GB/T 4675.5-1984
基本信息
标准号: GB/T 4675.5-1984
中文名称:焊接性试验 焊接热影响区最高硬度试验方法
标准类别:国家标准(GB)
英文名称: Weldability test - Test method for maximum hardness of weld heat affected zone
标准状态:已作废
发布日期:1984-07-28
实施日期:1985-05-01
作废日期:2005-10-14
出版语种:简体中文
下载格式:.rar.pdf
下载大小:85091
标准分类号
标准ICS号:机械制造>>焊接、钎焊和低温焊>>25.160.40焊接接头
中标分类号:机械>>加工工艺>>J33焊接与切割
关联标准
采标情况:=JIS Z 3101-76
出版信息
页数:3页
标准价格:8.0 元
相关单位信息
复审日期:2004-10-14
起草单位:哈尔滨焊接所
发布部门:国家标准局
主管部门:国家标准化管理委员会
标准简介
本标准适用于手工电弧焊接,是以热影响区最高硬度来相对地评价钢材冷裂倾向的试验方法。 GB/T 4675.5-1984 焊接性试验 焊接热影响区最高硬度试验方法 GB/T4675.5-1984 标准下载解压密码:www.bzxz.net
标准图片预览



标准内容
中华人民共和国国家标准
焊接性试验
焊接热影响区最高硬度试验方法Weldability testing
Testing method of maximum hardnessin weld heat -affected zone
UDC: 821.791.06 !
: 820.178.152
GB 4675.5--84
本标准适用于手工电弧焊接,是以热影响区最高硬度来相对地评价钢材冷裂倾向的试验方法。试件的制备
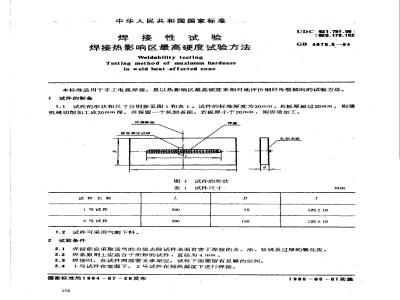
1.1试件的形状和尺寸分别参见图1和表1。试件的标准厚度为20mm。若板厚超过20mm,则须机械切削加工成20mm厚,并保留一个轧制表面。若板厚小于20mm,则须加工。检测断面
硬度测定试样
试件名称
1号试件
2号试件
试件可采用气割下料。
试验条件wwW.bzxz.Net
制表面
图1试件的形状
表1试件尺寸
125±10
125±10
2.1焊接前应采取适当的方法去除试件表面有害于焊接的水、油、铁锈及过厚的氧化皮。2.2焊条原则上应适合于所焊的试件,直径为4mm。2.3焊接时,在试件两端要支承架空,试件下面要留有足够的空间。2.41号试件在室温下,2号试件在预热温度下进行焊接。国家标准局1984-07-28发布
1985-05-01实施
GB 4675.5--84
2.5如图1所示,沿试件轧制表面的中心线焊出长125土10mm的焊缝。2.6试验焊缝采取平焊位置进行焊接。2.7焊接规范原则上如下:
焊接电流170±10A,焊接速度为150+10mm/min。z.B试件焊后在静止的空气中自然冷却,且不进行任何热处理。3硬度的测定
3.1焊后至少要经过12h才能取测量硬度的试样,取后要尽快测试硬度。3.2在室温下,如图1所示采用机械加工方法垂直切割焊缝的中部,然后在此断面上取度的测量试样,切割时,必须边冷却边加工以免焊接热影响区的硬度因断面温度的升高而降低。3.8硬度测量试样的检测面经研磨后,再加以腐蚀。然后如图2所示,划一条既切于熔合线底部切点Q,又平行于试板轧制表面的直线,在此直线上每隔0.5mm进行室温下,载荷为10kg的维氏硬度的测定,切点○及其两侧各7个以上的点作为硬度的测定点。3.4硬度测定试验的其他有关事项应按YB53一64《金属维氏硬度试验法》的规定。焊缝金
轧制表面
4记录
4.1试验日期、时间和环境温度。切点
熔合线
硬度测定线
图2硬度的检测位置
4.2试件钢号及化学成分、试件状态、及其轧制方向。4.8焊前试件温度、焊接电源的种类、焊接极性、焊条牌号、焊条直径、焊条的烘干温度和时间、焊接电流、焊接电压和焊接速度。4.4所有测定点的位置及其硬度值。103
A.试件的制备
GB4675.5--84
附录A
《焊接热影响区最高硬度试验方法》的说明(补充件)
鉴于在预热条件下焊接时,由于热扩散的关系,试件尺寸较小将影响硬度值,为此规定用于预热条件下焊接的试件尺寸较室温下焊接的试件尺寸大。A.2试验条件
A.2.1焊接条件中没有规定电弧电压,这是由于在实际所用的焊接电弧电压范围内,电弧电压对最高硬度的影响可以忽略不计。
A,2.2焊接电流以一般常用的4mm直径的焊条所采用的容许范围:170±10A作为规定。焊接速度规定为150±10mm/min。当焊条的种类不同或焊条直径不是4mm时,如果引用这个标准,则希望所选定的焊接电流(A)和焊接速度(mm/min)的比为170比150。这样做,同2.7规定的焊接条件一样,可获得大致相等的最高硬度。A.3硬度的测定
A.3.1最高硬度是反映焊接后,试样放置在室温时的时效现象。即在最初数小时内,硬度有一定的增加,约10h后达到最高值,以后又出现稍微减小的倾向。因此,加工测定硬度的试样,规定要在焊接后的12h之后取样,并尽可能迅速测定硬度。A.3.2无论在什么情况下,在机械切削或用砂轮研磨试样时,在试样的检测表面上不允许产生回火色。
两硬度测定点间距规定为0.5mm,略微嫌小,与YB53一64《金属维氏硬度试验法》的规A.3.3
定有矛盾,但由于焊接热影响区的最高硬度区宽度较窄,不得已还需要以0.5mm间距进行测定。附加说明:
本标准等效采用1981年版的日本标准JISZ3101一1976《焊接热影响区最高硬度试验方法》。本标准由中华人民共和国机械工业部提出。本标准由哈尔滨焊接研究所起草。本标准主要起草人俞继伦、郭寿汾、崔凤池。104
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
焊接性试验
焊接热影响区最高硬度试验方法Weldability testing
Testing method of maximum hardnessin weld heat -affected zone
UDC: 821.791.06 !
: 820.178.152
GB 4675.5--84
本标准适用于手工电弧焊接,是以热影响区最高硬度来相对地评价钢材冷裂倾向的试验方法。试件的制备
1.1试件的形状和尺寸分别参见图1和表1。试件的标准厚度为20mm。若板厚超过20mm,则须机械切削加工成20mm厚,并保留一个轧制表面。若板厚小于20mm,则须加工。检测断面
硬度测定试样
试件名称
1号试件
2号试件
试件可采用气割下料。
试验条件wwW.bzxz.Net
制表面
图1试件的形状
表1试件尺寸
125±10
125±10
2.1焊接前应采取适当的方法去除试件表面有害于焊接的水、油、铁锈及过厚的氧化皮。2.2焊条原则上应适合于所焊的试件,直径为4mm。2.3焊接时,在试件两端要支承架空,试件下面要留有足够的空间。2.41号试件在室温下,2号试件在预热温度下进行焊接。国家标准局1984-07-28发布
1985-05-01实施
GB 4675.5--84
2.5如图1所示,沿试件轧制表面的中心线焊出长125土10mm的焊缝。2.6试验焊缝采取平焊位置进行焊接。2.7焊接规范原则上如下:
焊接电流170±10A,焊接速度为150+10mm/min。z.B试件焊后在静止的空气中自然冷却,且不进行任何热处理。3硬度的测定
3.1焊后至少要经过12h才能取测量硬度的试样,取后要尽快测试硬度。3.2在室温下,如图1所示采用机械加工方法垂直切割焊缝的中部,然后在此断面上取度的测量试样,切割时,必须边冷却边加工以免焊接热影响区的硬度因断面温度的升高而降低。3.8硬度测量试样的检测面经研磨后,再加以腐蚀。然后如图2所示,划一条既切于熔合线底部切点Q,又平行于试板轧制表面的直线,在此直线上每隔0.5mm进行室温下,载荷为10kg的维氏硬度的测定,切点○及其两侧各7个以上的点作为硬度的测定点。3.4硬度测定试验的其他有关事项应按YB53一64《金属维氏硬度试验法》的规定。焊缝金
轧制表面
4记录
4.1试验日期、时间和环境温度。切点
熔合线
硬度测定线
图2硬度的检测位置
4.2试件钢号及化学成分、试件状态、及其轧制方向。4.8焊前试件温度、焊接电源的种类、焊接极性、焊条牌号、焊条直径、焊条的烘干温度和时间、焊接电流、焊接电压和焊接速度。4.4所有测定点的位置及其硬度值。103
A.试件的制备
GB4675.5--84
附录A
《焊接热影响区最高硬度试验方法》的说明(补充件)
鉴于在预热条件下焊接时,由于热扩散的关系,试件尺寸较小将影响硬度值,为此规定用于预热条件下焊接的试件尺寸较室温下焊接的试件尺寸大。A.2试验条件
A.2.1焊接条件中没有规定电弧电压,这是由于在实际所用的焊接电弧电压范围内,电弧电压对最高硬度的影响可以忽略不计。
A,2.2焊接电流以一般常用的4mm直径的焊条所采用的容许范围:170±10A作为规定。焊接速度规定为150±10mm/min。当焊条的种类不同或焊条直径不是4mm时,如果引用这个标准,则希望所选定的焊接电流(A)和焊接速度(mm/min)的比为170比150。这样做,同2.7规定的焊接条件一样,可获得大致相等的最高硬度。A.3硬度的测定
A.3.1最高硬度是反映焊接后,试样放置在室温时的时效现象。即在最初数小时内,硬度有一定的增加,约10h后达到最高值,以后又出现稍微减小的倾向。因此,加工测定硬度的试样,规定要在焊接后的12h之后取样,并尽可能迅速测定硬度。A.3.2无论在什么情况下,在机械切削或用砂轮研磨试样时,在试样的检测表面上不允许产生回火色。
两硬度测定点间距规定为0.5mm,略微嫌小,与YB53一64《金属维氏硬度试验法》的规A.3.3
定有矛盾,但由于焊接热影响区的最高硬度区宽度较窄,不得已还需要以0.5mm间距进行测定。附加说明:
本标准等效采用1981年版的日本标准JISZ3101一1976《焊接热影响区最高硬度试验方法》。本标准由中华人民共和国机械工业部提出。本标准由哈尔滨焊接研究所起草。本标准主要起草人俞继伦、郭寿汾、崔凤池。104
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。