QB/T 4469 – 2013
基本信息
标准号: QB/T 4469 – 2013
中文名称:制鞋机械鞋样切绘机
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:1438648
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 4469 - 2013.Footwear machines Cutting and plotter machine for shoe pattern.
4.5.3不方向对称度误差不应大于0.2 mm.
4.6 外观质量
4.6.1外露件 和外路结合面的边缘应整齐,不应有明显的错位。
4.6.2整机外观不应有图样规 定外的凸起、凹陷、疤痕及其他损伤。
4.6.3钣金烤滦件、 氧化件表面应色泽均匀,不应有斑痕、起泡、 蹊底和划伤等。
5试验方法
5.1 电气及控制系统
5.1.1电气线路 布线采用目测的方法进行检查。
5.1.2保护接地电路连续性的检验, 按GB 5226.1 2008中18.2的方法进行。
5.1.3绝缘电阻的检验, 按GD5226.1 2008中18.3的方法进行
5.1.4电气控制可靠性的检验, 分别在空载和负载情况下运行,操作各相关的控制按钮,采用目测检测。
5.2装配精度
5.2.1整机装配应符合 QB/T1588.3-1992的要求。
5.2.2检验机器切绘台面上两导轨平行度:先将千分表装在其中一条导轨的滑块上,将数值调为0, .然后从一端慢便滑向另一端,其中最大数值不应超过0.05 mm的误差要求,如果超过围需调整导轨至0.05 mm之内,然后再以此方法检验另一条导轨: 用一条已经过高精度测量的检测铁条来测量两条导轨两端之间的距离是否- -致, 如果不一致,即需调整导轨。
5.2.3检验横梁导轨的直线度: 将千分表分别装在导轨的清块上,从一端慢慢滑向另一端,最大与最小示值之差即为整条导轨的直线度误差。
5.2.4检验整个台面板平面度: 用百分表装在机器刀架上,从机器原点开始,物百分表读数调整为o,从右至左,示值变化如果超出0.15 mm则需进行调整:然后用同样的方法进行织向测试与调整,依次把整台机的台面平整度测试完成。
5.2.5对4.34 的检验:采用手动、感官检验。
5.3 整机性能
5.3.1机器运转时 x、y方向同步运转),用手放横梁上方检查有无卡阻现象。
5.3.2整机工作噪 声的检验,按GB/T 16769规定方法测定。
5.3.3对4.4.4 的检验:用拉力器拉住被吸附的纸板材料,往与材料平行的方向平拉,检验1 kg以内的拉力能否拉动。
5.3.4切绘速度的试验: 画1个总长度为2000 mm的长方形,用秒表计算其时间,即可计算出每秒的切绘速度
5.4整机工作精度
5.4.1切绘 10张100 mmX 100 mm的正方形白卡纸纸板,用游标卡尺分别在x和y方向测量,其差值即为切绘误差。所切10张纸的合格率不低于70%,则判为合格。
5.4.2刀笔重合度检验:用笔先画 1↑100 mmx 100 mm的正方形,再在同一位置用刀切割1个100 mmX 100 mm的正方形,用游标卡尺测量2个正方形的误差是否在0.2mm以内
5.4.3用白卡纸切绘 - 个有半穿中心线(半穿中心线是指将白卡纸的厚度切断一半,剩下一半厚度不切断)的对称板,对称折起,用游标卡尺测量其对称度,即两边相对称的纸板之间的误差。
4.5.3不方向对称度误差不应大于0.2 mm.
4.6 外观质量
4.6.1外露件 和外路结合面的边缘应整齐,不应有明显的错位。
4.6.2整机外观不应有图样规 定外的凸起、凹陷、疤痕及其他损伤。
4.6.3钣金烤滦件、 氧化件表面应色泽均匀,不应有斑痕、起泡、 蹊底和划伤等。
5试验方法
5.1 电气及控制系统
5.1.1电气线路 布线采用目测的方法进行检查。
5.1.2保护接地电路连续性的检验, 按GB 5226.1 2008中18.2的方法进行。
5.1.3绝缘电阻的检验, 按GD5226.1 2008中18.3的方法进行
5.1.4电气控制可靠性的检验, 分别在空载和负载情况下运行,操作各相关的控制按钮,采用目测检测。
5.2装配精度
5.2.1整机装配应符合 QB/T1588.3-1992的要求。
5.2.2检验机器切绘台面上两导轨平行度:先将千分表装在其中一条导轨的滑块上,将数值调为0, .然后从一端慢便滑向另一端,其中最大数值不应超过0.05 mm的误差要求,如果超过围需调整导轨至0.05 mm之内,然后再以此方法检验另一条导轨: 用一条已经过高精度测量的检测铁条来测量两条导轨两端之间的距离是否- -致, 如果不一致,即需调整导轨。
5.2.3检验横梁导轨的直线度: 将千分表分别装在导轨的清块上,从一端慢慢滑向另一端,最大与最小示值之差即为整条导轨的直线度误差。
5.2.4检验整个台面板平面度: 用百分表装在机器刀架上,从机器原点开始,物百分表读数调整为o,从右至左,示值变化如果超出0.15 mm则需进行调整:然后用同样的方法进行织向测试与调整,依次把整台机的台面平整度测试完成。
5.2.5对4.34 的检验:采用手动、感官检验。
5.3 整机性能
5.3.1机器运转时 x、y方向同步运转),用手放横梁上方检查有无卡阻现象。
5.3.2整机工作噪 声的检验,按GB/T 16769规定方法测定。
5.3.3对4.4.4 的检验:用拉力器拉住被吸附的纸板材料,往与材料平行的方向平拉,检验1 kg以内的拉力能否拉动。
5.3.4切绘速度的试验: 画1个总长度为2000 mm的长方形,用秒表计算其时间,即可计算出每秒的切绘速度
5.4整机工作精度
5.4.1切绘 10张100 mmX 100 mm的正方形白卡纸纸板,用游标卡尺分别在x和y方向测量,其差值即为切绘误差。所切10张纸的合格率不低于70%,则判为合格。
5.4.2刀笔重合度检验:用笔先画 1↑100 mmx 100 mm的正方形,再在同一位置用刀切割1个100 mmX 100 mm的正方形,用游标卡尺测量2个正方形的误差是否在0.2mm以内
5.4.3用白卡纸切绘 - 个有半穿中心线(半穿中心线是指将白卡纸的厚度切断一半,剩下一半厚度不切断)的对称板,对称折起,用游标卡尺测量其对称度,即两边相对称的纸板之间的误差。
标准图片预览

标准内容
ICS61.080
分类号:Y99
备案号:41597-2013
中华人民共和国轻工行业标准
QB/T4469--2013
制鞋机械
鞋样切绘机
Footwear machines Cutting and plotter machine for shoe pattern2013-07-22发布
中华人民共和国工业和信息化部2013-12-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。本标准由全国毛皮制革机械标准化中心归口。QB/T4469-2013
本标准由东莞市拓荒牛自动化设备有限公司、佛山市南海区平洲永正制鞋机械设备厂、意达数控科技(广州)有限公司、中国皮革和制鞋工业研究院负责起草。本标准主要起草人:邹今令、陈晓伟、何社成、罗炳洪。1范围
制鞋机械
鞋样切绘机
QB/T4469--2013
本标准规定了鞋样切绘机的产品分类、要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于制鞋行业用数控鞋样切绘机。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB5226.1一2008机械安全机械电气设备第1部分:通用技术条件GB/T9969工业产品使用说明书总则GB/T16769金属切削机床噪声声压级测量方法制鞋机械型号编制方法
QB/T1525
QB/T1588.2-1992轻工机械加工通用技术条件QB/T1588.3-1992
QB/T1588.5-1996
3产品分类
3.1组成
轻工机械
轻工机械
装配通用技术条件
包装通用技术条件
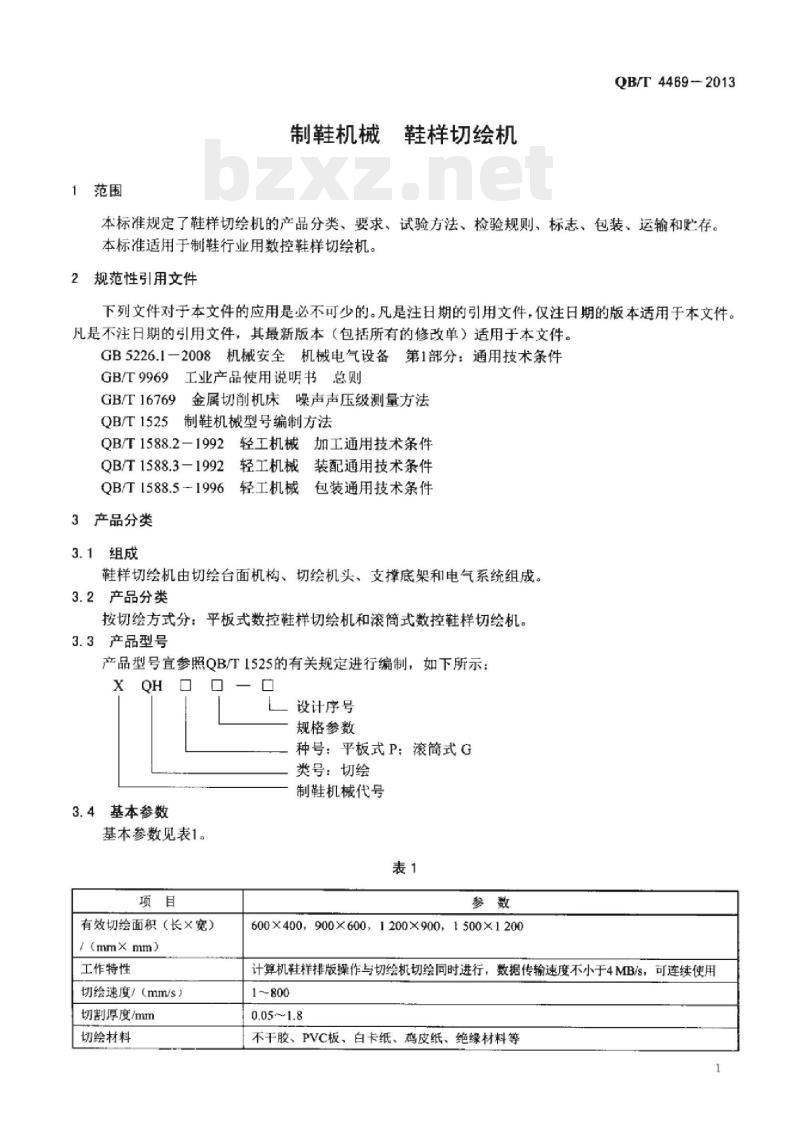
鞋样切绘机由切绘台面机构、切绘机头、支撑底架和电气系统组成。3.2产品分类
按切绘方式分:平板式数控鞋样切绘机和滚筒式数控鞋样切绘机。3.3产品型号
产品型号宜参照QB/T1525的有关规定进行编制,如下所示:XQH
3.4基本参数
基本参数见表1。
设计序号
规格参数
种号:平板式P:滚筒式G
类号:切绘
制鞋机械代号
有效切绘面积(长×宽)
/(mmXmm)
工作特性
切绘速度/(mm/s)
切割厚度/mm
切绘材料
600×400,900X600,1200×900,1500×1200计算机鞋样排版操作与切绘机切绘同时进行,数据传输速度不小于4MB/s,可连续使用1~800
不干胶、PVC板、白卡纸、鸡皮纸、绝缘材料等iiKAoNiKAca
QB/T4469-2013
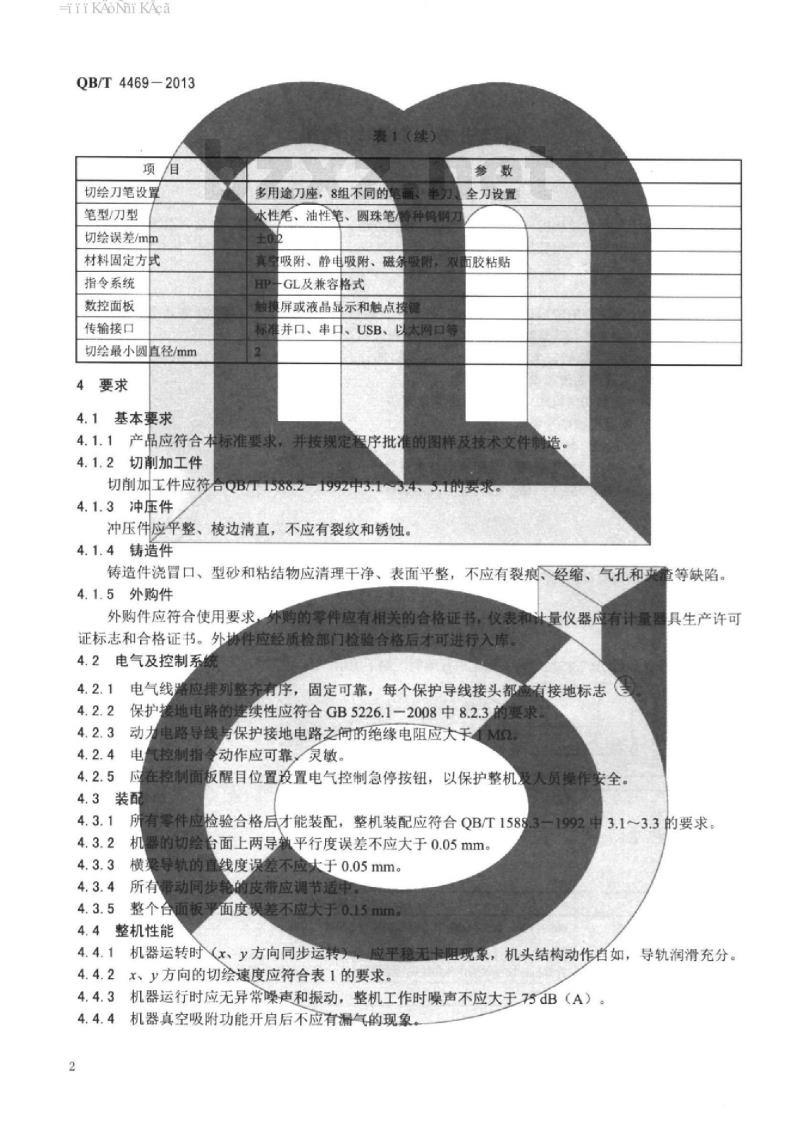
切绘刀笔设置
笔型刀型
切绘误差/mm
材料固定方式
指令系统
数控面板
传输接口
切绘最小圆直径/mm
4要求
4.1基本要求
表1(续)
多用途刀座,8组不同的笔画、半刀、参数
全刀设置
水性笔、油性笔、圆珠笔/特种钨钢刀吸附、静电吸附、磁条吸附,双面胶粘贴GL及兼容格式
屏或液晶显示和触点接
并口、串口、USB、以
太网口等
4.1.1产品应符合本标准要求,并按规定程序批准的图样及技术文件4.1.2切削加工件
切削加工件应符合OBT
4.1.3冲压件
冲压件应平整、棱边清直,不应有裂纹和锈蚀。4.1.4铸造件
铸造件浇冒口、型砂和粘结物应清理干净、表面平整,不应有裂痕、经缩、气孔和查等缺陷。4.1.5外购件
外购件应符合使用要求,外购的零件应有相关的合格证书,仪表和计量仪器应有计量器具生产许可证标志和合格证书。外协件应经质检部门检验合格后才可进行入库。4.2电气及控制系
应排列整齐有序,固定可靠,每个保护导线接头都应有接地标志电气线路
保护护
美地电路的连续性应符合GB5226.1-2008中8.2.3的要求电路导线与保护接地电路之间的绝缘电阻应大于M2。4.2.3动力
气控制指
动作应可靠,灵敏。
4.3装配
在控制面板醒目位置设置电气控制急停按钮,以保护整机及人员操作安全。检验合格后才能装配,整机装配应符合QB/T1588.3-1992中3.1~3.3的要求。所有零件应
台面上两导款平行度误差不应大于0.05mm。机器的切绘台
#导轨的直
大于0.05mm。
线度误差不应
4.3.4所有
带动同步车
的皮带应调节适
4.3.5整个台
面板平面度误差不应大于0.15mm4.4整机性能
机器运转时(x、方向同步运转
4.4.2X、J方向的切绘速度应符合表1的要求。卡阻现象,机头结构动作首如,导轨润滑充分。机器运行时应无异常噪声和振动,整机工作时噪声不应大于75dB(A)。4.4.3
4.4.4机器真空吸附功能开启后不应有漏气的现象。2
iiKAoNiKAca
4.5整机工作精
4.5.1x和方向的切绘误差不应大于0.24.5.2刀笔重合度误差不应大于0.2mm。4.5.3x、y方向对称度误差不应大于0.2mm。4.6外观质量
4.6.1外露件和外露结合面的边缘应整齐,不应有明显的错位。疤痕及其他损伤。
整机外观不应有图样规定外的凸起、凹陷、4.6.3钣金烤漆件、氧化件表面应色泽均匀,不应有斑痕、5试验方法
电气及控制系统
5.1.1电气线路布线采用目测的方法进行检查。起泡、露底和划伤等。
5.1.2保护接地电路连续性的检验,按GB5226.1一2008中18.2的方法进行。
QB/T4469-2013
2008中18.3的方法进行。
5.1.3绝缘电阻的检验,按GB5226.15.1.4电气控制可靠性的检验,分别在空载和负载情况下运行,操作各相关的控制按钮,采用目测检测。5.2装配精度
5.2.1整机装配应符合QB/T1588.3-1992的要求。5.2.2检验机器切绘台面上两导轨平行度:先将千分表装在其中一条导轨的滑块上,将数值调为0,然后从一端慢慢滑向另一端,其中最大数值不应超过0.05mm的误差要求,如果超过即需调整导轨至0.05mm之内,然后再以此方法检验另一条导轨;用一条已经过高精度测量的检测铁条来测量两条导轨两端之间的距离是否一致,如果不一致,即需调整导轨。5.2.3检验横梁导轨的直线度:将于分表分别装在导轨的滑块上小示值之差即为整条导轨的直线度误差。,从一端慢慢滑向另一端,最大与最5.2.4检验整个台面板平面度:用百分表装在机器刀架上,从机器原点开始,将百分表读数调整为0,从右至左,示值变化如果超出0.15mm,则需进行调整:然后用同样的方法进行纵向测试与调整,依次把整台机的台面平整度测试完成。5.2.5对4.34的检验:采用手动、感官检验。5.3整机性能
5.3.1机器运转时
(x、方向同步运转),用手放横梁上方检查有无卡阻现象5.3.2整机工作噪声的检验,接GB/T16769规定方法测定。5.3.3对4.4.4的检验:用拉力器拉住被吸附的纸板材料,往与材料平行的方向平拉,检验1kg以内的拉力能否拉动。
5.3.4切绘速度的试验:画1个总长度为2000mm的长方形,用秒表计算其时间,即可计算出每秒的切绘速度
5.4整机工
作精度
0张100mm×100mm的正方形白卡纸纸板,用游标卡尺分别在x和y方向测量,其差值5.4.1切绘
即为切绘误差。所切10张纸的合格率不低于70%,则判为合格。5.4.2刀笔重合度检验:用笔先画1个100mm×100mm的正方形,再在同一位置角刀切割1个100mm×100mm的正方形,用游标卡尺测量2个正方形的误差是否在0.2mm以内,5.4.3用白卡纸切绘一个有半穿中心线(半穿中心线是指将白卡纸的厚度切断一半,剩下一半厚度不切断)的对称板,对称折起,用游标卡尺测量其对称度,即两边相对称的纸板之间的误差。3
HiiKAoNhiKAca
QB/T44692013
5.5外观质量
外观质量采用感官检验。
6检验规则
产品检验分为出厂检验和型式检验。6.1出厂检验
6.1.1出厂检验项目为本标准4.4、4.5、4.6中的项目。6.1.2每台产品均需生产厂质量检验部门按本标准检验合格,并签发产品合格证书,方可出厂。6.2型式检验
6.2.1型式检验项目为本标准要求的全部内容。6.2.2有下列情况之--时,应进行型式检验:a)新产品开发、老产品更新或转厂生产的试制、定型、鉴定时:b)正常生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;c)停产1年以上,恢复生产时;d)产品质量监督机构提出进行型式检验的要求时。6.2.3型式检验的样机应从出厂检验合格批中随机抽取10%,至少为1台。6.3复验与判断规则
6.3.1出厂检验中有某项不合格时,应消除造成该项目不合格的因素,并经复验合格,则判为合格。6.3.2型式检验中有某项不合格时,应加倍抽样,对不合格项目进行复验,如仍不合格,则判型式检验不合格。
7标志、包装、运输和贮存
7.1标志
7.1.1每台产品应在明显位置固定铭牌,铭牌上应标明:a)产品名称、型号:
b)产品主要参数:
c)制造日期和出厂编号:
d)制造商名称:
e)采用标准编号。
7.1.2每台产品应在相关位置安装有操作指示及安全警示标志。7.2包装
7.2.1产品包装应符合QB/T1588.5-1996中4.1、4.2.4、4.2.5、7.1、7.2的要求。7.2.2随机技术文件应齐全,应包括:a)产品使用说明书,其编写应符合GB/T9969的要求:b)产品合格证;
o)装箱单。
7.3运输
产品运输、装卸应小心轻放,禁止倒置、堆垛、碰撞。7.4存
产品贮存应放在通风干燥、无腐蚀环境中,且摆放整齐。长期贮存时,应当用布等材料盖住产品,防止灰尘,禁止雨淋。
iiKAoNiKAca
4469-2013
中华人民共和国
轻工行业标准wwW.bzxz.Net
制鞋机械鞋样切绘机
QB/T4469-2013
中国轻工业出版社出版发行
地址:北京东长安街6号
邮政编码:100740
发行电话:(010)65241695
网址:http://chlip.com.cnEmail:[email protected]
轻工业标准化编辑出版委员会编辑地址:北京西城区下斜街29号
邮政编码:100053
电话:(010)68049923/24/25
版权所有侵权必究
书号:155019-4069
印数:1-200册
定价:16.00元
BZ002102000
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:Y99
备案号:41597-2013
中华人民共和国轻工行业标准
QB/T4469--2013
制鞋机械
鞋样切绘机
Footwear machines Cutting and plotter machine for shoe pattern2013-07-22发布
中华人民共和国工业和信息化部2013-12-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。本标准由全国毛皮制革机械标准化中心归口。QB/T4469-2013
本标准由东莞市拓荒牛自动化设备有限公司、佛山市南海区平洲永正制鞋机械设备厂、意达数控科技(广州)有限公司、中国皮革和制鞋工业研究院负责起草。本标准主要起草人:邹今令、陈晓伟、何社成、罗炳洪。1范围
制鞋机械
鞋样切绘机
QB/T4469--2013
本标准规定了鞋样切绘机的产品分类、要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于制鞋行业用数控鞋样切绘机。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB5226.1一2008机械安全机械电气设备第1部分:通用技术条件GB/T9969工业产品使用说明书总则GB/T16769金属切削机床噪声声压级测量方法制鞋机械型号编制方法
QB/T1525
QB/T1588.2-1992轻工机械加工通用技术条件QB/T1588.3-1992
QB/T1588.5-1996
3产品分类
3.1组成
轻工机械
轻工机械
装配通用技术条件
包装通用技术条件
鞋样切绘机由切绘台面机构、切绘机头、支撑底架和电气系统组成。3.2产品分类
按切绘方式分:平板式数控鞋样切绘机和滚筒式数控鞋样切绘机。3.3产品型号
产品型号宜参照QB/T1525的有关规定进行编制,如下所示:XQH
3.4基本参数
基本参数见表1。
设计序号
规格参数
种号:平板式P:滚筒式G
类号:切绘
制鞋机械代号
有效切绘面积(长×宽)
/(mmXmm)
工作特性
切绘速度/(mm/s)
切割厚度/mm
切绘材料
600×400,900X600,1200×900,1500×1200计算机鞋样排版操作与切绘机切绘同时进行,数据传输速度不小于4MB/s,可连续使用1~800
不干胶、PVC板、白卡纸、鸡皮纸、绝缘材料等iiKAoNiKAca
QB/T4469-2013
切绘刀笔设置
笔型刀型
切绘误差/mm
材料固定方式
指令系统
数控面板
传输接口
切绘最小圆直径/mm
4要求
4.1基本要求
表1(续)
多用途刀座,8组不同的笔画、半刀、参数
全刀设置
水性笔、油性笔、圆珠笔/特种钨钢刀吸附、静电吸附、磁条吸附,双面胶粘贴GL及兼容格式
屏或液晶显示和触点接
并口、串口、USB、以
太网口等
4.1.1产品应符合本标准要求,并按规定程序批准的图样及技术文件4.1.2切削加工件
切削加工件应符合OBT
4.1.3冲压件
冲压件应平整、棱边清直,不应有裂纹和锈蚀。4.1.4铸造件
铸造件浇冒口、型砂和粘结物应清理干净、表面平整,不应有裂痕、经缩、气孔和查等缺陷。4.1.5外购件
外购件应符合使用要求,外购的零件应有相关的合格证书,仪表和计量仪器应有计量器具生产许可证标志和合格证书。外协件应经质检部门检验合格后才可进行入库。4.2电气及控制系
应排列整齐有序,固定可靠,每个保护导线接头都应有接地标志电气线路
保护护
美地电路的连续性应符合GB5226.1-2008中8.2.3的要求电路导线与保护接地电路之间的绝缘电阻应大于M2。4.2.3动力
气控制指
动作应可靠,灵敏。
4.3装配
在控制面板醒目位置设置电气控制急停按钮,以保护整机及人员操作安全。检验合格后才能装配,整机装配应符合QB/T1588.3-1992中3.1~3.3的要求。所有零件应
台面上两导款平行度误差不应大于0.05mm。机器的切绘台
#导轨的直
大于0.05mm。
线度误差不应
4.3.4所有
带动同步车
的皮带应调节适
4.3.5整个台
面板平面度误差不应大于0.15mm4.4整机性能
机器运转时(x、方向同步运转
4.4.2X、J方向的切绘速度应符合表1的要求。卡阻现象,机头结构动作首如,导轨润滑充分。机器运行时应无异常噪声和振动,整机工作时噪声不应大于75dB(A)。4.4.3
4.4.4机器真空吸附功能开启后不应有漏气的现象。2
iiKAoNiKAca
4.5整机工作精
4.5.1x和方向的切绘误差不应大于0.24.5.2刀笔重合度误差不应大于0.2mm。4.5.3x、y方向对称度误差不应大于0.2mm。4.6外观质量
4.6.1外露件和外露结合面的边缘应整齐,不应有明显的错位。疤痕及其他损伤。
整机外观不应有图样规定外的凸起、凹陷、4.6.3钣金烤漆件、氧化件表面应色泽均匀,不应有斑痕、5试验方法
电气及控制系统
5.1.1电气线路布线采用目测的方法进行检查。起泡、露底和划伤等。
5.1.2保护接地电路连续性的检验,按GB5226.1一2008中18.2的方法进行。
QB/T4469-2013
2008中18.3的方法进行。
5.1.3绝缘电阻的检验,按GB5226.15.1.4电气控制可靠性的检验,分别在空载和负载情况下运行,操作各相关的控制按钮,采用目测检测。5.2装配精度
5.2.1整机装配应符合QB/T1588.3-1992的要求。5.2.2检验机器切绘台面上两导轨平行度:先将千分表装在其中一条导轨的滑块上,将数值调为0,然后从一端慢慢滑向另一端,其中最大数值不应超过0.05mm的误差要求,如果超过即需调整导轨至0.05mm之内,然后再以此方法检验另一条导轨;用一条已经过高精度测量的检测铁条来测量两条导轨两端之间的距离是否一致,如果不一致,即需调整导轨。5.2.3检验横梁导轨的直线度:将于分表分别装在导轨的滑块上小示值之差即为整条导轨的直线度误差。,从一端慢慢滑向另一端,最大与最5.2.4检验整个台面板平面度:用百分表装在机器刀架上,从机器原点开始,将百分表读数调整为0,从右至左,示值变化如果超出0.15mm,则需进行调整:然后用同样的方法进行纵向测试与调整,依次把整台机的台面平整度测试完成。5.2.5对4.34的检验:采用手动、感官检验。5.3整机性能
5.3.1机器运转时
(x、方向同步运转),用手放横梁上方检查有无卡阻现象5.3.2整机工作噪声的检验,接GB/T16769规定方法测定。5.3.3对4.4.4的检验:用拉力器拉住被吸附的纸板材料,往与材料平行的方向平拉,检验1kg以内的拉力能否拉动。
5.3.4切绘速度的试验:画1个总长度为2000mm的长方形,用秒表计算其时间,即可计算出每秒的切绘速度
5.4整机工
作精度
0张100mm×100mm的正方形白卡纸纸板,用游标卡尺分别在x和y方向测量,其差值5.4.1切绘
即为切绘误差。所切10张纸的合格率不低于70%,则判为合格。5.4.2刀笔重合度检验:用笔先画1个100mm×100mm的正方形,再在同一位置角刀切割1个100mm×100mm的正方形,用游标卡尺测量2个正方形的误差是否在0.2mm以内,5.4.3用白卡纸切绘一个有半穿中心线(半穿中心线是指将白卡纸的厚度切断一半,剩下一半厚度不切断)的对称板,对称折起,用游标卡尺测量其对称度,即两边相对称的纸板之间的误差。3
HiiKAoNhiKAca
QB/T44692013
5.5外观质量
外观质量采用感官检验。
6检验规则
产品检验分为出厂检验和型式检验。6.1出厂检验
6.1.1出厂检验项目为本标准4.4、4.5、4.6中的项目。6.1.2每台产品均需生产厂质量检验部门按本标准检验合格,并签发产品合格证书,方可出厂。6.2型式检验
6.2.1型式检验项目为本标准要求的全部内容。6.2.2有下列情况之--时,应进行型式检验:a)新产品开发、老产品更新或转厂生产的试制、定型、鉴定时:b)正常生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;c)停产1年以上,恢复生产时;d)产品质量监督机构提出进行型式检验的要求时。6.2.3型式检验的样机应从出厂检验合格批中随机抽取10%,至少为1台。6.3复验与判断规则
6.3.1出厂检验中有某项不合格时,应消除造成该项目不合格的因素,并经复验合格,则判为合格。6.3.2型式检验中有某项不合格时,应加倍抽样,对不合格项目进行复验,如仍不合格,则判型式检验不合格。
7标志、包装、运输和贮存
7.1标志
7.1.1每台产品应在明显位置固定铭牌,铭牌上应标明:a)产品名称、型号:
b)产品主要参数:
c)制造日期和出厂编号:
d)制造商名称:
e)采用标准编号。
7.1.2每台产品应在相关位置安装有操作指示及安全警示标志。7.2包装
7.2.1产品包装应符合QB/T1588.5-1996中4.1、4.2.4、4.2.5、7.1、7.2的要求。7.2.2随机技术文件应齐全,应包括:a)产品使用说明书,其编写应符合GB/T9969的要求:b)产品合格证;
o)装箱单。
7.3运输
产品运输、装卸应小心轻放,禁止倒置、堆垛、碰撞。7.4存
产品贮存应放在通风干燥、无腐蚀环境中,且摆放整齐。长期贮存时,应当用布等材料盖住产品,防止灰尘,禁止雨淋。
iiKAoNiKAca
4469-2013
中华人民共和国
轻工行业标准wwW.bzxz.Net
制鞋机械鞋样切绘机
QB/T4469-2013
中国轻工业出版社出版发行
地址:北京东长安街6号
邮政编码:100740
发行电话:(010)65241695
网址:http://chlip.com.cnEmail:[email protected]
轻工业标准化编辑出版委员会编辑地址:北京西城区下斜街29号
邮政编码:100053
电话:(010)68049923/24/25
版权所有侵权必究
书号:155019-4069
印数:1-200册
定价:16.00元
BZ002102000
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。