格证明书和装箱单应齐全,其编制方法应符合ZBJ50006的规定。
5.2加工和装配质量
5.2.1机械加工零件应符合ZBJ50008.1中第8章规定,各零件的材料牌号和机械性能应符合有关标准规定,装配质量应符合ZBJ50008.3中第8章的规定。5.2.2普通灰铸铁的主轴座,双尾座等其结合面的硬度应不低于HB170。5.2.3箱体工作面、工作台、杠杆、分度盘等主要铸件均不得焊补。5.2.4分度盘、杠杆等件必须进行2次人工时效处理。5.2.5燕尾导轨等重要结合面接触指标不得低于全长70%,不得低于全宽50%,并应紧密贴合,紧周后用0.02mm的塞尺检验时插入量不得大于10mm。5.2.6高速旋转的皮带轮和主轴部件,应作动平衡试验和校正,其精度不低于G2.5。5.2.7外购的液压、气动、电器元件及各类标准件均应为合格品,否则不得进入装配。5.2.8铣床应清洗铁屑、油污,保持内外清洁,其油箱清洁度为40mg/L。5.2.9铣床的几何精度见表2。
5.2.10铣床的工作精度见表8。
5.3外观质量
5.3.1铣床外表面不应有图样未规定的凸起、凹陷、粗糙不平等缺陷和其它损伤,各个棱角倒钝,手感无毛刺。
5.3.2铣床的门、盖与机床的结合面应贴合,其贴合缝隙值不得大于2mm,铣床零部件外露结合面的边缘应整齐、匀称,不应有明显的错位,其错位量及不勺称量不得超过2mm。5.3.3焊接零件、部件,应符合ZBJ50008.2中第5章的规定。3
QB/T1208—91
5.3.4镀件、发黑件应色调一致,防护层不得有脱落现象。5.3.5
铣床零件未加工的表面,应涂以油漆,机床的涂漆应符合ZBJ50011的规定。表2
几何精度检验
检验项目
动力头
主轴锥孔
的径向跳
动力头
主轴的轴
向串动
动力头
主轴回转
轴线对工
作台上定
位底板的
垂真度
工作台上
定位底板
的定位高
度允差
(mm)
在离主轴锥
孔端面6mm
处测量
检验工具
杠杆式的
指示器
带平触头
的指示器
在60mm测指示器专
量直径上
用量块
指示器专
用等高量
检验方法
(琴照JB2670的有关条款)
固定指示器,使其测
头垂直触及动力头主轴锥
孔表面处,转动主轴检验。
误差以指示器读数的
最大差值计。
所有主轴均应检验
固定指示器,使其测
头触及动力头主轴孔内钢
球的表面,指示器测头作
用线与主辅轴轴线重合,转
动主轴检验。
误差以指示器读数的
最大差值计。
所有主轴均应检验
在主轴上固定指示
器,当工作台上停时,使
其测头垂直触及定位底板
上放置的专用量块上平
面,转动主轴捡验误差以
指示器读数的最大差值
计,所有主轴均应检验。
(本项检验应选某一处于
中间位置定位底板为基准)
在所有定位底板上各
置一专用等高量块,并在
箱体上固定指示器,当工
作台上停时,使其测头垂
直触及量块上平面中心
处,机床进行循环,工作
台回转一周读数检验。
误差以指示器读数的
最大差值计,所有工位均
应检验
QB/T1208—91
续表 2
检验项目
工作台上
定位底板
的上平面
对工作台
回转中心
线的跳动
工作台上
底板定位
销的分度
工作台上
底板定位
销的径向
定位允差
A、B及C
B1及B2
检验工具
检验方法
(参照JB2670的有关条款)
指示器、
在机床某工位的箱体
专用等高上固定3个指示器,当工量块
指示器
指示器
作台上停时,使其测头垂
直触及定位底板上放置的
专用量块上平面。
A点、B点、C点(三
点均布于80mm圆周)
机床进行工作循环,工作
台回转一周,读数检验,
A、B、C误差分别计算。
误差以指示器读数的最大
值计(本项检验一般选取
与定位机构对应的工位)
固定指示器,当工作
台上停时,使其测头沿工
作台回转方向触及底板定
位销B表面。
机床进行工作循环,
工作台连续回转五周,读
数检验。
误差以指示器读数的
最大差值计,所有工位均
应检验
固定2个指示器,当
工作台上停时,使其测头
沿工作台径向垂直触及底
板定位销表面B1销、B2
销,机床进行工作循环,
工作台回转一周,读数检
B1、B2误差分别计算。
误差以指示器读数的
最大值计。
(本项检验一般选取
与定位机构对应的工位)
QB/T1208--91
续表2
检验项目
(mm)
检验工具
直槽铣削在20mm测量指示器、
动力头水长度上
平移动对
工作台上
定位底板
的平行度
检验方法
(参照JB2670的有关条款)
在动力头主轴上固定
专用量块
指示器,当工作台上停
时,使其测头垂直触及定
位底板上放置的专用量块
上平面,移动动力头检
验,检验3处。
误差以指示器读数的
最大差值计。
(本项检验应在动力
头移动方向的最大调整范
圃内进行,应选取某一处
于中间位置定位底板为基
仿形铣削在20mm测量指示器、
动力头水直径上
在动力头主轴上固定
专用量块指示器,当工作台上停平移动对
工作台上
定位底板
的平行度
注:测量时采用的指示器精度均为0.001mm,仪器为精密仪器。表8
检验性质
铣削槽形精度
切削条件
试件为:手表夹板。
试件材料为:铅黄铜。
工作精度检验
检验项目Www.bzxZ.net
试件毛坏定位基面的平a,铣槽深面度公差为:0.005mm。
度尺寸重
两定位基面间的平行度
公差为:0.005mm。
测量基准为试件铣削加b,坐标位工时的定位基面。
刀具:立铣刀。
主轴转速:铣床额定转
置重合度
c.粗糙度
(mm))
3/以上
检验工具
时,使其测头垂直触及定
位底板上放置的专用量块
上平面,移动动力头检
验,检验3处。
误差以指示器读数的
最大差值计。
(本项检验应选取某
一处于中间位置定位底板
为基准)
稳验方法
参照JB2570的有关条款
铣床空运转45min后,工
作台自动回转五周,连续精铣
试件,任抛其中一个连续循环
所铣削的试件,进行金面检验。测量仪
铣槽深度尺寸重复度以同
一橡形、同一位置的深度(H)
的变化量家示,误差以测量结
果的最大差值计。
坐标位置重合度以同一槽
形中心坐标位置的变化量表
示,误蒸以测量结果的最大差
值之半计
6试验方法
6.1床空运转试验
QB/T1208—91
6.1.1空运转试验应符合GB9061的各项要求,动力头依次运转时间不小于4h,并用转数表测量主轴转速,用点温计测量动力头主轴轴承,温升不得超过40℃;主轴温度不得超过70℃。
6.1.2回转工作台运转0.5h,检查工作循环是否正常,动作是否协调,在规定工作循环节拍时间内,检查回转工作台的平稳性、可靠性和准确性。6.1.3铣床的噪声试验应符合ZBJ50004要求。6.2铣床液压系统试验
液压系统装置连续工作4h,油箱内油温的温升不超过25℃,系统稳定所需时间不大于10min,油压力不稳定性不大于0.05MPa;其余要求应符合ZBJ50016。6.3负荷试验
6.3.1切削试验
a:铣削条件干切削:
b.铣削深度0.8~3mm;
c:主轴转速7000~15000r/min;d.刀具直径6~10mm的立铣刀,
e试件材料铅黄铜(HPb59一1)
先加工~个槽,按右图检验。
a.槽底面平面度误差应小于
0.015mm,
b.粗糙度在/以上。
每个工位都要进行铣削试
验,在第一件合格后连续铣削工位数的四倍,最小不少于15件,在铣削过程中,如上述某一项不符合要求时,则应在清除缺陷后重新进行铣削试验。
注:试件尺寸、主轴转速、铣削深度、刀具直径等具体参数可根据各类型铣床察数而定。
6.3.2检验铣床刀具、夹头不应损坏。6.4几何精度试验
其余学
在铣削试验前后按本标准5.2.9条的要求采用JB2670的检验方法及检验工具,检验铣床的几何精度均应符合表2的规定。6.5整机清洁度试验
铣床清洁度的测定应符合ZBJ50003的规定。7检验规则
7.1出厂检验
QB/T1208—91
每台铣床在出厂前应由检验部门按本标准第6章试验方法第5章技术要求(除5.1.1,5.1.7外)进行检验,合格后方能出厂,并附有合格证书。7.2型式检验
7.2.1型式检验,应包括出厂检验的全部项目,及下列检验项目:a。参数检验;
b机床负荷试验;
c。机床的寿命试验(一般在使用厂进行);d。外观布局检验(按5.1.1条要求进行)。7.2.2凡出现下列情况之一时须进行型式检验:a。新产品投产时;
b正常生产后如结构、材料、工艺有较大改变时;c正常生产累计生产30台时进行一次;d。国家质量监督部门提出要求时。7.2.3抽样按提交检验台数的5%抽取,但不得少于2台。7.2.4型式检验中如有一台不合格,允许重新加倍抽样,就该项目进行复试,如仍有一台不合格则判为该批产品不合格。
8标志、包装、运输、贮存
8.1标志
每台铣床按总图位置固定铣床标牌,标牌应符合JB8要求。8.2包装
8.2.1包装前铣床的外露加工面应在擦净后涂以防锈油脂,铣床的油液应排除。8.2.2铣床包装应符合JB3207要求。8.2.3铣床的包装箱应按铣床包装箱图纸制造,并按装箱示意图放置铣床。8.2.4应在包装箱内的适当位置放入装箱单、合格证及说明书各一份。8.3运输
铣床在运输过程中应水平放置、固定牢靠,并应符合水路、陆路运输部门的有关规定。8.4些存
应保存在室内,水平放置,避免灰尘,防锈、防腐蚀。附加说明:
本标准由轻工业部技术装备司提出。本标准由全国轻工业机械标准化技术委员会归口。本标准由国营第一钟表机械厂起草。本标准主要起草人:惠琳萍。
中华人民共和国
行业标准
回转工作台多工位铣床
QB/T1208—91
轻工业标准化编辑出版委员会
地址:北京朝外光华路12号
电话:502.2561-84
内部资料不准翻印
印数:800册定价:1,20元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。