QB/T 4470-2013
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 4470-2013.Leather machines Narrow splitting machine.
QB/T 4470规定了制革机械中的窄幅剖层机的产品型号及规格参数、要求、试验方法、检验规则、标志、包装、运输和贮存。
QB/T 4470适用于工作宽度为800 mm~ I 500 mm的制革生产用窄幅剖层机。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191包装储运图示标志
GB 5226.1机械电气安全机械电气设备第1部分:通用技术条件
GB/T 16769金属 切削机床噪声声压级测量方法
QB/T 1524制革机械产 品型号编制方法
QB/T 3813- -1999 皮革成品 厚度的测定
3产品型号及规格参数
3.1 产品型号
窄幅剖层机的型号编制应符合QB/T 1524的规定.
3.2产品规格
窄幅剖层机的规格按工作宽度分为800 mm、1 200 mm、1 500 mm。
3.3基本参数
窄幅剖层机的基本参数可由制造商在满足本标准第4章的情况下,在相关的技术文件中规定。
4要求
4.1关键件质量
4.1.1 压刀板工作面在正常使用情况下,寿命不应低于2000 h.
4.1.2压刀板 工作面与安装基准面沿长度方向的平行度公差应为0.03 mm。
4.1.3刮刀板 工作面在正常使用情况下,寿命不应低于2 000 h.
4.1.4刮刀板工作刃口与安装基 准面沿长度方向的平行度公差应为0.03 mm.
4.2配套件、 外协件质量
各类配套件应有合格证书外协件进厂时应有需方质量检验部门的依据标准或供需双方签订的质量协议条款,验收合格后,方可进厂入库。
4.3 装配精度
4.3.1补偿辊下素线对下压刀板安装基准面的平行度公差应为0.04mm.
4.3.2刮刀板工作刃口对 下压刀板安装基准面的平行度公差应为0.05 mm.
4.3.3压刀板安装后, 其工作面对安装体基准面的平行度公差应为0.04 mm.
4.3.4进料辊下索线对下压刀板安装基准面的平行度公差应为0.04mm。
4.3.5胶辊径 向圆跳动公差应为0.04 mm.
4.3.6左右刀轮径向圆跳动公 差应为0.04 mm,刀轮主轴的轴向窜动公差应为0.02 mm。
4.3.7上横梁经升降后在工作位置与压刀板安装基准面的平行度公差应为0.04mm.
QB/T 4470规定了制革机械中的窄幅剖层机的产品型号及规格参数、要求、试验方法、检验规则、标志、包装、运输和贮存。
QB/T 4470适用于工作宽度为800 mm~ I 500 mm的制革生产用窄幅剖层机。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191包装储运图示标志
GB 5226.1机械电气安全机械电气设备第1部分:通用技术条件
GB/T 16769金属 切削机床噪声声压级测量方法
QB/T 1524制革机械产 品型号编制方法
QB/T 3813- -1999 皮革成品 厚度的测定
3产品型号及规格参数
3.1 产品型号
窄幅剖层机的型号编制应符合QB/T 1524的规定.
3.2产品规格
窄幅剖层机的规格按工作宽度分为800 mm、1 200 mm、1 500 mm。
3.3基本参数
窄幅剖层机的基本参数可由制造商在满足本标准第4章的情况下,在相关的技术文件中规定。
4要求
4.1关键件质量
4.1.1 压刀板工作面在正常使用情况下,寿命不应低于2000 h.
4.1.2压刀板 工作面与安装基准面沿长度方向的平行度公差应为0.03 mm。
4.1.3刮刀板 工作面在正常使用情况下,寿命不应低于2 000 h.
4.1.4刮刀板工作刃口与安装基 准面沿长度方向的平行度公差应为0.03 mm.
4.2配套件、 外协件质量
各类配套件应有合格证书外协件进厂时应有需方质量检验部门的依据标准或供需双方签订的质量协议条款,验收合格后,方可进厂入库。
4.3 装配精度
4.3.1补偿辊下素线对下压刀板安装基准面的平行度公差应为0.04mm.
4.3.2刮刀板工作刃口对 下压刀板安装基准面的平行度公差应为0.05 mm.
4.3.3压刀板安装后, 其工作面对安装体基准面的平行度公差应为0.04 mm.
4.3.4进料辊下索线对下压刀板安装基准面的平行度公差应为0.04mm。
4.3.5胶辊径 向圆跳动公差应为0.04 mm.
4.3.6左右刀轮径向圆跳动公 差应为0.04 mm,刀轮主轴的轴向窜动公差应为0.02 mm。
4.3.7上横梁经升降后在工作位置与压刀板安装基准面的平行度公差应为0.04mm.
标准图片预览



标准内容
ICS59.140.40
分类号:Y94
备案号:41598-2013
中华人民共和国轻工行业标准
QB/T4470-2013
制革机械
Leather machines
2013-07-22发布
窄幅剖层机
Narrow splitting machine
2013-12-01实施
中华人民共和国工业和信息化部发布
本标准按照GB/T1.1-2009给出的规则起草。本标准由中国轻工业联合会提出。本标准由全国毛皮制革机械标准化中心归口。QB/T4470-2013
本标准由烟台龙益机械有限公司、东莞市博恒机电科技有限公司、中国皮革和制鞋工业研究院负责起草。
本标准主要起草人:徐建平、张东旭、陶圆。1范围
制革机械窄幅剖层机
QB/T4470-2013
本标准规定了制革机械中的窄幅剖层机的产品型号及规格参数、要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于工作宽度为800mm1500mm的制革生产用窄幅剖层机。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T191包装储运图示标志
GB5226.1机械电气安全机械电气设备第1部分:通用技术条件GB/T16769金属切削机床噪声声压级测量方法QB/T1524制革机械产品型号编制方法QB/T3813-1999皮革成品厚度的测定3产品型号及规格参数
3.1产品型号
窄幅剖层机的型号编制应符合QB/T1524的规定。3.2产品规格
窄幅剖层机的规格按工作宽度分为800mm、1200mm、1500mm。3.3基本参数
窄幅剖层机的基本参数可由制造商在满足本标准第4章的情况下,在相关的技术文件中规定4要求
4.1关键件质量
4.1.1压刀板工作面在正常使用情况下,寿命不应低于2000h。4.1.2压刀板工作面与安装基准面沿长度方向的平行度公差应为0.03mm。4.1.3刮刀板工作面在正常使用情况下,寿命不应低于2000h。4.1.4刮刀板工作刃口与安装基准面沿长度方向的平行度公差应为0.03mm。4.2配套件、外协件质量
各类配套件应有合格证书,外协件进厂时应有需方质量检验部门的依据标准或供需双方签订的质量协议条款,验收合格后,方可进厂入库。4.3装配精度
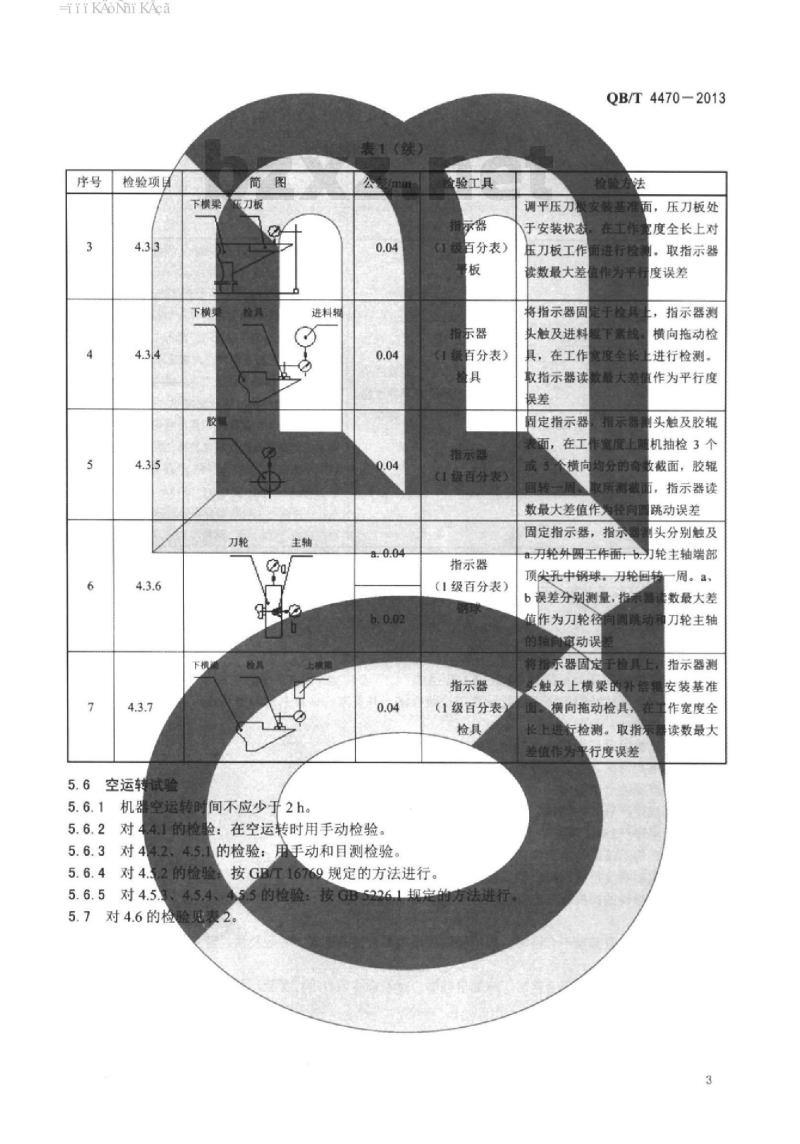
4.3.1补偿辊下素线对下压刀板安装基准面的平行度公差应为0.04mm。4.3.2刮刀板工作刃口对下压刀板安装基准面的平行度公差应为0.05mm。4.3.3压刀板安装后,其工作面对安装体基准面的平行度公差应为0.04mm。4.3.4进料辑下素线对下压刀板安装基准面的平行度公差应为0.04mm4.3.5胶辑径向圆跳动公差应为0.04mm4.3.6左右刀轮径向圆跳动公差应为0.04mm,刀轮主轴的轴向窜动公差应为0.02mm4.3.7上横梁经升降后在工作位置与压刀板安装基准面的平行度公差应为0.04mm。-
iiKAoNiKAca
QB/T4470—2013
4.4安全防护
4.4.1送皮操作部位应有防护装置。4.4.2外露的旋转零件(如:刀轮、砂轮等)应有防护罩,4.5整机性能
4.5.1各紧固件应采联防锈措
整机空载运转时的噪声声
以满足维修、拆卸要求。
机动往复运动部位应有限位保护装置。压级不应大于80dB(A),
并按GB/T16769规定的方法进行检验。保护联结电路的连续性应
符合GB5226.1的要求,并按
GB5226.1中18.2规定的方法进行检验。4.5.3
电气系统的绝缘电阻按GB5226.1中18.3规定的方法进行检验,不应小于1MQ。
4.5.5电气动力电路导线和保护
接地电路之间应能承受1000V电压(频率为50Hz或60Hz),至少1s时间的耐压试验。该试验按GB52226.1中18.4规定的
方法进行
4.6工作精度
4.6.1剖层最薄厚度:
灰皮1.0
mm,蓝皮0.5mm,
m,蓝皮±0.08mm
4.6.2剖层精度:灰皮±0.15m
4.7外观质量
4.7.1外露焊缝应平整、均匀。
4.7.2电气布线应整齐
美观、标志齐全
成品革0
3mm。
成品革
4.7.3电镀件表面应平滑、光亮,不应有起皮、剥落等缺陷4.7.4油漆件表面应涂覆均匀、涂层牢固,无气泡,脱落、漏漆及划伤现象。5试验方法
5.1对4.1.1和4.1.3的检验:由用户评价,5.2对4.1.2的检验:压刀板按使用状态固定到检具上,指示器(在工作宽度全长上进行检测,取指示器最大差值作为平行度误差。级百分表)测头触
及压刀板工作面,
5.3对4.1.4的检验:刮刀板按使用状态固定到检具上,指示器(1级百分表)测头触及刮刀板工作刃口,在工作宽度全长上进行检测,取指示器最大差值作为平行度误差。5.4对4.2的检验:查验合格证和验收记录。5.5对4.3的检验见表1
检验项目
下横菜
制刀板
装配精度检验
公差/mm
检验工具
指示器
(1级百分表)
(1级百分表)
检验方法
将指示器固定在检具上,指示器测头触及补偿辑下素线。横向拖动检具,在工作宽度全长上进行检测。取指示器读数最大差值作为平行度误差
指示器固定在检真上,指示器测头触及刮刀板刃凸,横向拖动检具,在工作宽度圣长上进行检测。取指示器读数最大差值作为平行度误差-Hii KAoNi KAca
检验项目
5.6空运转
专试验
下横梁
下横梁
玉刀板
进料辋
机器空运转时
间不应少于2h。
表1(续)
5.6.2对4.4.1的检验
验:在空运转时用手动检验。
5.6.3对44.2、4.5.1
的检验:
用手动和目测检验。wwW.bzxz.Net
5.6.4对4.5
2的检验
5.6.5对4.5.
5.7对4.6的检
金验工具
指示器
百分表)
指示器
百分表)
指示器
C1级百分表)
指示器
(1级百分表)
指示器
(1级百分表)
69规定的方法进行。
5.5的检验:按GB
26.1规定的方法进行。
QB/T4470—2013
检验方
调平压刀板生
安装基准
面,压刀板处
于安装状态,
压刀板工作
面进行检
读数最大差
值作为平行
将指示器固
定于检具
头触及进料
辑下素线
具,在工作
宽度全卡长
取指示器读数最大
固定指示器
车宽度上
横向均分的奇
数最大差值作
固定指示器,指示
度全长上对
。取指示器
度误差
指示器测
横向拖动检
进行检测。
作为平行度
头触及胶辊
机抽检3个
截面,胶辑
市,指示器读
跳动误差
头分别触及
a.刀轮外圆工作面:b.刀轮主轴端部顶尖孔中钢球。刀轮回转
一周。a、
b误差分别测量,指示
值作为刀轮径
事动误
示器固定
于检具上
触及上横梁的
横向拖动检具
行检测。取指
差值作
行度误差
数最大差
刀轮主轴
指示器测
装基准
作宽度全
读数最大
iiKAoNi KAca
QB/T4470-2013
检验项目
5.8外观质量
肩背革部
表2工作精度检验
部层最薄厚
度与精度
灰皮1.0
成品革0.3
灰皮±0.15
蓝皮±0.08
成品革土0.06
外观质量采用手动和目测检验。6检验规则
6.1出厂检验
检验工具
检验方法
取长度800mm1200mm.厚度3mm--6mm的整张猪灰皮或长度800mm1200mm,厚度3mm~5mm,含水率不人于55%的整张猪蓝皮10张。以规定的最薄部层厚度进行剖层试验,在肩背部选取均分布且对称的多个点(测点不应定重式皮
革厚度测
少于12点)测量厚度,与规定厚度进行比较:其比较值合格率不低于75%,则判定测量皮张最薄剖层厚度合格。将各测定厚度与规定厚度比较,其差值为剖层精度,其合格率不低于75%,则判定测量皮张层精度合格:全部试验皮张合格率不应低于80%,则判定产品工作精度合格。取10张成品革,按QB/T3813一1999选择基准点,在整张革上取均匀分布且对称的多个点(测点不应少于12点),测量与判定同上6.1.1出厂检验项目为本标准4.1.2、4.1.4、4.2、4.3、4.4、4.5及4.7中的项目。6.1.2每台产品应经制造商质量检验部门检验合格,并签发合格证书后,方可出厂。6.2型式检验
6.2.1型式检验项目为第4章的全部内容。6.2.2有下列情况之一应进行型式试验:a)新产品的定型鉴定:
b)正式生产后,如结构、材料、工艺有较大的改变,可能影响产品性能时;c)产品停产2年,恢复生产时:d)出厂检验结果与上次型式检验有较大差异时:e)国家质量监督机构提出型式检验的要求时。6.2.3型式检验的样机应在出厂检验合格的产品批中随机抽取10%,至少应为1台。6.3判定规则
6.3.1出厂检验有某项不合格时,应消除造成该项不合格的因素,并经复检。若复检合格,则判产品合格,否则为不合格。
6.3.2型式检验有某项不合格时,应加倍抽样,对不合格项目进行复验,如仍不合格,则判型式检验不合格。
iiKAoNiKAca
7标志、包装、运输和贮存
7.1标志
7.1.1每台产品应在显著位置固定永久标牌。标牌应包括以下内容:a)制造商名称:
b)产品名称及型号规格:
c)出厂编号和出厂日期:
d)主要技术参数。
包装储运图示标志应符合GB/T191的有关规定。合格证应有以下内容:
制造商名称:
b)产品名称及型号规格:
c)产品执行标准编号:
d)出厂编号和出厂日期:
e)主要技术参数:
f)检验员和审核人签名或盖章。7.2包装
包装应牢固可靠,满足运输要求。7.3运输
产品在运输过程中应防止倾倒、倒置、冲撞和剧烈震动,并防止雨淋。7.4购存
QB/T4470-2013
产品应在通风、干燥、无火源、无腐蚀性气体的库房内存放,不应堆叠、倒置,如露天存放应有防菊措施。
-iiiKAoNiKAca
4470-2013
中华人民共和国
轻工行业标准
窄幅部层机
制革机械
QB/T4470-2013
中国轻工业出版社出版发行
地址:北京东长安街6号
邮政编码:100740
发行电话:(010)65241695
网hif:http://chlip.com.cnEmail:[email protected]
轻工业标准化编辑出版委员公编辑地址:北京西城区下斜街29号
邮政编码:100053
电话:(010)68049923/24/25
版权所有侵权必究
书号:155019-4070
印数:1-200册
定价:16.00元
BZ002101999
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:Y94
备案号:41598-2013
中华人民共和国轻工行业标准
QB/T4470-2013
制革机械
Leather machines
2013-07-22发布
窄幅剖层机
Narrow splitting machine
2013-12-01实施
中华人民共和国工业和信息化部发布
本标准按照GB/T1.1-2009给出的规则起草。本标准由中国轻工业联合会提出。本标准由全国毛皮制革机械标准化中心归口。QB/T4470-2013
本标准由烟台龙益机械有限公司、东莞市博恒机电科技有限公司、中国皮革和制鞋工业研究院负责起草。
本标准主要起草人:徐建平、张东旭、陶圆。1范围
制革机械窄幅剖层机
QB/T4470-2013
本标准规定了制革机械中的窄幅剖层机的产品型号及规格参数、要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于工作宽度为800mm1500mm的制革生产用窄幅剖层机。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T191包装储运图示标志
GB5226.1机械电气安全机械电气设备第1部分:通用技术条件GB/T16769金属切削机床噪声声压级测量方法QB/T1524制革机械产品型号编制方法QB/T3813-1999皮革成品厚度的测定3产品型号及规格参数
3.1产品型号
窄幅剖层机的型号编制应符合QB/T1524的规定。3.2产品规格
窄幅剖层机的规格按工作宽度分为800mm、1200mm、1500mm。3.3基本参数
窄幅剖层机的基本参数可由制造商在满足本标准第4章的情况下,在相关的技术文件中规定4要求
4.1关键件质量
4.1.1压刀板工作面在正常使用情况下,寿命不应低于2000h。4.1.2压刀板工作面与安装基准面沿长度方向的平行度公差应为0.03mm。4.1.3刮刀板工作面在正常使用情况下,寿命不应低于2000h。4.1.4刮刀板工作刃口与安装基准面沿长度方向的平行度公差应为0.03mm。4.2配套件、外协件质量
各类配套件应有合格证书,外协件进厂时应有需方质量检验部门的依据标准或供需双方签订的质量协议条款,验收合格后,方可进厂入库。4.3装配精度
4.3.1补偿辊下素线对下压刀板安装基准面的平行度公差应为0.04mm。4.3.2刮刀板工作刃口对下压刀板安装基准面的平行度公差应为0.05mm。4.3.3压刀板安装后,其工作面对安装体基准面的平行度公差应为0.04mm。4.3.4进料辑下素线对下压刀板安装基准面的平行度公差应为0.04mm4.3.5胶辑径向圆跳动公差应为0.04mm4.3.6左右刀轮径向圆跳动公差应为0.04mm,刀轮主轴的轴向窜动公差应为0.02mm4.3.7上横梁经升降后在工作位置与压刀板安装基准面的平行度公差应为0.04mm。-
iiKAoNiKAca
QB/T4470—2013
4.4安全防护
4.4.1送皮操作部位应有防护装置。4.4.2外露的旋转零件(如:刀轮、砂轮等)应有防护罩,4.5整机性能
4.5.1各紧固件应采联防锈措
整机空载运转时的噪声声
以满足维修、拆卸要求。
机动往复运动部位应有限位保护装置。压级不应大于80dB(A),
并按GB/T16769规定的方法进行检验。保护联结电路的连续性应
符合GB5226.1的要求,并按
GB5226.1中18.2规定的方法进行检验。4.5.3
电气系统的绝缘电阻按GB5226.1中18.3规定的方法进行检验,不应小于1MQ。
4.5.5电气动力电路导线和保护
接地电路之间应能承受1000V电压(频率为50Hz或60Hz),至少1s时间的耐压试验。该试验按GB52226.1中18.4规定的
方法进行
4.6工作精度
4.6.1剖层最薄厚度:
灰皮1.0
mm,蓝皮0.5mm,
m,蓝皮±0.08mm
4.6.2剖层精度:灰皮±0.15m
4.7外观质量
4.7.1外露焊缝应平整、均匀。
4.7.2电气布线应整齐
美观、标志齐全
成品革0
3mm。
成品革
4.7.3电镀件表面应平滑、光亮,不应有起皮、剥落等缺陷4.7.4油漆件表面应涂覆均匀、涂层牢固,无气泡,脱落、漏漆及划伤现象。5试验方法
5.1对4.1.1和4.1.3的检验:由用户评价,5.2对4.1.2的检验:压刀板按使用状态固定到检具上,指示器(在工作宽度全长上进行检测,取指示器最大差值作为平行度误差。级百分表)测头触
及压刀板工作面,
5.3对4.1.4的检验:刮刀板按使用状态固定到检具上,指示器(1级百分表)测头触及刮刀板工作刃口,在工作宽度全长上进行检测,取指示器最大差值作为平行度误差。5.4对4.2的检验:查验合格证和验收记录。5.5对4.3的检验见表1
检验项目
下横菜
制刀板
装配精度检验
公差/mm
检验工具
指示器
(1级百分表)
(1级百分表)
检验方法
将指示器固定在检具上,指示器测头触及补偿辑下素线。横向拖动检具,在工作宽度全长上进行检测。取指示器读数最大差值作为平行度误差
指示器固定在检真上,指示器测头触及刮刀板刃凸,横向拖动检具,在工作宽度圣长上进行检测。取指示器读数最大差值作为平行度误差-Hii KAoNi KAca
检验项目
5.6空运转
专试验
下横梁
下横梁
玉刀板
进料辋
机器空运转时
间不应少于2h。
表1(续)
5.6.2对4.4.1的检验
验:在空运转时用手动检验。
5.6.3对44.2、4.5.1
的检验:
用手动和目测检验。wwW.bzxz.Net
5.6.4对4.5
2的检验
5.6.5对4.5.
5.7对4.6的检
金验工具
指示器
百分表)
指示器
百分表)
指示器
C1级百分表)
指示器
(1级百分表)
指示器
(1级百分表)
69规定的方法进行。
5.5的检验:按GB
26.1规定的方法进行。
QB/T4470—2013
检验方
调平压刀板生
安装基准
面,压刀板处
于安装状态,
压刀板工作
面进行检
读数最大差
值作为平行
将指示器固
定于检具
头触及进料
辑下素线
具,在工作
宽度全卡长
取指示器读数最大
固定指示器
车宽度上
横向均分的奇
数最大差值作
固定指示器,指示
度全长上对
。取指示器
度误差
指示器测
横向拖动检
进行检测。
作为平行度
头触及胶辊
机抽检3个
截面,胶辑
市,指示器读
跳动误差
头分别触及
a.刀轮外圆工作面:b.刀轮主轴端部顶尖孔中钢球。刀轮回转
一周。a、
b误差分别测量,指示
值作为刀轮径
事动误
示器固定
于检具上
触及上横梁的
横向拖动检具
行检测。取指
差值作
行度误差
数最大差
刀轮主轴
指示器测
装基准
作宽度全
读数最大
iiKAoNi KAca
QB/T4470-2013
检验项目
5.8外观质量
肩背革部
表2工作精度检验
部层最薄厚
度与精度
灰皮1.0
成品革0.3
灰皮±0.15
蓝皮±0.08
成品革土0.06
外观质量采用手动和目测检验。6检验规则
6.1出厂检验
检验工具
检验方法
取长度800mm1200mm.厚度3mm--6mm的整张猪灰皮或长度800mm1200mm,厚度3mm~5mm,含水率不人于55%的整张猪蓝皮10张。以规定的最薄部层厚度进行剖层试验,在肩背部选取均分布且对称的多个点(测点不应定重式皮
革厚度测
少于12点)测量厚度,与规定厚度进行比较:其比较值合格率不低于75%,则判定测量皮张最薄剖层厚度合格。将各测定厚度与规定厚度比较,其差值为剖层精度,其合格率不低于75%,则判定测量皮张层精度合格:全部试验皮张合格率不应低于80%,则判定产品工作精度合格。取10张成品革,按QB/T3813一1999选择基准点,在整张革上取均匀分布且对称的多个点(测点不应少于12点),测量与判定同上6.1.1出厂检验项目为本标准4.1.2、4.1.4、4.2、4.3、4.4、4.5及4.7中的项目。6.1.2每台产品应经制造商质量检验部门检验合格,并签发合格证书后,方可出厂。6.2型式检验
6.2.1型式检验项目为第4章的全部内容。6.2.2有下列情况之一应进行型式试验:a)新产品的定型鉴定:
b)正式生产后,如结构、材料、工艺有较大的改变,可能影响产品性能时;c)产品停产2年,恢复生产时:d)出厂检验结果与上次型式检验有较大差异时:e)国家质量监督机构提出型式检验的要求时。6.2.3型式检验的样机应在出厂检验合格的产品批中随机抽取10%,至少应为1台。6.3判定规则
6.3.1出厂检验有某项不合格时,应消除造成该项不合格的因素,并经复检。若复检合格,则判产品合格,否则为不合格。
6.3.2型式检验有某项不合格时,应加倍抽样,对不合格项目进行复验,如仍不合格,则判型式检验不合格。
iiKAoNiKAca
7标志、包装、运输和贮存
7.1标志
7.1.1每台产品应在显著位置固定永久标牌。标牌应包括以下内容:a)制造商名称:
b)产品名称及型号规格:
c)出厂编号和出厂日期:
d)主要技术参数。
包装储运图示标志应符合GB/T191的有关规定。合格证应有以下内容:
制造商名称:
b)产品名称及型号规格:
c)产品执行标准编号:
d)出厂编号和出厂日期:
e)主要技术参数:
f)检验员和审核人签名或盖章。7.2包装
包装应牢固可靠,满足运输要求。7.3运输
产品在运输过程中应防止倾倒、倒置、冲撞和剧烈震动,并防止雨淋。7.4购存
QB/T4470-2013
产品应在通风、干燥、无火源、无腐蚀性气体的库房内存放,不应堆叠、倒置,如露天存放应有防菊措施。
-iiiKAoNiKAca
4470-2013
中华人民共和国
轻工行业标准
窄幅部层机
制革机械
QB/T4470-2013
中国轻工业出版社出版发行
地址:北京东长安街6号
邮政编码:100740
发行电话:(010)65241695
网hif:http://chlip.com.cnEmail:[email protected]
轻工业标准化编辑出版委员公编辑地址:北京西城区下斜街29号
邮政编码:100053
电话:(010)68049923/24/25
版权所有侵权必究
书号:155019-4070
印数:1-200册
定价:16.00元
BZ002101999
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。