QB/T 5212-2017
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 5212-2017.Test method of impact scuff for upper leather.
1范围
QB/T 5212规定了鞋面革材料被物体刮擦时的抗破损性能的试验方法。本标准适用于鞋面用皮革、人造革和合成革。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 22049鞋类鞋类和鞋类部件环境调节及试验用标准环境
3原理
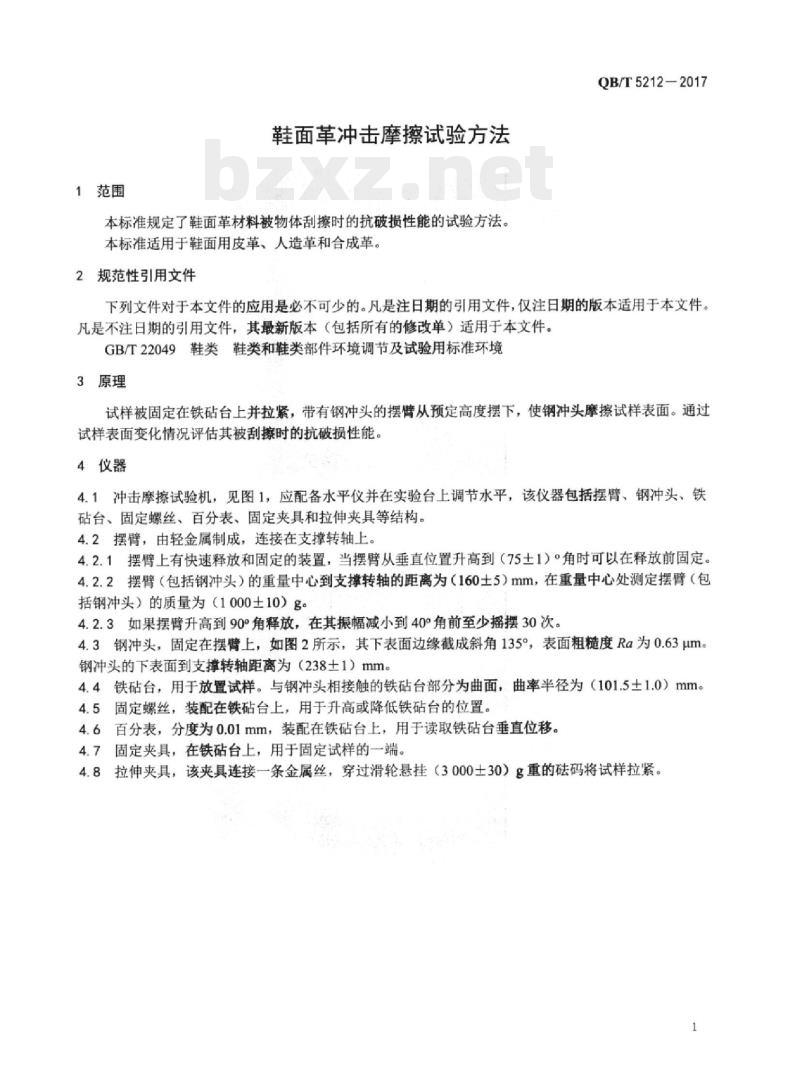
试样被固定在铁砧台上并拉紧,带有钢冲头的摆臂从预定高度摆下,使钢冲头摩擦试样表面。通过试样表面变化情况评估其被刮擦时的抗破损性能。
4仪器
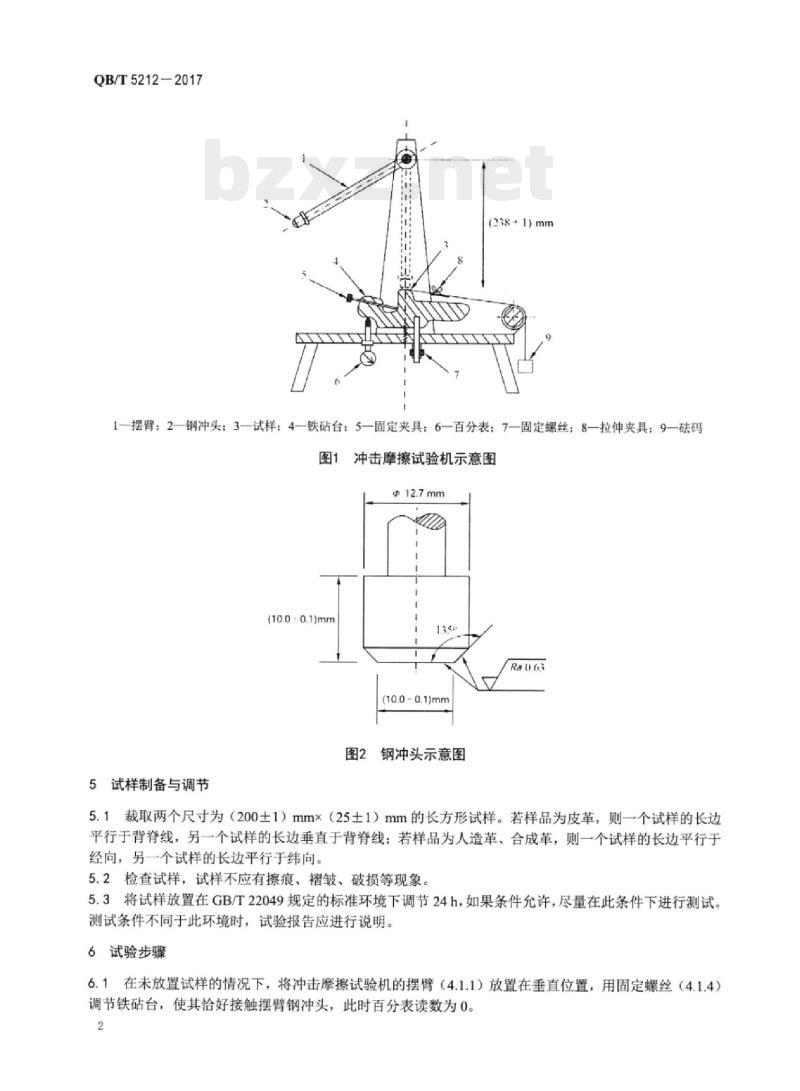
4.1冲击摩擦试验机,见图1,应配备水平仪并在实验台上调节水平,该仪器包括摆臂、钢冲头、铁砧台、固定螺丝、百分表、固定夹具和拉伸夹具等结构。
4.2摆臂,由轻金属制成,连接在支撑转轴上。
4.2.1摆臂上有快速释放和固定的装置,当摆臂从垂直位置升高到(75士1)°角时可以在释放前固定。
4.2.2摆臂(包括钢冲头)的重量中心到支撑转轴的距离为(160士5) mm,在重量中心处测定摆臂(包括钢冲头)的质量为( 1 000±10)g.
4.2.3如果摆臂升高到90°角释放,在其振幅减小到40°角前至少摇摆30次。
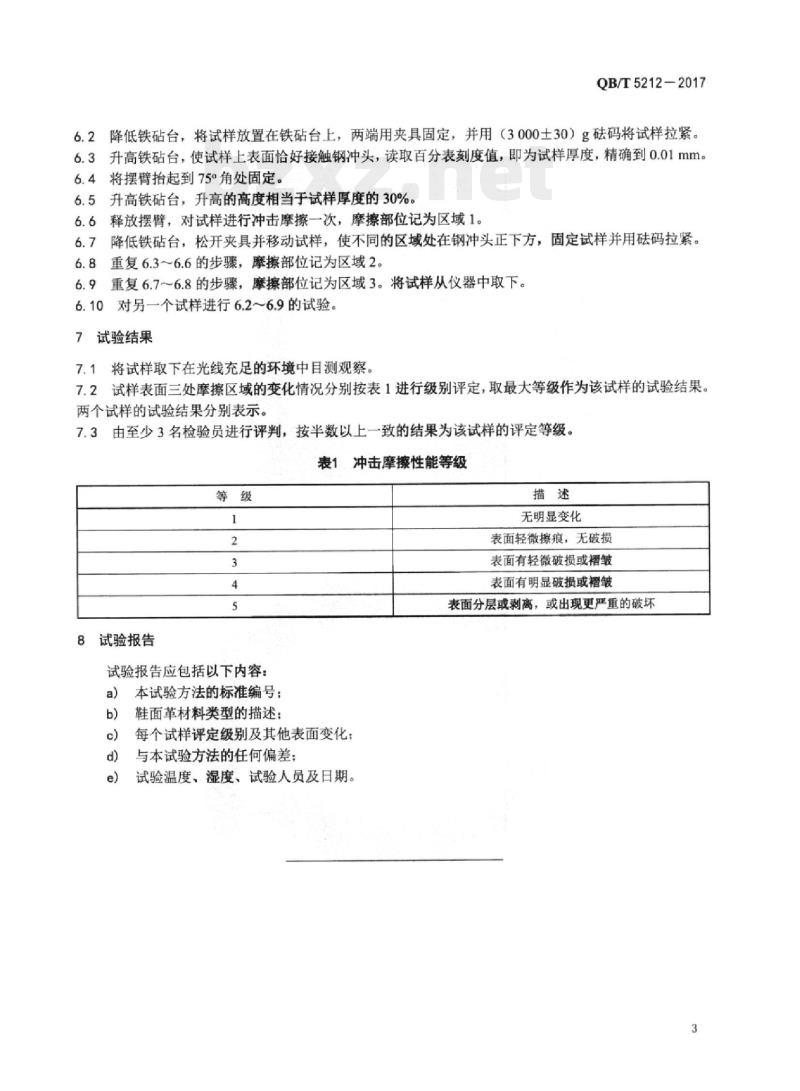
4.3 钢冲头,固定在摆臂上,如图2所示,其下表面边缘截成斜角135°,表面粗糙度Ra为0.63 um.钢冲头的下表面到支撑转轴距离为(238土1) mm.
4.4铁砧台,用于放置试样。与钢冲头相接触的铁砧台部分为曲面,曲率半径为(101.5±1.0) mm.
4.5固定螺丝,装配在铁砧台上,用于升高或降低铁砧台的位置。
4.6百分表,分度为0.01 mm,装配在铁砧台上,用于读取铁砧台垂直位移。
4.7固定夹具,在铁砧台上,用于固定试样的一端。
4.8拉伸夹具,该夹具连接一条金属丝,穿过滑轮悬挂(3 000±30) g重的砝码将试样拉紧。
1范围
QB/T 5212规定了鞋面革材料被物体刮擦时的抗破损性能的试验方法。本标准适用于鞋面用皮革、人造革和合成革。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 22049鞋类鞋类和鞋类部件环境调节及试验用标准环境
3原理
试样被固定在铁砧台上并拉紧,带有钢冲头的摆臂从预定高度摆下,使钢冲头摩擦试样表面。通过试样表面变化情况评估其被刮擦时的抗破损性能。
4仪器
4.1冲击摩擦试验机,见图1,应配备水平仪并在实验台上调节水平,该仪器包括摆臂、钢冲头、铁砧台、固定螺丝、百分表、固定夹具和拉伸夹具等结构。
4.2摆臂,由轻金属制成,连接在支撑转轴上。
4.2.1摆臂上有快速释放和固定的装置,当摆臂从垂直位置升高到(75士1)°角时可以在释放前固定。
4.2.2摆臂(包括钢冲头)的重量中心到支撑转轴的距离为(160士5) mm,在重量中心处测定摆臂(包括钢冲头)的质量为( 1 000±10)g.
4.2.3如果摆臂升高到90°角释放,在其振幅减小到40°角前至少摇摆30次。
4.3 钢冲头,固定在摆臂上,如图2所示,其下表面边缘截成斜角135°,表面粗糙度Ra为0.63 um.钢冲头的下表面到支撑转轴距离为(238土1) mm.
4.4铁砧台,用于放置试样。与钢冲头相接触的铁砧台部分为曲面,曲率半径为(101.5±1.0) mm.
4.5固定螺丝,装配在铁砧台上,用于升高或降低铁砧台的位置。
4.6百分表,分度为0.01 mm,装配在铁砧台上,用于读取铁砧台垂直位移。
4.7固定夹具,在铁砧台上,用于固定试样的一端。
4.8拉伸夹具,该夹具连接一条金属丝,穿过滑轮悬挂(3 000±30) g重的砝码将试样拉紧。
标准图片预览
标准内容
ICS61.060
分类号:Y78
备案号:60702-2017
中华人民共和国轻工行业标准
QB/T5212-2017
鞋面革冲击摩擦试验方法
Test method of impact scuff for upper leather2017-11-07发布
中华人民共和国工业和信息化部2018-04-01实施
本标准按照GB/T1.1一2009给出的规则起草。QB/T5212-2017
本标准由中国轻工业联合会提出。本标准由全国制鞋标准化技术委员会皮鞋分技术委员会(SAC/TC305/SC1)归口。本标准起草单位:温州市质量技术监督检测院[国家鞋类质量监督检验中心(温州)]、东莞市惟思德科技发展有限公司。
本标准主要起草人:林先凯、杨志敏、章琼阳。本标准为首次发布。
1范围
鞋面革冲击摩擦试验方法
本标准规定了鞋面革材料被物体刮擦时的抗破损性能的试验方法。本标准适用于鞋面用皮革、人造革和合成革。2规范性引用文件
QB/T5212-2017
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T22049鞋类鞋类和鞋类部件环境调节及试验用标准环境3原理
试样被固定在铁砧台上并拉紧,带有钢冲头的摆臂从预定高度摆下,使钢冲头摩擦试样表面。通过试样表面变化情况评估其被刮擦时的抗破损性能。4仪器
4.1冲击摩擦试验机,见图1,应配备水平仪并在实验台上调节水平,该仪器包括摆臂、钢冲头、铁砧台、固定螺丝、百分表、固定夹具和拉伸夹具等结构。4.2摆臂,由轻金属制成,连接在支撑转轴上。4.2.1摆臂上有快速释放和固定的装置,当摆臂从垂直位置升高到(75土1)°角时可以在释放前固定。4.2.2摆臂(包括钢冲头)的重量中心到支撑转轴的距离为(160士5)mm,在重量中心处测定摆臂(包括钢冲头)的质量为(1000±10)g。4.2.3如果摆臂升高到90°角释放,在其振幅减小到40°角前至少摇摆30次。4.3钢冲头,固定在摆臂上,如图2所示,其下表面边缘截成斜角135°,表面粗糙度Ra为0.63um。钢冲头的下表面到支撑转轴距离为(238土1)mm。4.4铁砧台,用于放置试样。与钢冲头相接触的铁砖台部分为曲面,曲率半径为(101.5土1.0)mm。4.5固定螺丝,装配在铁砧台上,用于升高或降低铁砧台的位置。4.6百分表,分度为0.01mm,装配在铁砧台上,用于读取铁砧台垂直位移。4.7固定夹具,在铁砧台上,用于固定试样的一端。4.8拉伸夹具,该夹具连接一条金属丝,穿过滑轮悬挂(3000士30)g重的码将试样拉紧。1
QB/T5212—2017
(238+1)mm
1一摆臂;2一钢冲头;3一试样;4一铁砧台;5一固定夹具:6—百分表:7—固定螺丝;8一拉伸夹具:9—码图1冲击摩擦试验机示意图
(10.0:0.1)mm
(10.0-0.1)mmwww.bzxz.net
图2钢冲头示意图
5试样制备与调节
5.1裁取两个尺寸为(200土1)mmx(25土1)mm的长方形试样。若样品为皮革,则一个试样的长边平行于背脊线,另一个试样的长边垂直于背脊线:若样品为人造革、合成革,则一个试样的长边平行于经向,另一个试样的长边平行于纬向。5.2检查试样,试样不应有擦痕、褶皱、破损等现象。5.3将试样放置在GB/T22049规定的标准环境下调节24h,如果条件允许,尽量在此条件下进行测试。测试条件不同于此环境时,试验报告应进行说明。6试验步骤
在未放置试样的情况下,将冲击摩擦试验机的摆臂(4.1.1)放置在垂直位置,用固定螺丝(4.1.4)6.1
调节铁砧台,使其恰好接触摆臂钢冲头,此时百分表读数为0。2
QB/T5212-2017
6.2降低铁砧台,将试样放置在铁砧台上,两端用夹具固定,并用(3000士30)g码将试样拉紧。6.3升高铁砧台,使试样上表面恰好接触钢冲头,读取百分表刻度值,即为试样厚度,精确到0.01mm。6.4将摆臂抬起到75°角处固定。6.5升高铁砧台,升高的高度相当于试样厚度的30%。6.6释放摆臂,对试样进行冲击摩擦一次,摩擦部位记为区域1。6.7降低铁砧台,松开夹具并移动试样,使不同的区域处在钢冲头正下方,固定试样并用砖码拉紧。6.8重复6.3~6.6的步骤,摩擦部位记为区域2。6.9重复6.7~6.8的步骤,摩擦部位记为区域3。将试样从仪器中取下。6.10对另一个试样进行6.2~6.9的试验。7试验结果
7.1将试样取下在光线充足的环境中目测观察。7.2试样表面三处摩擦区域的变化情况分别按表1进行级别评定,取最大等级作为该试样的试验结果。两个试样的试验结果分别表示。7.3由至少3名检验员进行评判,按半数以上一致的结果为该试样的评定等级。表1冲击摩擦性能等级
8试验报告
试验报告应包括以下内容:
本试验方法的标准编号:
鞋面革材料类型的描述:
每个试样评定级别及其他表面变化:与本试验方法的任何偏差;
试验温度、湿度、试验人员及日期。描述
无明显变化
表面轻微擦痕,无破损
表面有轻微破损或褶皱
表面有明显破损或褶皱
表面分层或剥离,或出现更严重的破坏3
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:Y78
备案号:60702-2017
中华人民共和国轻工行业标准
QB/T5212-2017
鞋面革冲击摩擦试验方法
Test method of impact scuff for upper leather2017-11-07发布
中华人民共和国工业和信息化部2018-04-01实施
本标准按照GB/T1.1一2009给出的规则起草。QB/T5212-2017
本标准由中国轻工业联合会提出。本标准由全国制鞋标准化技术委员会皮鞋分技术委员会(SAC/TC305/SC1)归口。本标准起草单位:温州市质量技术监督检测院[国家鞋类质量监督检验中心(温州)]、东莞市惟思德科技发展有限公司。
本标准主要起草人:林先凯、杨志敏、章琼阳。本标准为首次发布。
1范围
鞋面革冲击摩擦试验方法
本标准规定了鞋面革材料被物体刮擦时的抗破损性能的试验方法。本标准适用于鞋面用皮革、人造革和合成革。2规范性引用文件
QB/T5212-2017
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T22049鞋类鞋类和鞋类部件环境调节及试验用标准环境3原理
试样被固定在铁砧台上并拉紧,带有钢冲头的摆臂从预定高度摆下,使钢冲头摩擦试样表面。通过试样表面变化情况评估其被刮擦时的抗破损性能。4仪器
4.1冲击摩擦试验机,见图1,应配备水平仪并在实验台上调节水平,该仪器包括摆臂、钢冲头、铁砧台、固定螺丝、百分表、固定夹具和拉伸夹具等结构。4.2摆臂,由轻金属制成,连接在支撑转轴上。4.2.1摆臂上有快速释放和固定的装置,当摆臂从垂直位置升高到(75土1)°角时可以在释放前固定。4.2.2摆臂(包括钢冲头)的重量中心到支撑转轴的距离为(160士5)mm,在重量中心处测定摆臂(包括钢冲头)的质量为(1000±10)g。4.2.3如果摆臂升高到90°角释放,在其振幅减小到40°角前至少摇摆30次。4.3钢冲头,固定在摆臂上,如图2所示,其下表面边缘截成斜角135°,表面粗糙度Ra为0.63um。钢冲头的下表面到支撑转轴距离为(238土1)mm。4.4铁砧台,用于放置试样。与钢冲头相接触的铁砖台部分为曲面,曲率半径为(101.5土1.0)mm。4.5固定螺丝,装配在铁砧台上,用于升高或降低铁砧台的位置。4.6百分表,分度为0.01mm,装配在铁砧台上,用于读取铁砧台垂直位移。4.7固定夹具,在铁砧台上,用于固定试样的一端。4.8拉伸夹具,该夹具连接一条金属丝,穿过滑轮悬挂(3000士30)g重的码将试样拉紧。1
QB/T5212—2017
(238+1)mm
1一摆臂;2一钢冲头;3一试样;4一铁砧台;5一固定夹具:6—百分表:7—固定螺丝;8一拉伸夹具:9—码图1冲击摩擦试验机示意图
(10.0:0.1)mm
(10.0-0.1)mmwww.bzxz.net
图2钢冲头示意图
5试样制备与调节
5.1裁取两个尺寸为(200土1)mmx(25土1)mm的长方形试样。若样品为皮革,则一个试样的长边平行于背脊线,另一个试样的长边垂直于背脊线:若样品为人造革、合成革,则一个试样的长边平行于经向,另一个试样的长边平行于纬向。5.2检查试样,试样不应有擦痕、褶皱、破损等现象。5.3将试样放置在GB/T22049规定的标准环境下调节24h,如果条件允许,尽量在此条件下进行测试。测试条件不同于此环境时,试验报告应进行说明。6试验步骤
在未放置试样的情况下,将冲击摩擦试验机的摆臂(4.1.1)放置在垂直位置,用固定螺丝(4.1.4)6.1
调节铁砧台,使其恰好接触摆臂钢冲头,此时百分表读数为0。2
QB/T5212-2017
6.2降低铁砧台,将试样放置在铁砧台上,两端用夹具固定,并用(3000士30)g码将试样拉紧。6.3升高铁砧台,使试样上表面恰好接触钢冲头,读取百分表刻度值,即为试样厚度,精确到0.01mm。6.4将摆臂抬起到75°角处固定。6.5升高铁砧台,升高的高度相当于试样厚度的30%。6.6释放摆臂,对试样进行冲击摩擦一次,摩擦部位记为区域1。6.7降低铁砧台,松开夹具并移动试样,使不同的区域处在钢冲头正下方,固定试样并用砖码拉紧。6.8重复6.3~6.6的步骤,摩擦部位记为区域2。6.9重复6.7~6.8的步骤,摩擦部位记为区域3。将试样从仪器中取下。6.10对另一个试样进行6.2~6.9的试验。7试验结果
7.1将试样取下在光线充足的环境中目测观察。7.2试样表面三处摩擦区域的变化情况分别按表1进行级别评定,取最大等级作为该试样的试验结果。两个试样的试验结果分别表示。7.3由至少3名检验员进行评判,按半数以上一致的结果为该试样的评定等级。表1冲击摩擦性能等级
8试验报告
试验报告应包括以下内容:
本试验方法的标准编号:
鞋面革材料类型的描述:
每个试样评定级别及其他表面变化:与本试验方法的任何偏差;
试验温度、湿度、试验人员及日期。描述
无明显变化
表面轻微擦痕,无破损
表面有轻微破损或褶皱
表面有明显破损或褶皱
表面分层或剥离,或出现更严重的破坏3
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。