QB/T 4618-2013
基本信息
标准号: QB/T 4618-2013
中文名称:电线连接工具手动液压压线钳
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:2796416
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 4618-2013.Wire connecting tools - Hand hydraulic compression crimper.
4要求
4.1 表面质量
4.1.1液压钳的零部件应符合GB/T 2314中有关电力金具外观质量的规定,零部件不应有裂纹、毛刺、气孔、砂眼等加工缺陷
4.1.2液压钳的附件压模应进 行表面处理,且在适当位置上应有清楚的压接导线规格的标志。压模型腔部位应光滑,避免在压接作业时使接线端子或连接管产生伤痕。
4.2操作性能
4.2.1液压钳的主要工作 部件在压接工作时应可靠,不应有妨碍使用功能的故障。钳柄应握捏舒适,并配有护套。
4.2.2可换式压模的装入和退 出应灵活方便,配合应可靠。
4.2.3泵体与压接 部间液压管路的连接应可靠,离合应方便。
4.3最大输出力
4.3.1液压钳的最大输出力应能达到额定输由力值的 110%6
4.3.2安装安全限力装置的液压钳最大输出力应能达到安全限力值(额定输出力值的105%~115%)。
4.4 输出力稳定性液压钳在额定输出力下应能保持输出力稳定,输出力值变化不应大于额定输出力的8%。
4.5安全限力
安装安全限力装置的液压钳在达到安全限力值(额定输出力值的105%~115%)时,安全限力装置应能限制向压模继续增加载荷
4.6泄漏
液压钳在达到额定输出力值时,活塞、柱塞、输油管等不应有影响使用功能的明显泄源现象。
4.7 硬度
液压钳压棋的硬度不应低于34 HRC.
4.8 手柄抗弯强度
液压钳手柄的抗强度应符合表t的规定。
4要求
4.1 表面质量
4.1.1液压钳的零部件应符合GB/T 2314中有关电力金具外观质量的规定,零部件不应有裂纹、毛刺、气孔、砂眼等加工缺陷
4.1.2液压钳的附件压模应进 行表面处理,且在适当位置上应有清楚的压接导线规格的标志。压模型腔部位应光滑,避免在压接作业时使接线端子或连接管产生伤痕。
4.2操作性能
4.2.1液压钳的主要工作 部件在压接工作时应可靠,不应有妨碍使用功能的故障。钳柄应握捏舒适,并配有护套。
4.2.2可换式压模的装入和退 出应灵活方便,配合应可靠。
4.2.3泵体与压接 部间液压管路的连接应可靠,离合应方便。
4.3最大输出力
4.3.1液压钳的最大输出力应能达到额定输由力值的 110%6
4.3.2安装安全限力装置的液压钳最大输出力应能达到安全限力值(额定输出力值的105%~115%)。
4.4 输出力稳定性液压钳在额定输出力下应能保持输出力稳定,输出力值变化不应大于额定输出力的8%。
4.5安全限力
安装安全限力装置的液压钳在达到安全限力值(额定输出力值的105%~115%)时,安全限力装置应能限制向压模继续增加载荷
4.6泄漏
液压钳在达到额定输出力值时,活塞、柱塞、输油管等不应有影响使用功能的明显泄源现象。
4.7 硬度
液压钳压棋的硬度不应低于34 HRC.
4.8 手柄抗弯强度
液压钳手柄的抗强度应符合表t的规定。
标准图片预览
标准内容
ICS25.140.30
分类号:J47
备案号:43650-2013
中华人民共和国轻工行业标准
QB/T4618-2013
电线连接工具
手动液压压线钳
Wire connecting tools - Hand hydraulic compression crimper2013-12-31发布
中华人民共和国工业和信息化部2014-07-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。OB/T4618-2013
本标准由全国五金制品标准化技术委员会工具五金分技术委员会(SAC/TC174/SC2)归口。本标准由台州巨力工具有限公司、玉环县环沪机电工具厂、上海长青电工实业有限公司、上海市工具工业研究所负责起草,北京唯佳长信工具有限公司、玉环县现代工具有限公司、宁波长城精工实业有限公司、浙江埃米顿机电有限公司、浙江新蓝达实业股份有限公司、文登威力工具集团有限公司等单位参加起草。
本标准主要起草人:张银根、黄金国、赵荣庆、吴祖训、刘佳根、郭明方、何挺伟、陈立海、杨野、沈建明、瀚家平、顾青。
1范围
电线连接工具手动液压压线钳
QB/T4618-2013
本标准规定了手动液压压线钳的型式和标记、要求、试验方法、检验规则、标志、包装、运输与贮存。
本标准适用于电力、电气工程中利用压接模具(以下简称压模)压接规格为4mm2~1000mm2的铝或铜导线的接线端子或连接管的手动液压压线钳(以下简称液压钳)。本标准不适用于网络用钳或其他特殊用途的液压钳。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T230.1金属洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)(GB/T230.1—2009,ISO6508-1:2005,MOD)GB/T2314电力金具通用技术条件(GB/T2314—2008,IEC61284:1997,MOD)GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划(GB/T2828.1-2012,ISO2859-1:1999IDT)GB/T2829周期检验计数抽样程序及表(适用于对过程稳定性的检验)GB/T5305手工具包装、标志、运输与存3型式和标记
3.1型式
液压钳以手动操作,通过泵体、液压管路输出压力进行接线端子或连接管的压接作业。液压钳按连接方式分泵体与压接部直接连接(整体式)和泵体与压接部以油管连接(分体式)两种型式。压模可固定或更换。
3.2标记
3.2.1组成
QB/T4618-YQA-□-
变型代号:由制造商自行选择一个或多个英文字母表示额定输出力:单位为kN
最大压接导线规格:单位为mm2
安全限力装置(无安全限力装置则缺省)产品代号和连接型式代号:“F”表示分体式,整体式无代号标准名称
产品名称:手动液压压线钳
3.2.2标记示例
示例1:
最大压接导线规格为120mm2,额定输出力为60kN,有安全限力装置的整体式液压钳标记为:手动液压压线钳QB/T4618-YQA-120-60。
QB/T4618-2013
示例2:
最大压接导线规格500
-200。
4要求
4.1表面质量
额定输出力为200起N的分体式液压钳标记为:手动渡压压线钳QPT4618-YQF一5004.1.1液压钳的零部售应的合
GB/T2314中有关电力金具外观质量的规定,零部件不应有裂纹、毛刺、气孔、砂眼等加工缺陷
4.1.2液压钳的附件压模应进行表面处理,且在适当位置上应有清楚的压接导线规格的标志。压模型腔部位应光滑,避免在压接作业时使接线端子或连接管产生伤痕。4.2操作性能
4.2.1液压钳的主要工作部件在压接工作时应可靠不应有妨碍使用功能的故障。钳柄应握捏舒适,并配有护套
4.2.2可换式压模的装入和退出应灵活方便,配合应可靠4.2.3泵体与压接部间液压管格的连接应可靠,离合应方便4.3最大输出力
4.3.1液压钳的最大输
4.3.2安装安全限力装置的液压钳最大输出力应能达到安全限力值(额定输出力值的105%~115%)。4.4输出力稳定性Www.bzxZ.net
液压钳在额定输出
4.5安全限力
应能保持输出力稳定,输出力值安装安全限力装置的液压钳在达到应能限制向压模继续增加载荷
4.6泄漏
液压钳在达到额
4.7硬度
液压钳压模
4.8手柄抗
液压钳
全输出值时
勺便度不应低于34HRC
立大于额定钟出力的8%。
值的105%~115%)
全限力装置
杜塞、输油管等不应有影响使用功能的明显泄漏现象。病的抗弯强度应符合表的规定。压接载荷和手柄抗弯强度
使电起团
导线接线端
4.9压接载宿
液压钳的压
4.10压接性能
压接导线规格/mm
≤240
载尚应符合表1规定
液压钳应能压接最大规格的导线接线端了或连换压接载荷/N
≤390
手柄抗弯强度/N
≥390
≥590
压接时接线端子和压模规格应与导线规格尺寸一致。压接后应按表2的规定进行拉力试验,试验后不应出现线芯断裂、明显位移或脱出、接线端子或连接管损坏等现象。
导体材料
注:A为导线横截面面积,
4.11耐用性
位为mm。
表2拉力试验要求
拉力试验负载值
QB/T4618-2013
40XA最大20000N
60XA最大20000N
液压钳在进行5.11的试验应符合4.10的要求,并且不应有影响使用功能的损伤。5试验方法
5.1表面质量
表面质量用目测检验
5.2操作性能
5.2.1液压钳工作部件的操作性能用手感和目测检验5.2.2可换式压模的装入和退出用手感和目测检验5.2.3泵体与压接部间液压管路的连接和离合用手感和目测检验
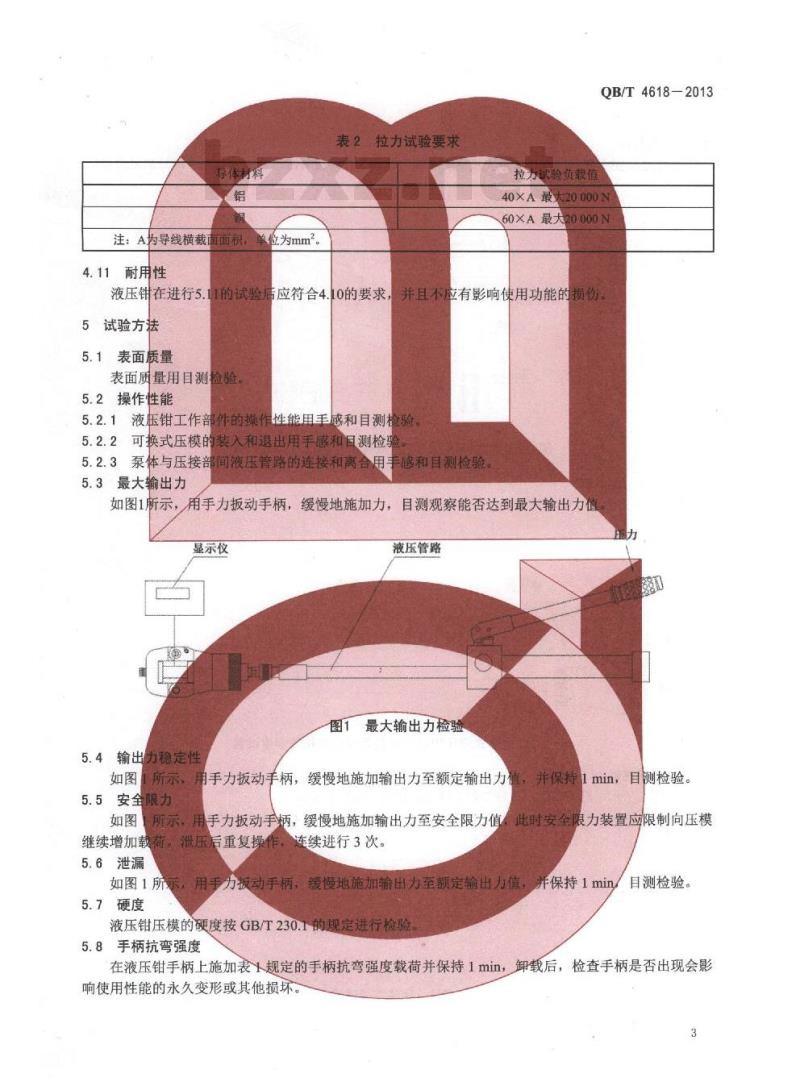
5.3最大输出力
如图1所示,用手力扳动手柄,缓慢地施加力,目测观察能否达到最大输出力值显示仪
5.4输出力稳定性
液压管路
图1最大输出力检验
如图1所示,用手力扳动手柄,缓慢地施加输出力至额定输出力值,并保持1min,目测检验。5.5安全限力
如图所示,用手力扳动手柄,缓慢地施加输出力至安全限力值此时安全限力装置应限制向压模连续进行3次。
继续增加载荷。泄压后重复操作,5.6泄漏
如图1所示,用手力扳动手柄,缓慢地施加输出力至额定输出值,并保持1min5.7硬度
液压钳压模的硬度按GB/T230.1的规定进行检验5.8手柄抗弯强度
目测检验。
在液压钳手柄上施加表1规定的手柄抗弯强度载荷并保持1min,卸载后,检查手柄是否出现会影响使用性能的永久变形或其他损坏。3
QB/T4618-2013
5.9压接载荷
如图2和图3所示,在压接最大规格的导线接线端子或连接管时,测定施加在手柄处的最大载荷。显示仪
图2整体式液压钳的压接载荷试验和抗弯强度试验显示仪
压接部
图3分体式液压钳的压接载荷试验和抗弯强度试验5.10压接性能
如图4所示,沿线芯轴心线施加表2规定的拉力,保持1min。接线端子
图4压接性能试验
5.11耐用性
QB/T4618-2013
如图5所示,将液压钳安装在试验装置上,在手柄上施加载荷至额定输出力值的110%(安装安全限力装置的液压钳应施加载荷至安全限力值),然后将活塞复位,以此为1次循环。在油温不大于50℃的条件下,连续进行2000次试验。试验后应进行压接性能试验。显示仪
液压钳
卸压驱动
计数器
手柄驱动
液压钳耐用性试验
6检验规则
6.1检验分类
检验分为出厂检验和型式检验。6.2出厂检验
6.2.1产品应经制造厂检验合格后方可出厂,并附有产品合格证。6.2.2出厂检验的抽样按GB/T2828.1规定的一次抽样方案进行。6.2.3不合格分类、检验项目、接收质量限(AQL)和检查水平按表3的规定执行。表3出厂检验
不合格分类
检验项目
操作性能
最大输出力
输出力稳定性
安全限力
表面质量
合格质量水平(AQL)
检查水平(IL)
QB/T4618-2013
6.2.4对检验中发现的不合格品及进行破坏试验后的样品,交货方应予调换。6.2.5经出厂检验拒收的产品,可由制造厂重新分类修理后,再提交验收。6.3型式检验
6.3.1有下列情况之一时,应进行型式检验:a)产品定型投产时;
b)正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时:c)出厂检验结果与上次型式检验有较大差异时:d)正式生产过程中,每12个月进行1次;e)产品停产12个月以上,恢复生产时:f)用户或第三方有特殊要求时。型式检验应在出厂检验合格的某个批或若干批随机抽取。6.3.2
型式检验的抽样按GB/T2829的规定进行,采用判别水平IⅢI,一次抽样方案。型式检验的不合格分类、检验项目、不合格质量水平(RQL)等按表4规定执行。型式检验不合格品的处置方法按GB/T2829的规定进行,或协议双方协商确定。表4型式检验
不合格分类
检验项目
操作性能
最大输出力
输出力稳定性
安全限力
压接载荷
手柄抗弯强度
压接性能
表面质量
耐用性
标志、包装、运输与购存
7.1标志
7.1.1产品标志
样本量
不合格质量水平
合格判定数
不合格判定数
在压线钳上应有固定明晰的标志,标志内容应包括产品的规格和制造厂商的名称或商标。7.1.2包装标志
压线钳的包装标志应符合GB/T5305的规定。7.2包装、运输与购存
压线钳的包装、运输与贮存应按GB/T5305的规定进行。包装件中还应包括以下内容:
a)装箱单;
b)产品出厂合格证;
c)使用维护说明书;
d)产品清单;
e)保修卡。
QB/T4618-2013
4618-2013
中华人民共和国
轻工行业标准
电线连接工具手动液压压线钳
QB/T4618-2013
中国轻工业出版社出版发行
地址:北京东长安街6号
邮政编码:100740
发行电话:(010)65241695
网址:http://chlip.com.cnEmail:[email protected]
轻工业标准化编辑出版委员会编辑地址:北京西城区下斜街29号
邮政编码:100053
电话:(010)68049923/24/25
版权所有
侵权必究
书号:155019·4173
印数:1-200册
定价:16.00元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:J47
备案号:43650-2013
中华人民共和国轻工行业标准
QB/T4618-2013
电线连接工具
手动液压压线钳
Wire connecting tools - Hand hydraulic compression crimper2013-12-31发布
中华人民共和国工业和信息化部2014-07-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。OB/T4618-2013
本标准由全国五金制品标准化技术委员会工具五金分技术委员会(SAC/TC174/SC2)归口。本标准由台州巨力工具有限公司、玉环县环沪机电工具厂、上海长青电工实业有限公司、上海市工具工业研究所负责起草,北京唯佳长信工具有限公司、玉环县现代工具有限公司、宁波长城精工实业有限公司、浙江埃米顿机电有限公司、浙江新蓝达实业股份有限公司、文登威力工具集团有限公司等单位参加起草。
本标准主要起草人:张银根、黄金国、赵荣庆、吴祖训、刘佳根、郭明方、何挺伟、陈立海、杨野、沈建明、瀚家平、顾青。
1范围
电线连接工具手动液压压线钳
QB/T4618-2013
本标准规定了手动液压压线钳的型式和标记、要求、试验方法、检验规则、标志、包装、运输与贮存。
本标准适用于电力、电气工程中利用压接模具(以下简称压模)压接规格为4mm2~1000mm2的铝或铜导线的接线端子或连接管的手动液压压线钳(以下简称液压钳)。本标准不适用于网络用钳或其他特殊用途的液压钳。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T230.1金属洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)(GB/T230.1—2009,ISO6508-1:2005,MOD)GB/T2314电力金具通用技术条件(GB/T2314—2008,IEC61284:1997,MOD)GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划(GB/T2828.1-2012,ISO2859-1:1999IDT)GB/T2829周期检验计数抽样程序及表(适用于对过程稳定性的检验)GB/T5305手工具包装、标志、运输与存3型式和标记
3.1型式
液压钳以手动操作,通过泵体、液压管路输出压力进行接线端子或连接管的压接作业。液压钳按连接方式分泵体与压接部直接连接(整体式)和泵体与压接部以油管连接(分体式)两种型式。压模可固定或更换。
3.2标记
3.2.1组成
QB/T4618-YQA-□-
变型代号:由制造商自行选择一个或多个英文字母表示额定输出力:单位为kN
最大压接导线规格:单位为mm2
安全限力装置(无安全限力装置则缺省)产品代号和连接型式代号:“F”表示分体式,整体式无代号标准名称
产品名称:手动液压压线钳
3.2.2标记示例
示例1:
最大压接导线规格为120mm2,额定输出力为60kN,有安全限力装置的整体式液压钳标记为:手动液压压线钳QB/T4618-YQA-120-60。
QB/T4618-2013
示例2:
最大压接导线规格500
-200。
4要求
4.1表面质量
额定输出力为200起N的分体式液压钳标记为:手动渡压压线钳QPT4618-YQF一5004.1.1液压钳的零部售应的合
GB/T2314中有关电力金具外观质量的规定,零部件不应有裂纹、毛刺、气孔、砂眼等加工缺陷
4.1.2液压钳的附件压模应进行表面处理,且在适当位置上应有清楚的压接导线规格的标志。压模型腔部位应光滑,避免在压接作业时使接线端子或连接管产生伤痕。4.2操作性能
4.2.1液压钳的主要工作部件在压接工作时应可靠不应有妨碍使用功能的故障。钳柄应握捏舒适,并配有护套
4.2.2可换式压模的装入和退出应灵活方便,配合应可靠4.2.3泵体与压接部间液压管格的连接应可靠,离合应方便4.3最大输出力
4.3.1液压钳的最大输
4.3.2安装安全限力装置的液压钳最大输出力应能达到安全限力值(额定输出力值的105%~115%)。4.4输出力稳定性Www.bzxZ.net
液压钳在额定输出
4.5安全限力
应能保持输出力稳定,输出力值安装安全限力装置的液压钳在达到应能限制向压模继续增加载荷
4.6泄漏
液压钳在达到额
4.7硬度
液压钳压模
4.8手柄抗
液压钳
全输出值时
勺便度不应低于34HRC
立大于额定钟出力的8%。
值的105%~115%)
全限力装置
杜塞、输油管等不应有影响使用功能的明显泄漏现象。病的抗弯强度应符合表的规定。压接载荷和手柄抗弯强度
使电起团
导线接线端
4.9压接载宿
液压钳的压
4.10压接性能
压接导线规格/mm
≤240
载尚应符合表1规定
液压钳应能压接最大规格的导线接线端了或连换压接载荷/N
≤390
手柄抗弯强度/N
≥390
≥590
压接时接线端子和压模规格应与导线规格尺寸一致。压接后应按表2的规定进行拉力试验,试验后不应出现线芯断裂、明显位移或脱出、接线端子或连接管损坏等现象。
导体材料
注:A为导线横截面面积,
4.11耐用性
位为mm。
表2拉力试验要求
拉力试验负载值
QB/T4618-2013
40XA最大20000N
60XA最大20000N
液压钳在进行5.11的试验应符合4.10的要求,并且不应有影响使用功能的损伤。5试验方法
5.1表面质量
表面质量用目测检验
5.2操作性能
5.2.1液压钳工作部件的操作性能用手感和目测检验5.2.2可换式压模的装入和退出用手感和目测检验5.2.3泵体与压接部间液压管路的连接和离合用手感和目测检验
5.3最大输出力
如图1所示,用手力扳动手柄,缓慢地施加力,目测观察能否达到最大输出力值显示仪
5.4输出力稳定性
液压管路
图1最大输出力检验
如图1所示,用手力扳动手柄,缓慢地施加输出力至额定输出力值,并保持1min,目测检验。5.5安全限力
如图所示,用手力扳动手柄,缓慢地施加输出力至安全限力值此时安全限力装置应限制向压模连续进行3次。
继续增加载荷。泄压后重复操作,5.6泄漏
如图1所示,用手力扳动手柄,缓慢地施加输出力至额定输出值,并保持1min5.7硬度
液压钳压模的硬度按GB/T230.1的规定进行检验5.8手柄抗弯强度
目测检验。
在液压钳手柄上施加表1规定的手柄抗弯强度载荷并保持1min,卸载后,检查手柄是否出现会影响使用性能的永久变形或其他损坏。3
QB/T4618-2013
5.9压接载荷
如图2和图3所示,在压接最大规格的导线接线端子或连接管时,测定施加在手柄处的最大载荷。显示仪
图2整体式液压钳的压接载荷试验和抗弯强度试验显示仪
压接部
图3分体式液压钳的压接载荷试验和抗弯强度试验5.10压接性能
如图4所示,沿线芯轴心线施加表2规定的拉力,保持1min。接线端子
图4压接性能试验
5.11耐用性
QB/T4618-2013
如图5所示,将液压钳安装在试验装置上,在手柄上施加载荷至额定输出力值的110%(安装安全限力装置的液压钳应施加载荷至安全限力值),然后将活塞复位,以此为1次循环。在油温不大于50℃的条件下,连续进行2000次试验。试验后应进行压接性能试验。显示仪
液压钳
卸压驱动
计数器
手柄驱动
液压钳耐用性试验
6检验规则
6.1检验分类
检验分为出厂检验和型式检验。6.2出厂检验
6.2.1产品应经制造厂检验合格后方可出厂,并附有产品合格证。6.2.2出厂检验的抽样按GB/T2828.1规定的一次抽样方案进行。6.2.3不合格分类、检验项目、接收质量限(AQL)和检查水平按表3的规定执行。表3出厂检验
不合格分类
检验项目
操作性能
最大输出力
输出力稳定性
安全限力
表面质量
合格质量水平(AQL)
检查水平(IL)
QB/T4618-2013
6.2.4对检验中发现的不合格品及进行破坏试验后的样品,交货方应予调换。6.2.5经出厂检验拒收的产品,可由制造厂重新分类修理后,再提交验收。6.3型式检验
6.3.1有下列情况之一时,应进行型式检验:a)产品定型投产时;
b)正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时:c)出厂检验结果与上次型式检验有较大差异时:d)正式生产过程中,每12个月进行1次;e)产品停产12个月以上,恢复生产时:f)用户或第三方有特殊要求时。型式检验应在出厂检验合格的某个批或若干批随机抽取。6.3.2
型式检验的抽样按GB/T2829的规定进行,采用判别水平IⅢI,一次抽样方案。型式检验的不合格分类、检验项目、不合格质量水平(RQL)等按表4规定执行。型式检验不合格品的处置方法按GB/T2829的规定进行,或协议双方协商确定。表4型式检验
不合格分类
检验项目
操作性能
最大输出力
输出力稳定性
安全限力
压接载荷
手柄抗弯强度
压接性能
表面质量
耐用性
标志、包装、运输与购存
7.1标志
7.1.1产品标志
样本量
不合格质量水平
合格判定数
不合格判定数
在压线钳上应有固定明晰的标志,标志内容应包括产品的规格和制造厂商的名称或商标。7.1.2包装标志
压线钳的包装标志应符合GB/T5305的规定。7.2包装、运输与购存
压线钳的包装、运输与贮存应按GB/T5305的规定进行。包装件中还应包括以下内容:
a)装箱单;
b)产品出厂合格证;
c)使用维护说明书;
d)产品清单;
e)保修卡。
QB/T4618-2013
4618-2013
中华人民共和国
轻工行业标准
电线连接工具手动液压压线钳
QB/T4618-2013
中国轻工业出版社出版发行
地址:北京东长安街6号
邮政编码:100740
发行电话:(010)65241695
网址:http://chlip.com.cnEmail:[email protected]
轻工业标准化编辑出版委员会编辑地址:北京西城区下斜街29号
邮政编码:100053
电话:(010)68049923/24/25
版权所有
侵权必究
书号:155019·4173
印数:1-200册
定价:16.00元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。