GB/T 902.2-1989
基本信息
标准号: GB/T 902.2-1989
中文名称:机动弧焊用焊接螺柱
标准类别:国家标准(GB)
标准状态:现行
发布日期:1989-02-22
实施日期:1990-01-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:979632
标准分类号
标准ICS号:机械系统和通用件>>紧固件>>21.060.10螺栓、螺钉、螺柱
中标分类号:机械>>通用零部件>>J13紧固件
关联标准
替代情况:GB 902-1976
出版信息
页数:5页
标准价格:8.0 元
相关单位信息
首发日期:1967-03-06
复审日期:2004-10-14
起草单位:机械标准化所
归口单位:全国紧固件标准化技术委员会
发布部门:中国机械工业联合会
主管部门:中国机械工业联合会
标准简介
GB/T 902.2-1989 机动弧焊用焊接螺柱 GB/T902.2-1989 标准下载解压密码:www.bzxz.net
标准图片预览





标准内容
中华人民共和国国家标准
机动弧焊用焊接螺柱
Weld studs for arc welding
1主题内容与适用范围
.本标准规定了螺纹规格为M3~M20的机动弧焊用焊接螺柱\。本标准适用于各类机电产品用机动弧焊接的螺柱。注:1)为商品紧固件,应优先选用。2引用标准
GB196普通螺纹基本尺寸(直径1~600mm)GB197普通螺纹公差与配合(直径1~355mm)GB2紧固件外螺纹零件的末端
GB3098.1紧固件机械性能螺栓、螺钉和螺柱GB5267螺纹紧固件电镀层
GB1237紧固件的标记方法
GB90紧固件验收检查、标志与包装3尺寸
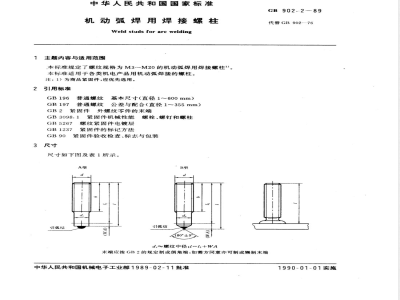
尺寸如下图及表1所示。
引弧结
引弧结
d.~螺纹中径;l-l十WA
GB902.2-89
代替GB902--76
末端应按GB2的规定制成倒角端,如需方同意亦可制成辗制末端中华人民共和国机械电子工业部1989-02-11批准1990-01-01实施
GB902.2-89
螺纹规格d
WA(参考)
公称长度1
注:①WA为焊接螺柱的熔化长度。②虚线以上的规格,制成全螺纹。4技术要求
技术要求如表2所示。
机械性能
引弧结
表面处理
验收及包装
GB 902.2--89
普碳钢
GB196、GB197
由制造者选择
不经处理或镀铜或镀锌钝化(GB5267)GB90
注:①材料的化学成分按GB3098.1的规定,但最大含碳量按0.20%,且不得采用易切钢制造②焊接部的机械性能及焊接瓷环尺寸,参见附录A(参考件)及附录B(参考件)。5标记
5.1标记方法按GB1237的规定。
5.2标记示例:
螺纹规格d=M10、公称长度l,=50mm、性能等级为4.8级、不经表面处理、按A型制造的机动弧焊用焊接螺柱的标记:
按B型制造时应加标记B:
螺柱GB902.2M10×50
螺柱GB902.2BM10X50
GB 902.2-89
附录A
机动弧焊用焊接螺柱焊接部的机械性能(参考件)
A1焊接螺柱焊接部的最小拉力载荷按表A1规定。表A1
螺纹规格d,mm
公称应力截面积A,
最小拉力载荷(AX)
A2焊接螺柱焊接部的弯曲试验
103000www.bzxz.net
在焊好的螺柱上加上螺母,螺母距焊接表面的距离应等于或大于2.4d。不能满足该条件的,可用较长规格的代替。用锤打击螺母,使螺柱弯曲至15°时,其焊缝和热影响区没有肉眼可见的裂缝。A3检查焊接螺柱焊接部机械性能用的试件、焊接设备、焊接瓷环和焊接工艺规范,由供需双方协议。附录B
普通平焊用焊接瓷环尺寸
(参考件)
B1供焊接螺柱焊接部焊肉成型用的焊接瓷环,其基本尺寸如图B1及表B1所示。D
GB902.289
B2焊接瓷环的尺寸公差,应能保证与同规格焊钉的互换性。附加说明:
本标准由全国紧固件标准化技术委员会提出并归口,本标准由机械标准化研究所起草。H.
适用的螺纹规格d
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
机动弧焊用焊接螺柱
Weld studs for arc welding
1主题内容与适用范围
.本标准规定了螺纹规格为M3~M20的机动弧焊用焊接螺柱\。本标准适用于各类机电产品用机动弧焊接的螺柱。注:1)为商品紧固件,应优先选用。2引用标准
GB196普通螺纹基本尺寸(直径1~600mm)GB197普通螺纹公差与配合(直径1~355mm)GB2紧固件外螺纹零件的末端
GB3098.1紧固件机械性能螺栓、螺钉和螺柱GB5267螺纹紧固件电镀层
GB1237紧固件的标记方法
GB90紧固件验收检查、标志与包装3尺寸
尺寸如下图及表1所示。
引弧结
引弧结
d.~螺纹中径;l-l十WA
GB902.2-89
代替GB902--76
末端应按GB2的规定制成倒角端,如需方同意亦可制成辗制末端中华人民共和国机械电子工业部1989-02-11批准1990-01-01实施
GB902.2-89
螺纹规格d
WA(参考)
公称长度1
注:①WA为焊接螺柱的熔化长度。②虚线以上的规格,制成全螺纹。4技术要求
技术要求如表2所示。
机械性能
引弧结
表面处理
验收及包装
GB 902.2--89
普碳钢
GB196、GB197
由制造者选择
不经处理或镀铜或镀锌钝化(GB5267)GB90
注:①材料的化学成分按GB3098.1的规定,但最大含碳量按0.20%,且不得采用易切钢制造②焊接部的机械性能及焊接瓷环尺寸,参见附录A(参考件)及附录B(参考件)。5标记
5.1标记方法按GB1237的规定。
5.2标记示例:
螺纹规格d=M10、公称长度l,=50mm、性能等级为4.8级、不经表面处理、按A型制造的机动弧焊用焊接螺柱的标记:
按B型制造时应加标记B:
螺柱GB902.2M10×50
螺柱GB902.2BM10X50
GB 902.2-89
附录A
机动弧焊用焊接螺柱焊接部的机械性能(参考件)
A1焊接螺柱焊接部的最小拉力载荷按表A1规定。表A1
螺纹规格d,mm
公称应力截面积A,
最小拉力载荷(AX)
A2焊接螺柱焊接部的弯曲试验
103000www.bzxz.net
在焊好的螺柱上加上螺母,螺母距焊接表面的距离应等于或大于2.4d。不能满足该条件的,可用较长规格的代替。用锤打击螺母,使螺柱弯曲至15°时,其焊缝和热影响区没有肉眼可见的裂缝。A3检查焊接螺柱焊接部机械性能用的试件、焊接设备、焊接瓷环和焊接工艺规范,由供需双方协议。附录B
普通平焊用焊接瓷环尺寸
(参考件)
B1供焊接螺柱焊接部焊肉成型用的焊接瓷环,其基本尺寸如图B1及表B1所示。D
GB902.289
B2焊接瓷环的尺寸公差,应能保证与同规格焊钉的互换性。附加说明:
本标准由全国紧固件标准化技术委员会提出并归口,本标准由机械标准化研究所起草。H.
适用的螺纹规格d
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。